Автоматическая оптимизация процесса прессования семян масличных культур по технико-экономическому показателю

Автор: Шевцов А.А., Фролова Л.Н., Василенко В.Н., Драган И.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 3 (61), 2014 года.
Бесплатный доступ
Одним из резервов экономии топливно-энергетических ресурсов в маслоэкстракционном производстве является совершенствование режимов энергоемкого оборудования, в частности форпресса. В этой связи в работе использовался один из эффективных методов энергосбережения, основанный на оптимизации режимов прессования масличного сырья в форпрессе по технико-экономическому показателю. В качестве критерия оптимизации использовались удельные теплоэнергетические потери. Нами предлагается автоматическая оптимизация процесса двухэтапного прессования, включающая измерение масличностей исходного продукта и экспеллерного жмыха, температуры исходного продукта, расхода исходного продукта и выхода масла на первом этапе отжима в форпрессе и второго этапа отжима на экспеллерах, дополнительно осуществляют подвод пара в чанную жаровню, измеряют среднеинтегральную температуру по продукту в жаровне и после выхода из нее, расход пара, потребляемую мощность регулируемого привода форпресса. По измеренным значениям масличностей исходного продукта и экспеллерного жмыха определяют текущее значение их соотношения, в зависимости от которого устанавливают частоту вращения шнека в форпрессе путем воздействия на мощность регулируемого привода форпресса с коррекцией соотношения масличностей по текущему значению давления в зоне прессования, а по температуре исходного продукта устанавливают расход пара с коррекцией по значению среднеинтегральной температуры в чанной жаровне. При достижении текущим значением давления максимального значения снижают частоту вращения шнека форпресса, а температуру нагрева продукта в зоне чанной жаровни стабилизируют путем воздействия на расход пара в ней с коррекцией по текущему значению температуры исходного продукта.
Прессование, масличные культуры, теплоэнергетические потери
Короткий адрес: https://sciup.org/14040276
IDR: 14040276 | УДК: 542.69:633.85
Automatic optimization of oilseeds pressing process for technical and economic indicators
One of the reserves of fuel and energy resources saving in the production of oil extraction is the improvement of equipment energy-intensive modes, and forepress in particular. Therefore the authors used an efficient energy saving method, based on the optimization of the oilseeds pressing in the forepress on technical and economic indicator. Specific heat and energy losses were used as the optimization criterion. We propose an automatic optimization of the two-stage pressing, including the measuring of oil content in the seeds of the original material and expeller oilcake, initial product temperature, flow rate of the initial product and oil output in the first stage pressing in forepress and the second stage extracting in the spin expeller. Additionally, the steam is fed in the tank roaster, mean-integral product temperature in the roaster and after it is measured, steam flow rate and power consumption of regulated forepress drive is determined. From the measured oil content values of the starting material and expeller oilseed cake the current value of their ratio is determined. Depending on it the frequency of screw rotation is set in forepress by influencing the power of forepress regulated drive with the correction of ratio of oil content on the current pressure in the press nip. According to the temperature of the initial product the steam flow with the correction by value of mean-integral temperature in the tank roaster is determined. When the pressure reaches its maximum value the speed of the forepress screw is reduced, and the heating temperature of the product in the area of tank roaster is stabilized by changing the steam flow in it with the correction of the current value of the temperature of the starting material.
Текст научной статьи Автоматическая оптимизация процесса прессования семян масличных культур по технико-экономическому показателю
Василенко В.Н., Драган И.В., 2014
На протяжении последних лет масложировая отрасль отличается стабильностью производства, что характеризуется увеличением объемов производства, расширением ассортимента и сохранением высокого качества выпускаемой продукции. Это достигнуто благодаря реализации мер государственной поддержки, в том числе технического и таможенно-тарифного регулирования рынка растительных масел и маргариновой продукции, принятых Правительством Российской Федерации и направленных на создание условий устойчивого обеспечения предприятий отрасли масложировым сырьем [1, 6].
Активно развивается выращивание масличных культур, так с 2001 по 2012 год в России количество посевных площадей подсолнечника увеличилось с 3.8 млн. га до 7,6 млн. га. При этом если производство сырого подсолнечного масла в 2001 г. составляло 1,2 млн. тонн, то в 2009 г. оно достигло максимума в 2,8 млн. тонн, а в 2011-2012 сохранялось на уровне 2,5 млн. тонн [5, 7].
Укрепление аграрной экономики в настоящее время справедливо связано с ростом экономической эффективности от производства инновационноальтернативных масличных культур, что в свою очередь определяется качеством продукции и возможностью приносить определенную массу прибыли для обновления производственного процесса.
Одним из резервов экономии теплоэнергетических ресурсов в маслоэкстракционном производстве является совершенствование режимов энергоемкого оборудования, в частности форпресса [2, 3, 4]. В этой связи в работе использовался один из эффективных методов энергосбережения, основанный на оптимизации режимов двухэтапного прессования семян масличных культур, на примере семян рыжика в форпрессе и экспеллера по техникоэкономическому показателю. В качестве критерия оптимизации использовались удельные теплоэнергетические потери:
электроэнергии, руб/кВтч; Цп - цена пара, руб/м 3 ; Gn - объемный расход пара, м 3 /ч; G - выход масла первого отжима, кг/ч; оО Г- х . . Ю г т т .
G’„ „ - выход масла второго отжима, кг/ч.
вых . в . от . у
По экспериментальным данным второе слагаемое числителя критерия c достаточной для инженерных расчетов точностью аппроксимируется квадратичной зависимостью:
( N ф + N м.д. + N э ) Ц э = В 1 G , (2)
где Gex - расход исходного продукта, кг/ч;
В 1 , -эмпирический коэффициент.
Расход исходного продукта и выход масла связаны следующим соотношением:
G« „ = В 4 ( AG e. + 1 ) ■ (3)
где В 4 , А - коэффициенты, определяемые экспериментально.
Обозначим:
Ц п G n = В 2 , 5 З 1 = В 3 (4)
Подставляя (2), (3), (4) в (1), получаем
R = В 1 G 2 + В 2 + В 3 = В 1 (0 2 + (В 2 + В 3 )/В 4 ) ,(5)
В 4 (AG ex + 1 ) В 4 (G ex + 1 / А)
где В 1 , В 2 , В з , В 4 , А > 0,
Приведем формулу (5) к виду, удобному для исследования на экстремум, при следующих обозначениях:
B 1 /B 4 A = D, (В 2 +В з )/В 1 = С , 1/А = Е .
Ст 2 + С
Тогда R = D G e С . (6)
Gex + Е вх
Необходимое условие экстремума:
dR = D G + 2 G„ E - С = 0 (7)
dG ex ( G ex + Е 1
Отсюда следует G 2 + 2 GmE - С = 0 вх вх
G x = =- Е ± \ Е 2 + С.
вх ,
Так как значение расхода исходного продукта величина положительная, то этому условию будет удовлетворять единственное решение:
G вх = - Е + V Е 2 + С. (8)
R =
S З 1 + ( N ф + N мд + N э ) Ц э + Ц п G п
G
вых . п . от .
+ G
, (1)
вых . вот .
где 5 З 1 - теплоэнергетические потери на предыдущих технологических операциях, N ф - потребляемая мощность привода форпресса, кВт; N мД - потребляемая мощность привода молотковой дробилки, кВт; N э - потребляемая мощность привода экспеллера, кВт; Ц э - цена
Так как:
ER- = D -Е") > 0 , (9)
dGI (G„ + Е ) 3
вх вх то найденное решение (8) соответствует минимуму.
Таким образом, критерий (6) позволяет рассматривать процесс двухэтапного прессования семян масличных культур как объект экстремального управления (рисунок 1).
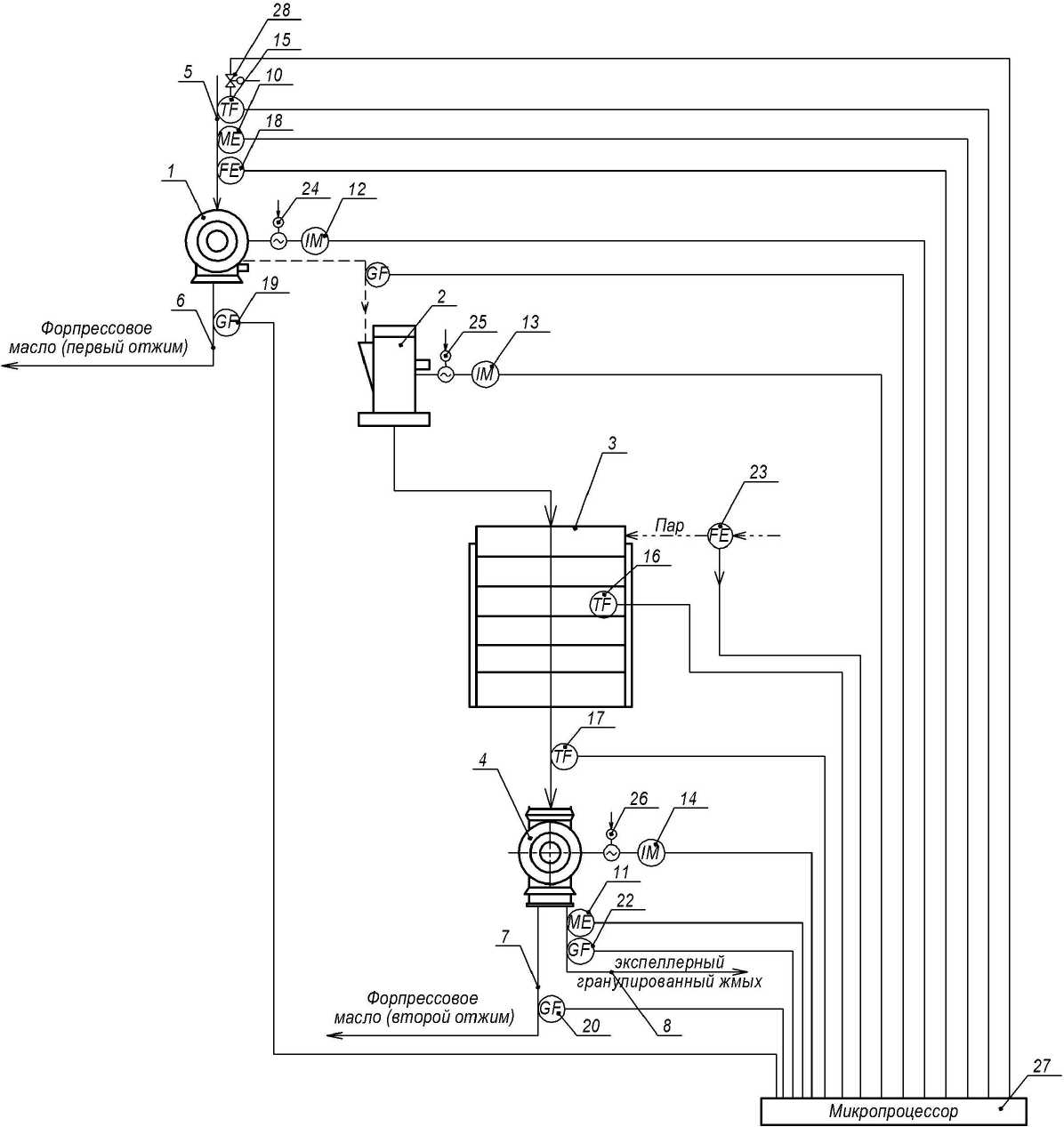
Рисунок 1 – Схема автоматическо оптимизации процесса двухэтапного прессования семян масличных культур по минимальному значению энергетических потерь
Схема включает форпресс 1, молотковую дробилку 2, чанную жаровню 3, экспеллер 4; линии: подачи исходного продукта 5, отвода масла первого отжима после форпресса 6, отвода масла второго отжима после экспеллера 7, отвода экспеллерного жмыха 8, подачи пара в чанную жаровню 9; датчики: масличностей исходного продукта 10 и экспеллерного жмыха 11, потребляемой мощности привода форпрес-са 12, потребляемой мощности привода молотковой дробилки 13, потребляемой мощности привода экспеллера 14, температур исходного продукта 15, температур продукта в чанной жаровне 16, температур продукта после чанной жаровни 17, расхода исходного продукта 18, выхода масла первого отжима после фор-пресса 19, выхода масла второго отжима после экспеллера 20, выхода мезги после форпресса 21, выхода экспеллерного жмыха после экс-пеллера 22, расхода пара 23; исполнительные механизмы 24 – 26; микропроцессор 27, экстремальный регулятор 28.
Исходное масличное сырье, прошедшее обработку, подается на прессование в фор-пресс 1 по линии 5.
По информации датчиков 10 о содержании масличности в мезге и жмыхе регулятор соотношения вырабатывает задание локальному регулятору, который посредством исполнительного механизма 24 устанавливает заданную мощностью регулируемого привода форпресса 1. Одновременно измеряется температура исходного продукта, измеряемая датчиком 15.
С помощью датчиков 12, 18, 19 и 21 через вторичные приборы информация о потребляемой мощности привода форпресса, а также о текущих значениях выхода масла и форпрессового жмыха, идущего на молотковую дробилку 2, расхода исходного продукта непрерывно поступает в вычислительное устройство 27, которое определяет текущи е значения теплоэнергетических потерь, приходящихся на единицу массы получаемого масла первого отжима.
Форпрессовый жмых направляется на молотковую дробилку 2, далее продукт направляется в чанную жаровню 3 и затем продукт поступает в экспеллер 4.
С помощью датчиков 11, 13, 14, 16, 17, 20, 22, 23 информация о потребляемой мощности привода молотковой дробилки, экспеллера, а также о текущих значениях температуры продукта в чанной жаровне и после ее выхода, выхода масла второго отжима, выхода экспел-лерного жмыха и пара непрерывно поступает в вычислительное устройство 27, которое определяет текущие значения теплоэнергетических потерь, приходящихся на единицу массы получаемого масла второго отжима в линии 7. По текущему значению температуры 16 продукта, локальный регулятор с помощью датчика 23 устанавливает необходимый расход пара на охлаждение рабочей камеры чанной жаровни 3. Экстремальный регулятор 28 определяет знак производной удельных теплоэнергетических потерь по расходу исходного продукта и в зависимости от знака производной корректирует задание локальному регулятору на изменение расхода исходного продукта в форпресс 1 посредством исполнительного механизма 24. При положительном знаке производной экстремальный регулятор 28 выдает корректирующий сигнал на уменьшение расхода исходного продукта, при отрицательном - на увеличение расхода исходного продукта в форпресс 1.
