Анализ пропитки древесины как капиллярно-пористого материала

Автор: Колесников Геннадий Николаевич, Кантышев Антон В., Зайцева Мария И., Городничина Мария Ю., Васильев Сергей Б.
Журнал: Resources and Technology @rt-petrsu
Статья в выпуске: 2 т.16, 2019 года.
Бесплатный доступ
В статье рассмотрена проблема совершенствования технологии поверхностной пропитки древесины. В качестве инструмента исследования использовано математическое моделирование. С использованием логистического подхода получены расчетные формулы, в которых свойства древесины, влияющие на закономерности пропитки, учтены в интегральной форме. Адекватность результатов моделирования подтверждена их согласованностью с экспериментальными данными для образцов из древесины осины. Получены количественные оценки моделируемого процесса. Установлено, что концентрация пропиточной жидкости в древесине увеличивается почти линейно в начальной стадии пропитки, а продолжительность этой стадии в моделируемом процессе составляет примерно две минуты в условиях эксперимента. Однако, согласно инструкции производителя пропиточной жидкости, пропитку следует проводить путем погружения в раствор в течение 60 секунд, что меньше продолжительности быстрой стадии пропитки. Поэтому в целях повышения качества пропитки и экономичного расхода пропиточной жидкости пропитку следует проводить погружением, как минимум, на 120 секунд. Перспективы исследований связаны с уточнением параметров модели в зависимости от породы древесины.
Древесина, пропитка, моделирование
Короткий адрес: https://sciup.org/147225665
IDR: 147225665 | УДК: 674.048 | DOI: 10.15393/j2.art.2019.4722
Analysis of wood impregnation as a capillary-porous material
The article deals with the problem of improving the technology of wood impregnation. Mathematical modeling is used as a research tool. Using the logistic approach, the calculation formulas are obtained in which the properties of wood that affect the laws of impregnation are considered in an integral form. The adequacy of the simulation results is confirmed by their consistency with experimental data for samples of aspen wood. By means of the developed model the analysis of laws of impregnation is executed and quantitative estimations of the simulated process are obtained. It is established that the concentration of impregnating liquid in the wood increases almost linearly at the initial stage of impregnation, and the duration of this stage in the simulated process is about two minutes. However, according to the instructions of the manufacturer of the impregnating liquid, impregnation should be carried out by immersion in the solution for 60 seconds, which is less than the duration of the rapid impregnation stage. This means that to improve the quality of impregnation and economical consumption of impregnating liquid impregnation should be carried out by immersion for at least 120 seconds. The research prospects are connected with the specification of the model parameters depending on the wood species and impregnation technology.
Текст научной статьи Анализ пропитки древесины как капиллярно-пористого материала
Древесина как возобновляемый экологически безопасный ресурс был и остаётся основным видом сырья для многих отраслей промышленности [1]. Крупным потребителем древесины является строительство [2]. Однако сохраняют свою актуальность проблемы, ограничивающие применение древесины в строительстве, которые связаны с недостаточной огнестойкостью древесины, гигроскопичностью и уязвимостью для насекомых, грибков и других микроорганизмов. Чтобы уменьшить влияние этих недостатков, были разработаны различные технологии гидротермальной обработки и модификации древесины [3—6], однако существуют недостатки, ограничивающие применение древесины: большое потребление энергии, низкая эффективность её использования, негативное воздействие на окружающую среду. Ряд улучшений в технологии обработки древесины предложен в работах [4], [7] и других, краткий обзор которых приведён в статье [8].
Необходимым технологическим звеном при подготовке древесины к дальнейшему использованию является пропитка водорастворимыми и другими веществами, которые повышают огнестойкость и уменьшают интенсивность биодеградации древесины. Кроме того, поверхностная пропитка имеет место в других технологиях, например, при осмолении стружки в технологии древесностружечных плит, а также при обработке частиц измельчённой древесины клеевыми составами в производстве древесно-минеральных и других композитных материалов [9]. Ряд стандартных способов огне- и биозащитной обработки древесины и материалов на её основе хорошо известны (ГОСТ 20022.6-93, ГОСТ Р 53292-2009). Однако задачи экологически безопасной и экономически целесообразной пропитки древесины сохраняют свою актуальность, что объясняется необходимостью совершенствования технологий с учётом современных требований технико-экономической эффективности. Очевидно, для достаточно полного представления об эффективности используемых технологий следует применять весь спектр адекватных подходов к анализу их эффективности, включая методы теоретических и экспериментальных исследований, а также математическое моделирование.
Данная работа дополняет ранее выполненное исследование [10], [11]. Цель работы: обоснование рекомендаций по совершенствованию технологии поверхностной пропитки на основе анализа экспериментальных и теоретических данных об особенностях данной технологии на примере осиновых образцов.
2. Материалы и методы
Объектом исследования являются образцы из древесины осины. Пропитка выполнялась методом погружения образцов в пропиточную жидкость при температуре +20 °C. Исследование закономерностей пропитки выполнено в данной работе с использованием математической модели, построенной на основе логистического подхода и функции Ферхюльста [12]. Частные случаи, модификации и обобщения такого подхода используются в исследованиях биологических, экологических и экономических проблем, с течением времени область применений этого уравнения расширяется [13], [14], однако применений логистического подхода к моделированию процесса пропитки древесины как капиллярнопористого материала в известных нам публикациях, включая интернет-ресурсы, найти не удалось.
Проверка адекватности методики моделирования и оценка достоверности результатов моделирования выполнена с применением экспериментальных данных, полученных с использованием анализатора влажности Shimadzu MOC-120H. Методика и результаты экспериментов апробированы на конференции [10] и частично опубликованы [11].
Древесина рассматривается как капиллярно-пористый материал, движение жидкости в котором исследовано в работах [15—18]. Внимание авторов фокусируется на ключевой для данной работы закономерности, которая выражается в том, что «при отсутствии в древесине свободной влаги количество влаги внутри полостей сосудов, капилляров и пор будет соответствовать её количеству в окружающей среде, в которой влага находится в газообразном состоянии» [19, с. 30].
Для древесины, как хорошо известно, характерна большая вариабельность физических и механических свойств [20], детальный учёт которых в математических моделях не всегда возможен и существенно усложняет анализ ключевых закономерностей пропитки как процесса переноса массы пропиточной жидкости. Указанные сложности объясняются тем, что «перенос воды в древесине сопровождается многократным испарением и конденсацией, т. е. осуществляется в жидком и газообразном состоянии. Получаемый экспериментально коэффициент переноса следует рассматривать как интегральный, состоящий из комбинации коэффициента переноса плёночной воды и коэффициента диффузии пара» [16, с. 84]. Стремясь к разумному компромиссу между сложностью модели и точностью результатов, мы также используем интегральный подход к определению одного из параметров рассматриваемого далее логистического уравнения. Такой подход привёл к построению модели пропитки, которая отличается от известных [15—17] моделей тем, что позволяет выполнить анализ основных закономерностей сушки и пропитки без использования сложных алгоритмов и большого объёма исходных данных. Безусловно, влияние ряда факторов при таком подходе остаётся вне поля зрения, однако предлагаемое решение, не заменяя известные модели, дополняет набор способов и методик, использование которых необходимо при обосновании предложений по совершенствованию технологий и оборудования для пропитки древесины.
3. Результаты
К результатам в данной статье относятся:
-
• обоснование упомянутой выше модели, в которой свойства древесины, влияющие на закономерности пропитки, учитываются в интегральной форме;
-
• результаты анализа закономерностей пропитки и количественные оценки моделируемого процесса, полученные с применением разработанной модели.
Моделируя процесс увеличения влажности древесины при пропитке, рассмотрим образец массой M = M b + M a , где M a — масса абсолютно сухой древесины, M b — общая масса свободной и связанной влаги в образце (включая водорастворимые компоненты). С течением времени t , за счёт увеличения влажности, значения M b и M возрастают на одну и ту же величину A M b . В моменты времени t и ( t + A t ) масса влаги равна соответственно M b и M b t= M b + A M b ; масса образца в те же моменты времени равна M и M t = M + A M b . Соответственно относительная влажность древесины в те же моменты времени равна C b и Cbt :
Cb = Mb/M;(1)
Cbt = (Mb + AMb)/(M + AMb).(2)
Заметим, что переход от обычно используемой абсолютной влажности древесины W к относительной влажности Cb в процентном выражении выполняется по формулам [20, с. 84]
Cb = (100 W)/(100 + W), W = (100Cb)/(100 - Cb).(3)
С физической точки зрения при достаточно малом A t правомерно предположить, что величина A M b пропорциональна A t и M b . При этом величина A M b зависит от температуры, влажности, продолжительности пропитки t , породы древесины и других факторов [16], [19], [20], суммарное влияние которых учтём технологическим параметром модели т . Параметр т имеет размерность времени, его значение определяется с использованием экспериментальных данных [10]. Обозначим 6 = t / т и A6 = A t /т. Тогда A M b = A6 M b и с учётом (1) и (2) после преобразований получим:
C bt = C b (1 + A6)/(1 + A6 b C b ). (4)
Определим изменение относительной влажности A C b = C bt - C b . С учётом (1) и (4) получим после преобразований, принимая во внимание, что относительная влажность 0 < Cb < 1 и поэтому 1 + A6 Cb ~ 1 при достаточно малом значении A6: A Cb = A6 Cb (1 - Cb ). Переходя к пределу при A6 ^ 0, приходим к частному случаю логистического уравнения:
dC b / d 6 = C b (1 - C b ). (5)
Интегрируя, запишем:
ln C b /(1 - C b ) = 6 + A . (6)
Константу интегрирования A найдём из условия: Cb = Cb 0 при 6 = 0. Например, для свежесрубленной древесины относительная влажность Cb о ~ 0,5. После преобразований (6) получим соотношение для определения концентрации пропиточной жидкости в древесине, т. е. величину относительной влажности древесины C b в зависимости от продолжительности пропитки t = тб:
Cb = ( exp 6)/(1/ Cb 0 + exp (6) - 1).
Оценивая адекватность формулы (7) с физической точки зрения, необходимо принимать во внимание следующее. Если Ө → ∞, то C bi → 1. Однако в пределе при C bi = 1 образец формально будет содержать только пропиточную жидкость, что не соответствует реальности. Поэтому необходима корректировка формулы (7) с учётом верхней оценки содержания пропиточной жидкости в древесине. Можно считать, что предельное влагосодержание имеет сплавная древесина, для которой относительная влажность примерно равна 0,8. Тогда взамен (7) запишем:
C b 1 (Ө) = 0,8( exp Ө)/(0,8/ C b 0 + exp (Ө) – 1). (8)
Из (8) следует, если Ө = 0, то C b 1 = C b 0 . Если Ө → ∞, то C b 1 → 0,8.
Другая особенность процесса пропитки древесины как капиллярно-пористого материала объясняется различием механизмов переноса свободной и связанной влаги. Соответственно, при пропитке процесс переноса влаги в древесине включает быструю и медленную стадии. Обе стадии моделируются соотношением для C bi , но при различных значениях параметра τ; с уменьшением τ скорость модельного процесса пропитки возрастает. Значения параметра τ зависят от температуры, породы древесины и других факторов, детальный анализ которых выходит за рамки данной работы. Достаточно реалистичными могут быть значения τ = τ 1 = 0,8 для быстрой стадии и τ = τ 2 = 20 для медленной стадии. Соответственно, Ө 1 = t /τ 1 и Ө 2 = t /τ 2 . Влияние каждой из двух стадий оценим весовыми коэффициентами w 1 и w 2 , значения которых соответствуют указанной выше [8] массовой доле свободной и связанной влаги в древесине, т. е. w 1 = 0,7 и w 2 = 0,3. Тогда взамен (8) запишем:
C b 2 = w 1 C b 1 (Ө 1 ) + w 2 C b 1 (Ө 2 ). (9)
Адекватность результатов вычислений по формуле (9) подтверждается их согласованностью с результатами экспериментов [10], что показано на рисунке 1.
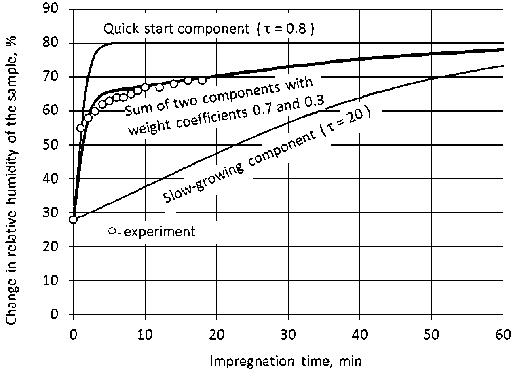
Рисунок. 1. Увеличение массы образца в зависимости от продолжительности пропитки
Figure. 1. The mass Increasing of the sample depending on the duration of impregnation
Закономерности изменения концентрации пропиточной жидкости образцов в зависимости от продолжительности сушки t и начальной влажности древесины C b 0 иллюстрирует рисунок 2, где значения C b 2 определены по формуле (9). На рисунке 2 влажность указана в процентном выражении, C b 0 ·100 % и C b 2 ·100 %.
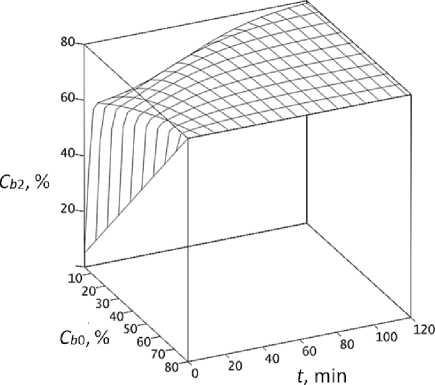
Рисунок 2. Изменение концентрации пропиточной жидкости в зависимости от начальной влажности и продолжительности пропитки
Figure 2. Change in the concentration of the impregnating liquid depending on the initial wood humidity and the impregnation duration
4. Обсуждение и заключение
Таким образом, в представленном исследовании разработана модель и обоснованы расчётные формулы (8) и (9), в которых свойства древесины, влияющие на закономерности пропитки, учитываются в интегральной форме.
Адекватность результатов моделирования с применением формул (8) и (9) подтверждена их согласованностью с экспериментальными данными (рисунок 1).
С использованием разработанной модели выполнен анализ закономерностей пропитки и получены количественные оценки моделируемого процесса. Установлено, что концентрация пропиточной жидкости в древесине почти линейно возрастает в начальной стадии пропитки (рисунки 1 и 2), причём продолжительность этой стадии в моделируемом процессе равна примерно двум минутам. В то же время, согласно инструкции изготовителя пропиточной жидкости MEDERA 200 Cherry, пропитка должна выполняться погружением в раствор на 30— 60 сек, что меньше, чем продолжительность быстрой стадии пропитки (рисунок 2). Это означает, что в целях повышения эффективности пропитки по критериям качества пропитки и экономичного расходования пропиточной жидкости следует выполнять пропитку данной жидкостью погружением на 120—150 сек.
Перспективы исследования связаны с учётом различий древесины ядровых и безъядровых пород при их гидротермальной обработке [4]. Кроме того, реализованный логистический подход к построению модели пропитки может быть адаптирован к анализу других капиллярно-пористых материалов в целях совершенствования технологий их обработки. При этом необходимо уточнение параметра τ в зависимости от свойств конкретных капиллярно-пористых материалов и пропиточных жидкостей.
Список литературы Анализ пропитки древесины как капиллярно-пористого материала
- Глебов, И. Т. Очерки по истории обработки древесины резанием / И. Т. Глебов. - Екатеринбург: УГЛТУ, 2016. - 90 с.
- Рынок деревянного домостроения: проблемы, возможности, перспективы / Ассоциация деревянного домостроения // ЛесПромИнформ. - 2019. - № 1 (139). - С. 118-120.
- Сафин, Р. Р. Методология снижения энергетических затрат и разработка новых принципов в процессах сушки и термовлажностной обработки материалов / Р. Р. Сафин, И. Ф. Хакимзянов, П. А. Кайнов // Вестник Казанского технологического университета. - 2015. - Т. 18, № 11. - С. 128-131.
- Karlsson, O. Influence of heat transferring media on durability of thermally modified wood / O. Karlsson, E. Sidorova, T. Morén // BioResources. - 2011. - Vol. 6. - No 1. - P. 356-372.
- Polishchuk, E. Yu. Heating and charring of timber constructions with thin-layer fire protection / E. Yu. Polishchuk, A. B. Sivenkov, S. K. Kenzhehan // Magazine of Civil Engineering. - 2018. - Vol. 81 (5). - P. 3-14. - DOI: 10.18720/MCE.81.1
- Effect of wood drying and heat modification on some physical and mechanical properties of radiata pine / R. Herrera-Díaz, V. Sepúlveda-Villarroel, N. Pérez-Peña, L. Salvo-Sepúlveda, C. Salinas-Lira, R. Llano-Ponte, R. A. Ananías // Drying Technology. - 2018. - Vol. 36 (5). - P. 537-544. - URL:
- DOI: 10.1080/07373937.2017.1342094
- Гороховский, А. Г. Сокращение энергозатрат при конвективной сушке пиломатериалов / А. Г. Гороховский, Е. Е. Шишкина // Актуальные проблемы лесного комплекса. - 2007. - № 18. - С. 89-93.
- Zhang, N. Improvement of mechanical, humidity resistance and thermal properties of heat-treated rubber wood by impregnation of SiO 2 precursor / N. Zhang, M. Xu, L. Cai // Scientific reports. - 2019. - Vol. 9, No 1. - P. 982.
- Micro and Nano Powder Additive Influence on Bending Strenght of One-ply Particle Board / S. Vasilyev, G. Kolesnikov, A. Pitukhin, N. Panov // 16th International Multidisciplinary Scientific Geoconference SGEM. - 2016. - Book 6. - Nano, Bio and Green-Technologies for a Sustainable Future, Conference Proceedings. - Vienna, Austria, Sofia, Bulgaria: STEF92 Technology Ltd. - 2016. - P. 82-85. - URL:
- DOI: 10.4028/www.scientific.net/kem.706.82
- Борисов, А. Ю. Особенности технологии пропитки тонкомерных осиновых элементов: эксперименты и моделирование / А. Ю. Борисов, А. В. Кантышев, Г. Н. Колесников // Экологические и биологические основы повышения продуктивности и устойчивости природных и искусственно возобновлённых лесных экосистем: материалы международной научно-практической конференции, посвящённой 100-летию высшего лесного образования в г. Воронеже и ЦЧР России. - Воронеж, 2018. - С. 255-262.
- Кантышев, А. В. Сушка и пропитка тонкомерных осиновых образцов / А. В. Кантышев, А. Ю. Борисов, Г. Н. Колесников // Инновационные подходы в решении проблем современного общества / под общ. ред. Г. Ю. Гуляева. - Пенза: Наука и Просвещение, 2018. - С. 237-244.
- Постан, М. Я. Обобщённая логистическая кривая: её свойства и оценка параметров / М. Я. Постан // Экономика и статистические методы. - 1993. - Т. 29, вып. 2. - С. 305-310.
- Васильев, С. Б. Логистический подход к моделированию фракционирования сыпучих материалов / С. Б. Васильев, Г. Н. Колесников // Учёные записки Петрозаводского государственного университета. - 2010. - № 4 (109). - С. 61-65.
- Kyurkchiev, N. Investigations on a hyper-logistic model. Some applications / N. Kyurkchiev // Dynamic Systems and Applications. - 2019. - Vol. 28, No 2. - С. 351-369.
- Теоретическое обоснование процесса движения жидкости в капиллярно-пористых средах в контексте повышения прочностных характеристик материала / А. С. Кривоногова, В. А. Соколова, А. Р. Бирман, В. В. Беспалова // Системы. Методы. Технологии. - 2018. - № 3. - С. 130-135.
- Патякин, В. И. Техническая гидродинамика древесины / В. И. Патякин, Ю. Г. Тишин, С. М. Базаров. - Москва: Лесная пром-сть, 1990. - 304 с.
- Mathematical Modeling of Impregnation of Wood in Piezo Periodic Field / O. A. Kunitskaya, S. S. Burmistrova, E. G. Khitrov, A. N. Minaev // Lesnoy Zhurnal [Forestry Journal]. - 2018. - No 5. - P. 168-180. -
- DOI: 10.17238/issn0536-1036.2018.5.168
- Гороховский, А. Г. Физическая модель коллоидной капиллярно-пористой структуры древесины / А. Г. Гороховский, Е. Е. Шишкина, В. В. Савина // Хвойные бореальной зоны. - 2018. - Т. 36, № 4. - С. 350-354.
- Врублевская, В. И. Моделирование гигроскопичности древесины на молекулярном уровне и обоснование качественной СВЧ-сушки / В. И. Врублевская, В. О. Матусевич, А. Б. Невзорова // Весцi Нацыянальнай акадэмii навук Беларусi. Серыя фiзiка-тэхнiчных навук. - 2013. - № 1. - С. 29-37.
- Влияние вариативности сосудов на качество древесины берёзы и осины в стволе дерева / А. Д. Платонов, М. А. Михеевская, С. Н. Снегирева, Т. К. Курьянова, А. В. Киселева, А. Н. Топчеев // Лесотехнический журнал. - 2018. - Т. 8, № 2 (30). - С. 212-221.
