Анализ возможности влияния изгибных колебаний заготовки на возникновение автоколебаний при глубоком сверлении маложёстких деталей из гетерогенного материала

Автор: Лукьянов Александр Дмитриевич, Онойко Татьяна Сергеевна, Верещетин Павел Павлович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 1 (76) т.14, 2014 года.
Бесплатный доступ
Представлена модель технологического объекта, используемого при глубоком сверлении имеющих гетерогенную структуру трубных досок большого диаметра из труднообрабатываемых материалов. Проанализированы динамические свойства объекта как слоистой мембраны с несколькими точками закрепления. С учётом особенности внутренней гетерогенной структуры обрабатываемой заготовки определены моды её собственных колебаний. Изменение структуры объекта в процессе обработки (формирование большого числа отверстий) влияет на его упругие и динамические свойства. Рассмотрены особенности такого влияния. Для упрощения практического использования модели приведены некоторые рекомендации для преобразования глобальных матриц жёсткости и диссипации технологического объекта к локальным точкам, соответствующим местам приложения усилий при обработке отверстий. Результаты исследования ориентированы на создание автоматической системы управления глубоким сверлением труднообрабатываемых и гетерогенных материалов.
Глубокое сверление, моделирование, динамика, метод конечных элементов (мкэ), матрица жёсткости, гетерогенные материалы
Короткий адрес: https://sciup.org/14250040
IDR: 14250040 | УДК: 621.952:681.5.015 | DOI: 10.12737/3515
Capacity analysis of workpiece bending vibrations effect on self-excitation under deep-hole drilling of low-rigid parts made of heterogeneous material
A production facility model to be used under the deep-hole drilling of large-diameter tube plates with a heterogeneous structure made of hard-to-machine materials is presented. Dynamic properties of the object as a composite membrane with several anchorage points are analyzed. Modes of the workpiece vibrations with account for its internal heterogeneous structural features are defined. The object structure transformation in the course of processing (the formation of a large number of holes) effects on its elastic and dynamic properties. Such effect features are considered. To simplify the practical application of the model, some recommendations for the global stiffness matrix transformation, and the production facility dissipation to the local points corresponding to the application places under the hole making are given. The research results are focused on the creation of an automatic control system for the deep-hole drilling of hard-to-machine and heterogeneous materials.
Текст научной статьи Анализ возможности влияния изгибных колебаний заготовки на возникновение автоколебаний при глубоком сверлении маложёстких деталей из гетерогенного материала
В статье рассматривается задача моделирования динамических свойств пакета пластин, сформированного для обработки сверлением трубных досок пароконденсаторов энергетических турбин большого диаметра. Моделирование осуществляется с помощью МКЭ и направлено на определение:
-
— упруго-диссипативных свойств рассматриваемого объекта;
-
— закономерностей их изменения в процессе обработки пакета пластин (формирования большого количества отверстий).
Целью построения модели является получение набора характеристик, позволяющих рассчитать упруго-диссипативные свойства и оценить устойчивость процесса при работе системы автоматического управления станком для глубокого сверления.
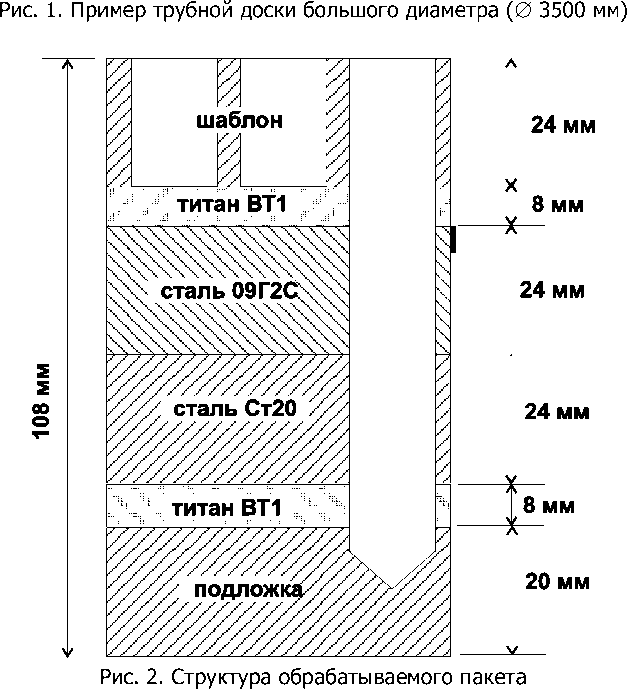
Особенности обработки трубных досок большого диаметра. В процессе освоения производства трубных досок пароконденсаторов (рис. 1) из перспективных материалов (сталь, плакированная титаном) выяснилось, что операция сверления отверстий в них сопряжена с определёнными трудностями. Они связаны с наличием переходного слоя между титаном и сталью, местоположение и физико-механические характеристики которого существенно варьируются [5]. Данный факт не позволяет эффективно осуществлять операцию сверления трубных досок с режимами обработки, назначаемыми по глубине сверления.
Кроме того, из технологических соображений за один раз обрабатывается пакет из двух трубных досок (рис. 2). В связи с этим хорошей альтернативой обычным сверлильным станкам являются специальные станки для глубокого сверления, в которых режимы обработки
Работа выполнена по теме № 7.4357.2011 в рамках госзадания Минобрнауки России в части НИР.
назначаются автоматически с учётом реальных условий резания и свойств материала в зоне обработки.

Ещё одна особенность обработки трубных досок большого диаметра — их малая жёсткость приводит к возникновению автоколебаний.
В ряде случаев и при определённых режимах обработки было выявлено возникновение низкочастотных (доли и единицы герц) виброколебаний, негативно сказывавшихся на качестве обрабатываемых отверстий и стойкости инструмента. Анализ показал, что возникновение вибрации (автоколебаний) связано с расположением обрабатываемых отверстий на трубной доске и проявляется как совместные колебания станка и заготовки (рис. 3).
Это позволило предположить, что на возникновение колебаний влияют моды колебаний обрабатываемой трубной доски как пластины, закреплённой в нескольких точках.
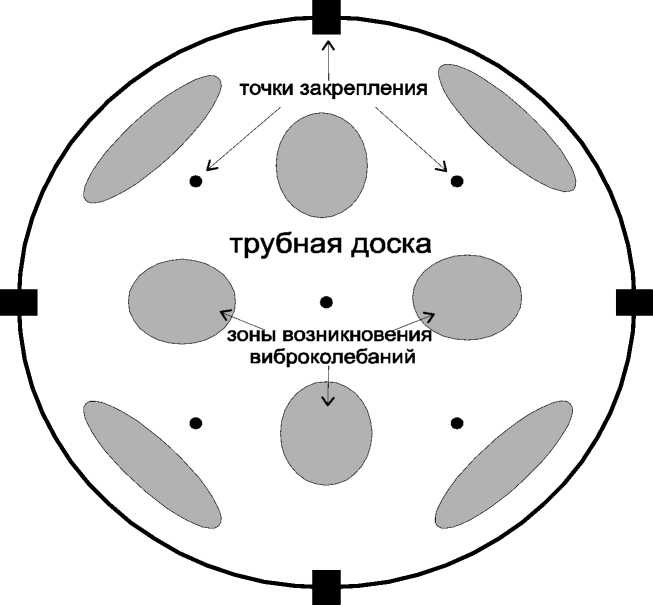
Рис. 3. Места возникновения виброколебаний при сверлении трубной доски
Моделирование собственных колебаний трубной доски. Моделирование колебаний распределённых систем представляет собой достаточно сложную задачу, решению которой в рассматриваемой предметной области посвящены, например, работы [6, 7].
Для круглой пластины известны решения, дающие основные моды собственных колебаний. Однако для пластины с закреплением в произвольных точках значения мод колебаний можно эффективно получить только с помощью численных расчётов. Задача ещё более усложняется, если данные необходимо получить для пакета пластин (рис. 2). Кроме того, интересно выяснить, каким образом изменится мода колебаний, если пластина будет частично или полностью заполнена отверстиями. Всё вышеперечисленное определило инструментарий исследования — моделирование методом конечных элементов.
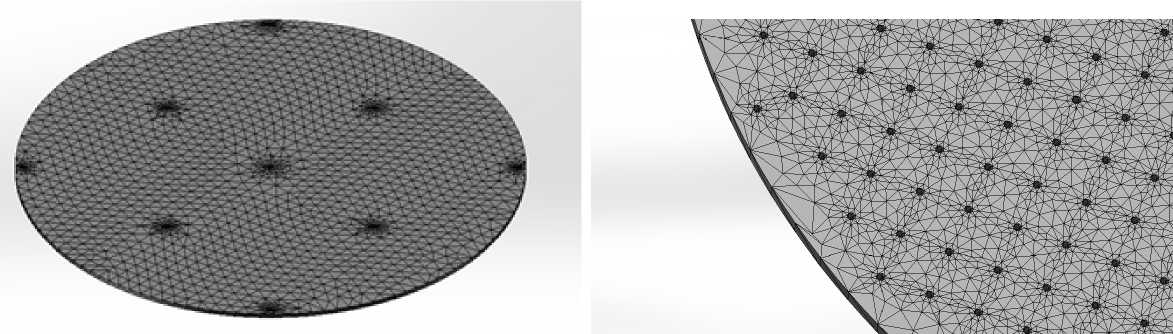
Конечноэлементная модель монолитной пластины из гомогенного материала с выбранными точками закрепления представлена на рис. 4, а . На рисунке рис. 4, б — конечноэлементная модель пластины с отверстиями. Исследование динамики проводилось для материалов сталь и сталь + титан.
а ) б )
Рис. 4. Конечноэлементные модели: а — монолитной пластины из гомогенного материала; б — пластины с просверленными отверстиями
В результате исследования моделей (рис. 4) были получены частоты мод колебаний, приведённые в табл. 1.
Таблица 1
Частоты первых четырёх мод колебаний конечноэлементных моделей
|
Описание модели |
Номер моды |
|||
|
1 |
2 |
3 |
4 |
|
|
Гомогенная пластина |
42,971 |
43,643 |
43,656 |
45,776 |
|
Гетерогенная пластина сталь — титан |
40,749 |
41,396 |
41,425 |
43,408 |
На рис. 5 показаны первые 4 моды колебаний пластины с частотой колебаний свыше 40 Гц. Заметно, что условия закрепления существенным образом влияют на форму возможных колебаний.
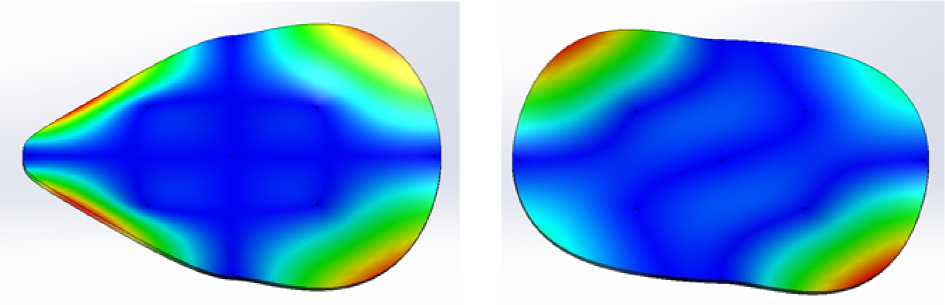
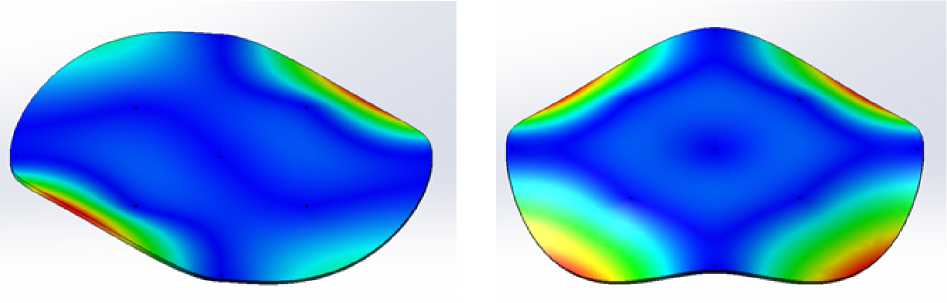
Рис. 5. Формы первых четырёх мод колебаний гомогенной заготовки с различной частотой: а — 42,97 Гц; б — 43,64 Гц; в — 43,65 Гц; г — 45,77 Гц
Предварительные исследования показали следующее. В силу особенностей пакета пакетирование пластин не оказывает существенного влияния на величины частот мод колебаний. При этом каждая пластина в пакете колеблется самостоятельно. По этой причине результаты для них не приводятся. Для пластины, содержащей отверстия, частоты мод колебаний оказываются выше, чем для пластин без отверстий. Это связано с тем, что выборка материала в первую очередь оказывает влияние на массу заготовки, а не на её жёсткостные свойства (по аналогии с монолитными и балочными конструкциями).
Исходя из вышеизложенного, можно сделать вывод о том, что частоты мод колебаний заготовок значительно (более чем на порядок) превосходят частоты автоколебаний, наблюдаемых при сверлении, и последние не могут быть объяснены резонансными явлениями в заготовке.
Анализ упруго-диссипативных свойств заготовки. Как показано выше, собственные частоты колебаний заготовок лежат вне границ возбуждения резонансных колебаний при сверлении. Кроме того, в [8] показано, что собственные частоты колебаний преобразующей системы станка также лежат вне диапазона частот колебаний, формируемых при сверлении.
По этой причине для анализа процессов возникновения автоколебаний в системе глубокого сверления необходимо применять подход, развиваемый школой В. Л. Заковоротного применительно к анализу сложных систем, взаимодействующих со средой [9]. В рассматриваемом случае две динамические подсистемы (подсистема станка и подсистема заготовки), взаимодействуя друг с другом через процесс резания (технологическая среда), образуют новую динамическую систему, не являющуюся формальным объединением двух исходных.
Кроме того, для упрощения анализа целесообразно перейти от описания заготовки как распределенной системы к эквивалентной модели в обыкновенных дифференциальных уравнениях. Используя подход, подробно описанный, например, в [10], из глобальных матриц инерциальных m G ] , жёсткостных |^ cG ] и диссипативных h G ] коэффициентов, рассчитанных с помощью метода конечных элементов, можно получить так называемые локальные матрицы коэффициентов инерции ^т1 : j ] , жёсткости ^c L j ] и диссипации ^hL, ] , соответствующие упругодиссипативной реакции пластины на приложение силового воздействия в конкретной точке.
Расчёт удобно проводить для точек, совпадающих с местоположением обрабатываемых отверстий в пластине, то есть элемент ciL , j соответствует эквивалентной жёсткости при сверлении j -го отверстия в i -м ряду трубной доски. При формировании локальных матриц, исходя из технологических соображений, отбираются наиболее низкочастотные моды колебаний заготовки. Данный подход особенно удобен для анализа сверления, поскольку при отношении диаметра обрабатываемого отверстия (12‒16 мм) к диаметру всей заготовки (3500 мм) приложение усилия от сверления можно считать точечным.
Таким образом, для каждого отрабатываемого отверстия мы получаем эквивалентную динамическую систему, учитывающую характеристики как преобразующей системы станка, так и динамические характеристики обрабатываемой заготовки.
Заключение. Приведённые в данной работе результаты позволили сформулировать выводы, отражающие суть исследований процесса глубокого сверления и разработки систем для его эффективной реализации.
-
1. При обработке маложёстких гетерогенных заготовок, имеющих значительный градиент свойств по глубине сверления, в ряде случаев возникают автоколебания, приводящие к преждевременному износу инструмента и ухудшению качества обрабатываемых отверстий.
-
2. Причины возникновения автоколебаний не могут быть объяснены резонансными колебаниями обрабатываемой заготовки и преобразующей системы станка, поскольку частота автоколебаний и частоты мод собственных колебаний отличаются более чем на порядок.
-
3. Причиной возникновения автоколебаний может являться объединение упруго-диссипативных динамических систем станка и обрабатываемой заготовки через нелинейную связь, создаваемую процессом сверления с формированием новой динамической системы, в которой и появляются автоколебания.
Список литературы Анализ возможности влияния изгибных колебаний заготовки на возникновение автоколебаний при глубоком сверлении маложёстких деталей из гетерогенного материала
- Сергеев, С. В. Влияние динамических факторов на точность размера отверстий при сверлении/С. В. Сергеев, А. Г. Схиртладзе//Справочник. Инженерный журнал. -2010. -№ 10. -С. 33-39.
- Воронов, С. А. Динамическая устойчивость поперечных колебаний стержня с вибрирующей промежуточной опорой/С. А. Воронов, А. М. Гуськов, А. И. Хвостов//Вестник Московского государственного технического университета им. Н. Э. Баумана. -2009. -№ 1. -С. 43-57.
- Драчев, О. И. Обоснование выбора параметров технологической системы для сверления отверстий/О. И. Драчев, Д. А. Расторгуев//Металлообработка. -2008. -№ 1. -С. 2-6.
- Драчев, О. И. Расчёт на устойчивость технологической системы сверления с учётом вибрационного воздействия/О. И. Драчев, Д. А. Расторгуев, Д. Е. Салабаев//Известия Самарского научного центра Российской Академии наук. -2007. -Т. 1, № 5. -С. 188-193.
- Оптимизация операции глубокого сверления с учётом ограничения на величину момента/Е. Н. Гаврилова [и др.]//Вестник Дон. гос. техн. ун-та. -2007. -Т. 7, № 4 (35). -С. 466-473.
- Янютин, Е. Г. Нестационарные колебания мембраны с присоединёнными массами/Е. Г. Янютин, П. А. Егоров//Вестник Харьковского национального автомобильно-дорожного университета. -2012. -№ 56. -С. 75-79.
- Динамика и управление движениями механических колебательных систем с распределёнными параметрами: отчёт о НИР (заключ.); № 96-01-00221/Российский фонд фундаментальных исследований; рук. Л. Д. Акуленко//Информационный бюллетень РФФИ. -1998. -№ 6. -10 с.
- Лукьянов, А. Д. Динамическая модель спецстанка для сверления глубоких отверстий в трубных досках большого диаметра из труднообрабатываемых материалов/А. Д. Лукьянов, Т. С. Онойко, П. П. Верещетин//Вестник Дон. гос. техн. ун-та. -2012. -№ 1 (62), вып. 1. -С. 62-69.
- Заковоротный, В. Л. Устойчивость эволюционной траектории механической системы, взаимодействующей с трибосредой/В. Л. Заковоротный, Фам Дин Тунг, Нгуен Донг Ань//Вестник Дон. гос. техн. ун-та. -2007. -Т. 7, № 4 (35). -С. 425-441.
- Долгов, В. В. Программирование формообразующих траекторий на станках ЧПУ при обработке маложёстких деталей: дис. … канд. техн. наук/В. В. Долгов. -Ростов-на-Дону, 2002. -260 с.
