Археометаллографические исследования железных предметов из могильника у аула Ленинахабль (Адыгея)
")
Автор: В.И. Завьялов.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Публикации и полевые исследования
Статья в выпуске: 216, 2004 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/143183900
IDR: 143183900
Текст статьи Археометаллографические исследования железных предметов из могильника у аула Ленинахабль (Адыгея)
АРХЕОМЕТАЛЛОГРАФИЧЕСКИЕ ИССЛЕДОВАНИЯ ЖЕЛЕЗНЫХ ПРЕДМЕТОВ ИЗ МОГИЛЬНИКА У АУЛА ЛЕНИНАХАБЛЬ (АДЫГЕЯ)і
В литературе, посвященной истории народов Северного Кавказа эпохи средневековья, неоднократно отмечался высокий уровень и специализация местных ремесел {Ковалевская, 1981. С. 225; Кузнецов, 1971. С. 91). Эти выводы базировались в основном на письменных источниках и морфологическом анализе археологических материалов. Лишь небольшая серия поковок была исследована Г.А. Вознесенской с применением металлографического анализа {Кузнецов, 1971. С. 212-216; 1973). Между тем, именно данные металлографии позволяют делать обоснованные выводы об уровне развития одного из основных средневековых ремесел - кузнечного. Результаты аналитических анализов свидетельствуют об используемых технологических схемах и приемах, которыми владели мастера, их мастерстве, традициях. Вполне очевидно, что для обоснованной оценки средневекового северокавказского кузнечества имеющихся в настоящее время аналитических данных явно недостаточно. Для примера следует упомянуть, что решение проблем формирования технологических традиций в кузнечном ремесле Древней Руси основывалось на результатах более 1700 анализов. Значительные серии металлографических данных опубликованы и по другим регионам Восточной Европы эпохи средневековья: по Хазарскому каганату - около 500 анализов, по Приуралью - более 600 {Терехова и др., 1997), по Волжской Болгарии - более 200 {Семыкин, 1997). На этом фоне отставание в археометаллографическом исследовании северокавказского региона тем более заметно.
Определенные сложности в изучении северокавказского средневекового кузнечного ремесла вызывают различия в ассортименте массовой кузнечной продукции из памятников этого региона и памятников, материалы которых уже изучались с применением металлографического метода. Значительная часть северокавказского железного инвентаря происходит из всаднических погребений. Набор предметов в них в основном включает конскую упряжь и оружие. В то же время клинковое оружие является довольно редкой находкой на памятниках лесной зоны, металлообработка которых известна сравнительно неплохо. В археометаллографической литературе сформировалось вполне обоснованное мнение, что основную информацию об уровне железообрабатывающего ремесла несут такие орудия, как ножи и различные инструменты (качественная продукция по терминологии Б.А. Колчина). Поэтому именно этим поковкам уделяется основное внимание при металлографическом исследовании. Нетрудно заметить, что кон-
1 Работа выполнена при финансовой поддержке РФФИ, проект 02-06-80091.
ская упряжь в группу качественных поковок не входит. А значит, и внимания ей уделялось значительно меньше. Это привело к тому, что при изучении материалов всаднических погребений исследователь не имеет достаточно больших серий анализов одинаковых категорий предметов для сравнения полученных данных. Вместе с тем большой массив аналитической информации даже некачественной продукции может привести к очень интересным выводам. Для примера сошлюсь на работу группы английских металловедов по исследованию гвоздей из римской крепости Инчтутил в Пертшире (Британские острова) (Angus et al., 1962).
С целью восполнения пробела в изучении северокавказского средневекового кузнечного ремесла в лаборатории естественнонаучных методов Института археологии РАН начато исследование железных поковок из могильников Закубанья с кремационным обрядом захоронения. Настоящая статья посвящена результатам исследования небольшой коллекции из 21 предмета из курганного могильника Ленинахабль (Адыгея)2. Среди исследованных предметов восемь стремян, пять удил и восемь сабель. Состояние металла предметов удовлетворительное. После визуального изучения коллекции оказалось, что все поковки пригодны для металлографического анализа. Для получения наиболее полной информации о технологии изготовления предмета с некоторых поковок отбиралось по два-три образца (например, с лезвия, острия и обушка сабель, подножки и дужки стремян). Таким образом, общее число образцов составило 29. Данная выборка охватывает большинство найденных в могильнике железных предметов, сохранивших металл, и количественно вполне репрезентативна для выводов о технологических особенностях исследованной коллекции. Аналитические исследования проводились на металломикроскопе ММР-2Р при увеличениях 100х, 300х и 490х. Микротвердость измерялась на микротвердомере ПМТ-3 при нагрузке 100 г.
Ленинахабльский могильник относится к числу наиболее крупных средневековых могильников Закубанья с кремационным обрядом захоронения. Анализ вещевого материала показывает, что некрополь можно датировать второй половиной XI - началом ХП в. Памятник расположен вблизи бывшего аула Ленинахабль (Теучежский р-н, республика Адыгея). Кремационные погребения содержат погребальные урны, либо сосуды, выполняющие их роль; некоторые погребения сопровождаются конскими захоронениями. Погребальный инвентарь малочислен и не отличается разнообразием. Железные предметы представлены деформированными в огне, а затем сломанными или согнутыми саблями, ножами, стременами, удилами, наконечниками стрел, пряжками, кресалом, ножницами. (Носкова, 1999. С. 191-193).
Стремена из Ленинахабля по типологии автора раскопок Л.М. Носковой (Носкова, 1999. С. 202-203) по типу разделяются на яйцевидные, с треугольным выступом над прорезью в расплющенном верху дужки (рис. 1, ан. 10735, 10737-10741), и круглые, с округлым выступом над прорезью для путлища (рис. 1, ан. 10742). Некоторые экземпляры (ан. 10737, 10742) украшены ап-
Рис. 1. Технологические схемы изготовления стремян пликацией из параллельных рядов золотой проволоки. Характерно, что в каждой паре орнаментировано только одно стремя (Носкова, 1999. С. 203).
Образцы для металлографического анализа стремян брались как с подножки, так и с дужки. В результате установлено, что основным приемом изготовления стремян была свободная ручная ковка. Лишь в одном случае (ан. 10741) была зафиксирована кузнечная сварка: с помощью этого приема
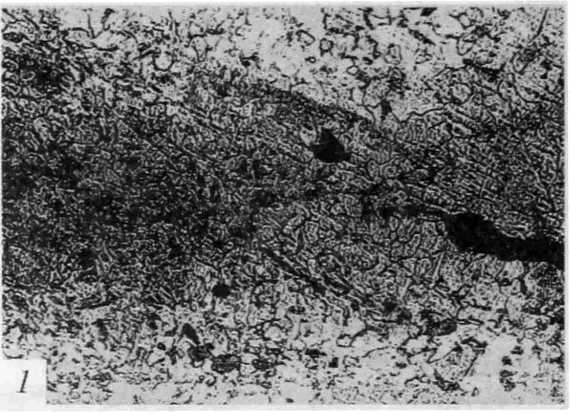
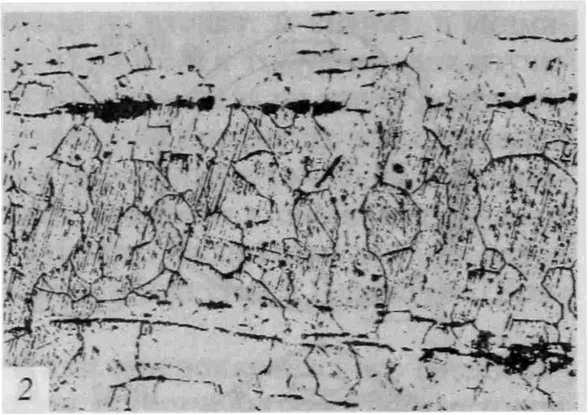
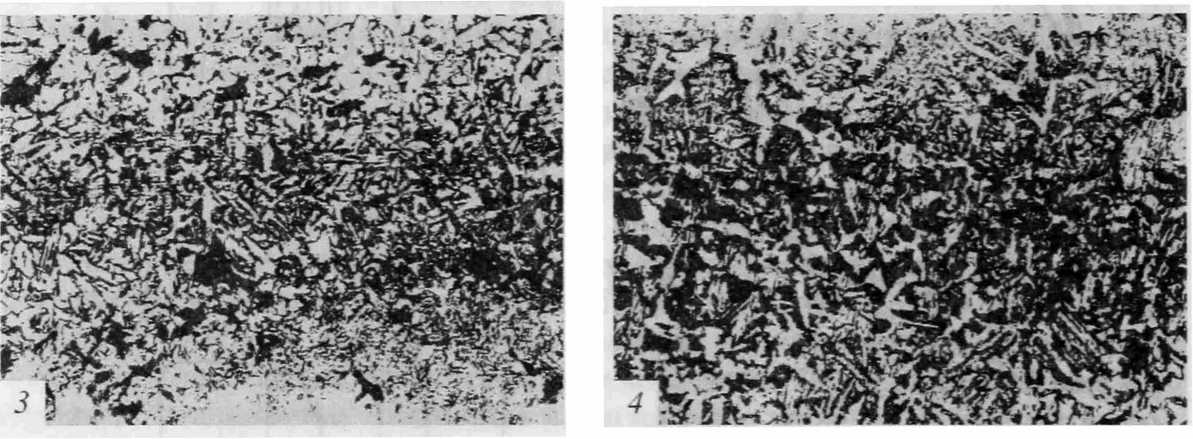
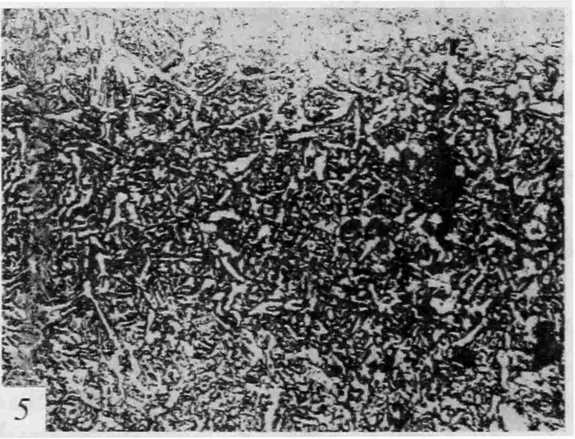
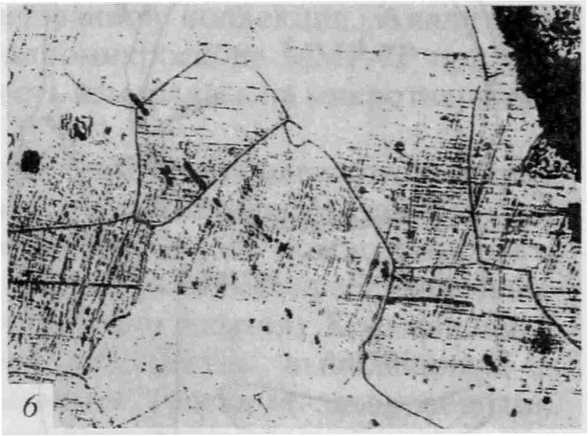
Рис. 2. Фотографии микроструктур
1- Ан. 10739. Стремя. Феррит, феррит с перлитом: 2 - Ан. 10741. Стремя. Сварной шов. феррит: 3 - Ан. 10742Б. Стремя. Феррит с перлитом: 4 - Ан. 10745. Удила. Феррит с перлитом: 5 - Ан. 10746. Удила. Феррит с перлитом: 6 - Ан. 10750В. Черенок сабли. Феррит.
Увеличение 150х. Травлено ниталем
на подножку было наварено ребро жесткости (рис. 2, 2). И на подножку, и на ребро был использован однородный металл - довольно мягкое железо (микротвердость феррита 116-160 кг/мм2). У остальных предметов сварные швы на подножке не прослежены. Вероятно, ребро жесткости формовалось у них при помощи обжимок. Известно, что прием наварки ребра жесткости на подножку применялся кузнецами салтовской культуры (Терехова и др., 1997. С. 175).
Три стремени (ан. 10735, 10737, 10740) были откованы из кричного железа, по параметрам сходного с металлом вышеописанного образца, а одно (ан. 10738) - из сырцовой стали с содержанием углерода до 0,2% как на подножке, так и на дужке.
Структура двух экземпляров (ан. 10739, 10742) - феррит с перлитом, переходящий в феррит (рис. 2, 7) - дает основания предполагать, что эти стремена были откованы из заготовки, качество которой было улучшено с помощью приема односторонней цементации. Концентрация углерода постепенно убывает от одного края шлифа к центру (при этом на большей части шлифа наблюдается структура феррита). Содержание углерода на отдельных участках составляет до 0,4% (рис. 2, 3).
Одно стремя (ан. 10736) было отковано из хорошо прокованной стальной заготовки. Высокое содержание углерода (около 0,5-0,6%), малочисленность и мелкие размеры шлаковых включенийсевидетельствуют, что в данном случае была использована специально полученная цементованная сталь. Микротвердость металла достигала 206-221 кг/мм2.
Таким образом, при изготовлении стремян применялись наиболее простые технологические приемы. Как уже упоминалось, по функциональным характеристикам стремена относятся к некачественной кузнечной продукции, т.е. к предметам, использование которых не требует применения при их изготовлении сложных кузнечных операций. Ковка этих предметов из кричного железа была обычным технологическим приемом в кузнечной практике многих народов (Колчин, 1953. С. 168; Терехова и др., 1997. С. 175). Следует отметить, что качество металла орнаментированных стремян ничем не отличалось от остальных образцов. Что же касается стремени из цементованной стали, то было ли его изготовление из сырья более высокого качества случайным, или оно изготовлено в других, чем остальные поковки данной категории, технологических традициях, могут показать только дальнейшие исследования.
Все исследованные удила относятся к типу двусоставных. Внутренние петли грызл по отношению друг к другу находятся во взаимоперпендикулярных плоскостях (рис. 3). Различаются удила длиной грызл и размерами подвижных колец (Носкова, 1999. С. 203-204). Во всех случаях образцы брались с грызл удил. В одном случае удила были откованы из кричного железа (ан. 10743). Сама заготовка перед формовкой предмета была несколько раз сложена и сварена, на что указывают параллельные цепочки шлаков. Удила из погребения 30 были откованы из сырцовой стали (ан. 10744). Содержание углерода не превьппало 0,2%. При изготовлении трех удил была применена химико-термическая обработка (ан. 10745, 10746, 10747). В результате цементации содержание углерода на внешней поверхности образцов увеличилось до 0,4—0,6% (рис. 2, 4-5).
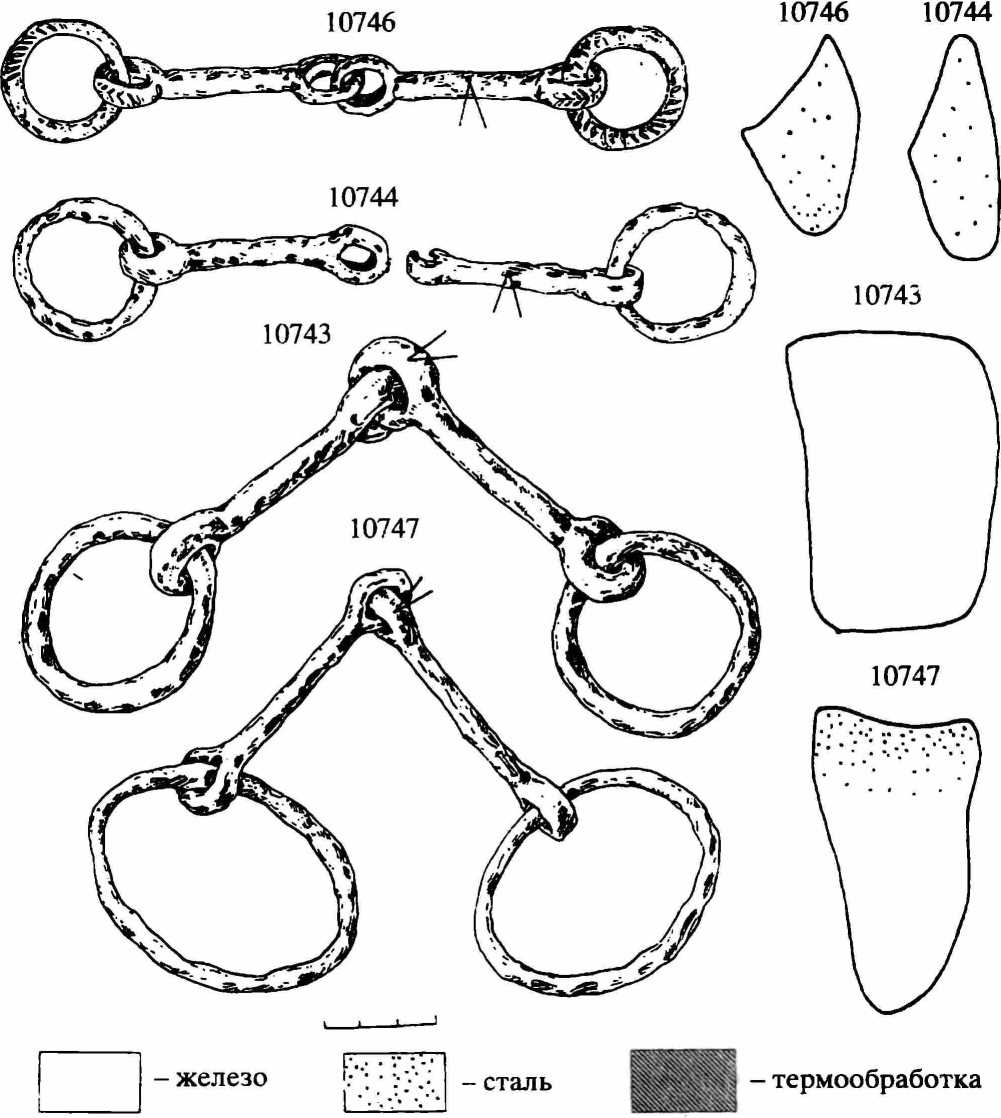
Рис. 3. Технологические схемы изготовления удил
Также как и стремена, удила относятся к некачественной кузнечной продукции. Использование кричного железа или сырцовой стали вполне удовлетворяло предъявляемым к ним требованиям. В то же время при изготовлении этих поковок нередко применялась цементация (Семыкин, 1995. С. 115; Терехова и др., 1997. С. 175), что, вероятно, было связано с целенаправленным улучшением качества металла для предохранения изделия от преждевременного износа.
С точки зрения технологии кузнечного производства аналитические данные по клинковому оружию имеют большой интерес. Поэтому представляется нелишним привести результаты анализов всех сабель в полном виде.
Все исследованные клинки относительно короткие - максимальная длина с черенком рукояти составляет 90 см. Отличительная черта сабель - их слабая изогнутость. Клинки однолезвийные с обоюдоострым концом; перекрестия напускные, прямые, овальные в плане, с боковыми выступами-от-
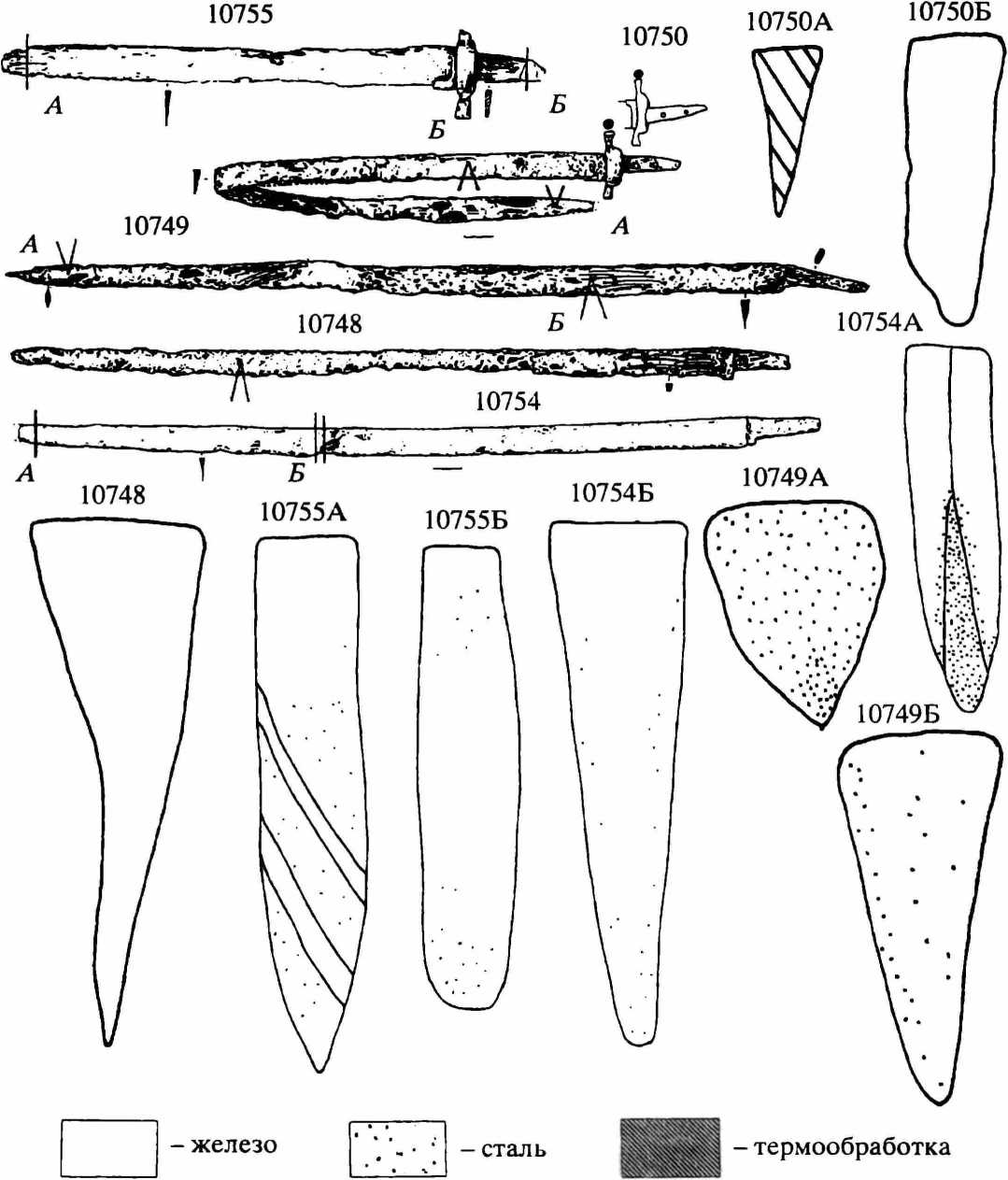
Рис. 4. Технологические схемы изготовления сабель ростками (рис. 4). В двух случаях у основания клинка сохранилась накладная пластина - своего рода обойма, охватывающая с обеих сторон лезвие у перекрестия. Для северокавказских сабель Х-ХП вв. этот элемент был практически обязательным, поэтому есть все основания считать, что такие пластины на остальных клинках утеряны. Правомерно мнение JI.M. Носковой, что клинки из могильника Ленинахабль типологически представляют раннюю стадию развития сабель (Носкова, 1999. С. 199).
Ан. 10748 (погр. 2). Образец взят в 30 см от острия. Структурная зона на шлифе - феррит. Основная часть клинка откована из кричного железа. Качество ковки удовлетворительное.
Ан. 10749 (погр. 9). Отобрано два образца: один на обоюдоостром конце со стороны обушка в 7,5 см от острия (10749А), другой — на клинке со стороны лезвия в 40 см от конца черенка (10749Б). На обоих шлифах обнаружена структура стали (феррит с перлитом). Но если на большей части образца 10749А содержание углерода составляет 0,5-0,6%, а на острие доходит до 0,7%, то на шлифе 10749Б содержание углерода не превышает 0,2%, причем наибольшая его концентрация наблюдается на левом крае шлифа. Шлаковых включений в металле мало, шлаки мелкие. Данные микроструктурного анализа позволяют сделать вывод, что клинок был откован из кричного железа с последующей цементацией. Качество ковки хорошее.
Ан. 10750 (погр. 29). Отобрано два образца: один на обоюдоостром конце со стороны обушка в 5,5 см от острия (10750А), другой - на клинке со стороны лезвия в 28 см от конца черенка (10750Б). На образце с острия обнаружена структура сорбитообразного перлита. На лезвии - структура феррита. Шлаковых включений мало, шлаки мелкие. По технике изготовления данная сабля сходна с предыдущей: клинок откован из хорошо прокованного кричного железа с последующей цементацией острия. При этом большая часть клинка сохранила ферритную структуру. Острие, по всей видимости, было закалено; вследствие попадания поковки в огонь погребального костра метастабильная структура приобрела вид сорбитообразного перлита.
Ан. 10751 (погр. 3). Образец представлен полным поперечным сечением лезвия. В центральной части шлифа сохранились участки феррита, по краям - феррит с перлитом. Содержание углерода 0,2%, на острие (лезвие сабли) - около 0,4%. В металле много мелких и средних шлаковых включений. Клинок был откован из кричного железа с последующей цементацией.
Ан. 10752 (подъемный материал). Образец отобран с обоюдоострого конца со стороны обушка в 7 см от острия. В металле много мелких и средних шлаковых включений различных форм. Обнаружена структура феррита. Сабля откована из кричного железа, качество ковки удовлетворительное.
Ан. 10753 (погр. 30). Шлиф приготовлен на полном поперечном сечении клинка. Основную часть шлифа занимает зона феррита. По левому краю -зона феррита с перлитом. Содержание углерода до 0,2%. В металле много шлаковых включений различных форм и размеров. Клинок сабли откован из кричного железа. Нельзя полностью исключить применение химико-термической обработки, но ее следы на данном образце выражены очень слабо. Качество ковки удовлетворительное.
Ан. 10754 (погр. 10). Отобрано два образца: один с обоюдоострого конца (10754А), другой - с полного поперечного сечения клинка (10754Б). Основная часть клинка откована из сырцовой стали с содержанием углерода до 0,2-0,3%. В обоюдоострый конец было вварено стальное лезвие. Содержание углерода в стальном острие около 0,8%. Сварка вьшолнена на хорошем профессиональном уровне.
Ан. 10755 (подъемный материал). Отобрано два образца: один с полного поперечного сечения клинка (10755А), другой - с полного поперечного сечения черенка (10755Б). Клинок сабли откован из пакетной заготовки, сваренной из узких полос железа и широких полос сырцовой стали с содержанием углерода 0,2-0,4%. Одна из полос была вытянута в черенок (сварных швов на шлифе 10755Б не наблюдается). Качество ковки и сварки удовлетворительное .
Таким образом, большинство сабель из могильника Ленинахабль изготовлено простыми приемами свободной ручной ковки. Основной операцией по улучшению боевых качеств лезвия была цементация - в трех случаях этот прием фиксируется достаточно четко, в четырех других его применение более чем вероятно. При изготовлении одного клинка была применена достаточно сложная технологическая схема варки стального лезвия (ан. 10754Б). Характер сварных швов свидетельствует, что мастер в совершенстве владел приемами сварки железа и высокоуглеродистой стали. Пребывание предметов в огне погребального костра не дает возможности сделать однозначное заключение о применении при их изготовлении термической обработки - лишь в одном случае (ан. 10750А) зафиксирована структура, свидетельствующая о применении закалки. В целом представляется, что большинство из исследованных клинков изготовлены по единой, хорошо отработанной технологической схеме.
Недоумение вызывает факт более тщательной обработки обоюдоострого конца сабель, в то время как на основной части лезвия располагалась структура мягкой низкоуглеродистой стали или даже железа. Создается впечатление, что именно обоюдоострый конец и был основной боевой частью сабли. В литературе уже высказывалось мнение, что сабли с обоюдоострыми концами ромбического сечения являлись не только рубящим, но и колющим оружием, т.е. оружием полифункциональным (Каминский, Каминская-Цокур, 1997. С. 62). Археометаллографические исследования сабель из могильника Ленинахабль подтверждают это предположение.
Сводка металлографических анализов восточноевропейских сабель была сделана М.М. Толмачевой (Толмачева, 2001). Ко времени Х-ХШ вв. относится семь исследованных клинков (Арендт, 1936; Вознесенсъка, Не-допако, Паньков, 1996. С. 121-122; Кузнецов, 1973. С. 215). Два клинка из Изяславля, также как и сабли из селища Лесково и Нижне-Архызского городища, были изготовлены по технологической схеме сквозной цементации. Два сабельных клинка из Изяславля (исследования Г.А. Вознесенской) и сабля из коллекции ГИМ неизвестного происхождения (исследования В.В. Арендта) имели наварное стальное лезвие. Не трудно заметить, что во всех приведенных случаях на лезвия сабель выходила сталь, придававшая оружию дополнительную твердость и способность сохранять остроту. В этом сабли из могильника Ленинахабль принципиально отличаются от ранее исследованных клинков X-XIII вв. Было ли это следствием специфических местных традиций, или такая технологическая схема изготовления диктовалась особенностями фехтовальных приемов (использование сабли прежде всего как колющего оружия) покажут дальнейшие археометаллографические исследования.
