Анализ специфических изделий и конструкций устройств для их манипулирования

Автор: Авцинов И.А., Битюков В.К., Маликов Д.Ю.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 4 (58), 2013 года.
Бесплатный доступ
Манипулирование штучными специфическими изделиями на устройствах с газовой несущей прослойкой
Специфические изделия, газовая несущая прослойка, рабочая поверхность, классификация устройств
Короткий адрес: https://sciup.org/14040165
IDR: 14040165 | УДК: 621.867.229.6
Analysis of specific products and designs devices for their manipulation
Manipulation piece specific products on devices with a gas bearing layer
Текст научной статьи Анализ специфических изделий и конструкций устройств для их манипулирования
В различных отраслях промышленности таких, как пищевая, приборостроение и машиностроение, химическая, многоассортиментная (парфюмерная, косметологическая, фармацевтическая) и других возникает необходимость в снижении жесткого фрикционного контакта предмета производства с рабочими поверхностями технологического оборудования. Зачастую это связано со свойствами материла изделия или (и) с особенностями опорных поверхностей предмета производства . К специфике такого вида можно отнести:
-
1. материал изделия:
-
- с заниженными физико-механическими свойствами, например, хрупкость или ломкость;
-
- обладающий высокими фрикционными свойствами, например каучуки, эластомеры, для шлифовки, полировки, резки и т.д.;
-
- способный к прилипанию, т.е. обладающий высокими адгезионными свойствами;
-
- представляющий собой драгоценные камни и т.п. [2].
-
2. опорные поверхности изделия со следующими особенностями:
-
- высокая чистота обработки и зеркальные;
-
- с нанесенными (например, напылением) дорогостоящими материалами (золото, серебро и т.п.);
-
- требующие сушки (клеевые, крашенные и т.д.);
-
- завышенные требования (например, са-нитарно - гигиенические) к чистоте (лекарственные средства, пищевые штучные продукты, изделия микроэлектроники и т.п.);
-
- с нанесенным абразивным покрытием.
Маликов Д.Ю., 2013
Кроме выше представленной специфики можно выделить и ряд геом етрических особенностей выделяемой группы изделий. Наиболее характерным является симметричность относительно своей вертикальной оси.
В таблице 1 показаны примеры некоторых специфических изделий различных отраслей промышленности.
Таблица 1
Специфические типы изделий
|
Специфические изделия |
Вид специфики изделия |
|
|
Особенности материала изделия |
Особенности опорной поверхности |
|
|
1) |
Хрупкость, ломкость. |
Чистота обработки. |
|
Вогнутые, выпуклые линзы |
||
|
2) еШ Потребительская тара |
Хрупкость, ломкость. |
Санитарные нормы. |
|
3) ,^^—^ ^4^, . О. Защитные стекла |
Хрупкость, ломкость. |
Санитарные нормы. |
|
4) и!___J_____Li J| i |L| L2ЦХ-— Зубчатые шестерни |
Высокая чистота обработки. |
|
Продолжение таблицы 1
|
5) L^^^ Таблетки, брикеты |
Хрупкость, ломкость. |
Санитарные нормы. |
|
6) Г ' j - 1 Акварельные краски |
Хрупкость, ломкость. |
___ |
|
7) Зеркала для медицинских приборов |
Хрупкость, ломкость. |
Чистота обработки. |
|
8) Сигнальная арматура |
Хрупкость, ломкость. |
|
|
9) s^-^s- Защитно-декоративные корпуса высокоточных приборов |
Выполненные из дорогостоящих материалов или декора. |
Санитарные нормы. |
|
10) 1 о <&- о) ■ Кнопка |
Геометрические особенности. |
|
|
11) yy^N ^^NN0 й^М$ачйг ®)ЩСВ ^1 ^'^ ^Z^ V/W////1 Пуговицы |
Выполненные из дорогостоящих материалов или декора. |
С нанесенными дорогостоящими материалами. |
|
12) з "^ Склеенные две поло винки линз |
Хрупкость, ломкость. |
С нанесением клея. |
|
13) tj&iteh Хрупкое основание с графитовым покрытием |
Хрупкость, ломкость. |
Абразивное покрытие. |
|
14) Резиновая пробка |
Высокая фрикци-онность. |
|
|
15) ^^ма Абразивный круг |
Высокая фрикци-онность. |
|
|
16) ю ; галл^лли Фильтрующие элементы |
Высокая фрикци-онность. |
|
|
17) Тестовая заготовка |
Адгезия. |
Санитарные нормы. |
|
18) £рф ДО Конфеты типа “Ассорти” |
Адгезия. |
Санитарные нормы. |
|
19) г хгптт Фигурные пряники |
Низкая прочность и жесткость. |
Санитарные нормы. |
|
20) Зефир |
Адгезия. |
Санитарные нормы. |
Окончание таблицы 1
|
21) Пирожное, типа «Корзинка» |
Хрупкость, ломкость. |
С нанесением шоколада, крема. |
|
22) Круглое пирожное |
Хрупкость, ломкость. |
Санитарные нормы. |
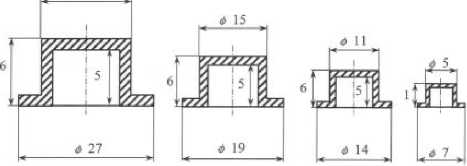
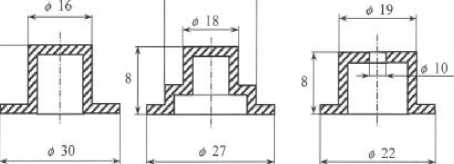
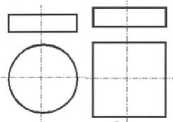
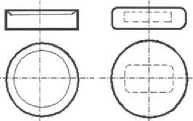
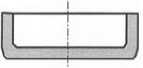
Практически все вышепредставленные виды варьируются в широком диапазоне как размеров (рисунок1), так конфигураций самих изделий (рисунок 2) и их опорных поверхностей (рисунок 3).
# 22
а ба
Рисунок 1 - Типоразмеры изделий в 22
а б в
Рисунок 2 - Разновидности конфигураций, типов изделий
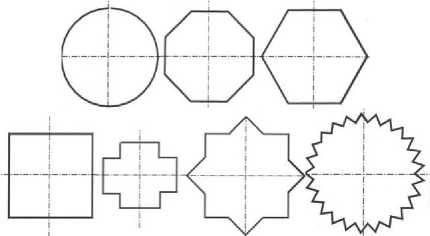
Рисунок 3 - Опорные поверхности изделий
Кроме того, анализ технологических операций показал, что возникают значительные сложности в манипулировании (например, выбраковка) миниатюрных штучных изделий, имеющих скосы, сломы, выбоины, раковины (наружные и внутренние). Их характерные примеры представлены на рисунке 4.

Брикетированные травы с наличием сколов и внутренних раковин

Специфические штучные изделия таблетированной формы
Пищевые добавки
Леденцовая карамель
Рисунок 4 - Бракованные изделия или имеющие несимметричный вид.
На основании проведенного анализа изделий различных отраслей промышленности, представленных в таблице 1, удалось систематизировать большинство из них по конфигурации. Характерные типы специфических штучных изделий представлены на рисунке 5.
Колпачковый подтип

А) Вогнутый Б ) Выпуклый В) Низкий

Г)Фигурный Д) Кольцевой низкий Е) Кольцевой высокий



Ж) Чашеобразный З) Конусный И) Профиль ный

К) Совмещенный Л) Таблетированый
Рисунок 5 - Типы специфических штучных изделий
Анализ операций манипулирования (специфическими изделиями) в различных отраслях промышленности показал, что они реализуются в подавляющем большинстве в ручном режиме. В связи с вышесказанным возникает необходимость в автоматизации операции манипулирования штучными миниатюрными специфическими изделиями.
Одним из путей реализации представленной задачи является создание автоматических устройств, обеспечивающих манипулирование большим разнообразием типоразмеров специфических изделий при снижении сухого механического трения между предметом производства и несущими частями технического оборудования.
Перспективным направлением является разработка устройств, использующих в своих конструкциях эффекты тонкой газовой несущей прослойки, создаваемой между опорной поверхностью изделия и рабочей поверхностью (РП) оборудования.
На сегодняшний день разработано значительное количество устройств с газовой прослойкой, которая образуется за счет струйного истечения газообразной среды через отверстия рабочих поверхностей пневмоустройств под изделие. Основным элементом конструкций разработанных устройств является их рабочая поверхность, конструкция которой и ее способы движения определяют технологические возможности оборудования. Форма рабочей поверхности устройств отличается по геомет - рическому признаку и выполняется в виде разнообразных геометрических фигур. Это может быть плоскость, параболоид, цилиндр, конус и их комбинированные варианты с дополнительным устройством: кольцом или камерой как внутри рабочей поверхности, так и сверху её. Кроме того, рабочие поверхности могут быть неподвижными или перемещающимися, вида - вращательного, поступательного, колебательного движения.
Газовая смесь истекает из перфорации рабочей поверхности пневмоустройств под манипулируемое изделие в результате создания избыточного давления в пневмокамере. Последняя имеет различную конструкцию, зависящую от конфигурации рабочей поверхности [1].
В таблице 2 схематично представлены конфигурации рабочих поверхностей и пневмокамер, вид их движения, а также технологические возможности пневмоустройств, использующих в работе эффекты тонкой газовой несущей просл ойки и обобщенную систему вида «Изделие — РП - пневмокамера». На схемах (таблица 2) не показаны механизмы, обеспечивающие движение РП, а также стандартные системы газоподготовки и подачи газа к пневмокамерам.
Таблица 2
Схематичное отображени е устройств с тонкой газовой несущей просл ойкой
|
Схемы устройств |
Рабочая поверхность устройств |
Реализуемые операции |
Движение изделия |
|
|
Форма |
Движение |
|||
|
1. ^АА А. с. №971747 |
Плоскость |
Возвратно поступательное |
ТР,КМ, ТО |
Поступательное |
|
2. 1 ^ 4 . А х2 ! А. с.№2056122 |
Параболоид |
Вращательное |
ПО, СК, БП, ЗОО, ТО, КМ, ККП |
Поступательное или вращательное спиралевидное |
|
3. А. с. №1553471 |
Цилиндр |
Вращательное |
ТР, АО, ТО, СК |
Поступательное или переворот |
|
4. А. с. №2130419 |
Часть усеченного конуса |
Колебательное |
АО, ТО, ТР |
Поступательное |
Окончание таблицы 1
|
5. А. с. №887372 |
Плоскость |
Без перемещения |
ТР, ПО, ТО,КМ СК |
Поступательное |
|
6. А. с. №1448215 |
Плоскость со вставкой |
Без перемещения |
КМ, Ф, ТО |
Поступательное |
|
7. А. с. №2098888 |
Усеченный конус |
Без перемещения |
КМ, ОБ, ТР,ТО,Б |
Вращательное |
|
8. 4 1 3 2^d/^ А. с. №2268221 |
Плоскость |
Без перемещения |
КМ, ОБ, ТР, ТО |
Поступательное |
|
9. А. с. №2151094 |
Часть цилиндра |
Без Перемещения |
АО, ТО, ТР |
Поступательное и переворот |
|
10. v^i 1^№ А. с. №1340978 |
Усеченный конус с кольцевой поверхностью |
Вращательное |
АО, ТО,ТР, БП,ЗОО |
Поступательное в горизонтальной и вертикальной плоскостях и переворот |
|
11. <^<>S<7 А. с. №2099672 |
Плоскость со вставкой |
Поступательное |
СК, ТО, КПП, КМ |
Поступательное |
|
12. 1 |
Плоское ленточное полотно |
Поступательное |
ТР, ПО, ККП, СК, ТО |
Поступательное |
|
13. 4 1 2 А. с. №1337226 |
Усеченный конус |
Вращательное |
С, ТО, ПО, ББП |
Поступательное |
|
14. 4 2/ -^Е>х А. с. №2149714 |
Часть усеченного конуса с цилиндрической вставкой |
Колебательное |
ПО, В, СК, ТО |
Поступательное |
Конструктивные особенности рабочей поверхности и пневмокамеры: 1 - (РП); 2-пневмокамера; 3 - дополнительные камеры; 4 - газоподводящее отверстие; вид движения рабочей поверхности: - поступательное,
-
- вращательное, - колебательное; выполняемые операции манипулирования: ПО - пассивное ориентирование; АО - активное ориентирование; ККП - контроль качества поверхности; ЗОО - загрузка основного оборудования; БП - базирование, позиционирование; Ф - формование; СК - сортировка, классификация; ОБ - обеспыливание; ТР - транспортировка; ТО-термообработка; КМ-контроль массы; Доз – дозировка .
Учитывая вышесказанное можно заключить, что разрабатываемые устройства на базе системы «Изделие – РП – пневмокамера » обладают:
-
- универсальностью, т. к. на РП можно манипулировать разнообразными типоразмерами изделий в результате того, что конструкция РП не зависит от конкретной конфигурации предмета производства;
-
- многофункциональностью, т.к. на каждом из представленных устройств реализуется несколько технологических операций;
-
- возможностью манипулирования специфическими изделиями за счет создания газовой смазки в трущейся паре «Изделие – РП - пневмокамера»;
-
- способностью к переналадк при переходе с одних типоразмеров изделий на другие, данный процесс сводится к регулировке подачи расхода сжатого газа под изделия и скорости движения РП.
Таким образом, представленная классификация, является первым шагом для кодирования системы « Изделие – РП » и разработки программного продукта с целью автоматизированного конструирования современного технологического оборудования с заданными технологическими параметрами и функциями [2].
