Автореверсивная втулка из материала с ЭПФ для прецизионного шлифования тонкостенных осесимметричных деталей

Автор: Назаров Денис Викторович, Ломовской Олег Владиславович, Плотников Андрей Николаевич, Шаров Андрей Алексеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-6 т.18, 2016 года.
Бесплатный доступ
В статье авторы представляют математическую модель функционирования втулки с эффектом памяти формы применяемой в конструкции приспособления для прецизионного шлифования. Модель может быть использована для управления напряженно-деформированным состоянием обрабатываемой заготовки. Представляемая математическая модель учитывает неравномерность поля деформаций наведения, полученных путем радиальной раздачи втулки. При этом введено допущение о безградиентном поле температур в рассматриваемой втулке. Полученные результаты теоретических исследований с использованием данной математической модели позволили теоретически обосновать экспериментально обнаруженный эффект автореверсивной работы втулки из материала с эффектом памяти формы.
Втулка из материала с эффектом памяти формы, математическая модель, поле деформаций наведения, безградиентное температурное поле, автореверсивная работа
Короткий адрес: https://sciup.org/148204832
IDR: 148204832 | УДК: 621.923.4;
Autoreversing sleeve from a SMA for precision grinding of thin-walled axisymmetric parts
In the article the authors present a mathematical model of the functioning of the sleeve with the shape memory effect used in the design of fixtures for precision grinding, which can be used to control the stress-strain state of the workpiece. We present the mathematical model takes into account the irregularity of the deformation field guidance obtained by considering the radial distribution sleeve. At the same time imposed the assumption of a gradientless temperature field in the bushing. The obtained results of theoretical studies using the mathematical model allows to theoretically substantiate experimentally the effect of autoreversing work sleeve from a material with shape memory effect.
Текст научной статьи Автореверсивная втулка из материала с ЭПФ для прецизионного шлифования тонкостенных осесимметричных деталей
Простым и надежным решением данной задачи является применение материала с эффектом памяти формы (ЭПФ) для изготовления рабочей части шлифовальной оправки в виде втулки. Втулка, изготовленная из сплава, обладающего ЭПФ (например, TiNi ), после соответствующей предварительной термосиловой подготовки, способна уменьшаться в диаметре при нагреве (этап установки заготовки) и увеличиваться при охлаждении (этап закрепления и обработки). Свойства сплавов с ЭПФ позволяют обеспечить требуемую стабильность и осесимметричность радиальных перемещений [1].
Для реализации данного подхода необходимо внешнее силовое воздействие, обеспечивающее раздачу самой втулки при температурной разгрузке – охлаждении. В подобных случаях, для силового элемента с ЭПФ в виде кольца или полого цилиндра малой скважности, решением служит дополнительный упругий элемент, например реверсивная пружина. В рассматриваемом случае, при большой скважности, использование реверсивной пружины является проблематичным. При проведении предварительных экспериментов с силовым элементом данного вида, обнаружен эффект автореверсивного ЭПФ, возникающий и стабильно воспроизводящийся при определенном соотношении геометрических параметров и условий термосиловой подготовки силового элемента рассматриваемого типа. Данный эффект возникает, если в процессе предварительной принудительной раздачи втулки в псевдопластичной фазе деформация внутреннего слоя превышает предел текучести её материала. Тогда при восстановлении исходной формы в процессе фазового перехода (при автообжиме) в этой области наводятся сжимающие напряжения, препятствующие деформации восстановления.
Для успешного практического применения предложенного процесса прецизионного шлифования требуется создание методики проектирования станочных приспособлений с силовым элементом из сплава с ЭПФ в форме втулки с заданным диапазоном изменения диаметра рабочей поверхности в зависимости от номенклатуры сечений и материала обрабатываемых деталей. Для создания данной методики необходима разработка математической модели термосилового взаимодействия силового элемента из сплава с ЭПФ в форме втулки с обрабатываемыми деталями, позволяющая управлять напряженно – деформированным состоянием системы деталь-приспособление.
Характер закрепления при нагружении заготовки в процессе её обработки дает основание принять в качестве допущения возможность рассматривать ее как оболочку при плоском напряженно-деформированном состоянии. В этом случае, как известно [2, 3] состояние осесимметричного объекта под внутренним давлением определяется тангенциальной компонентой напряжения и средним радиусом кривизны оболочки по уравнению Лапласа:
— R
E
С1
V
^^^е
У
— = p
R h,
Величина крутящего момента, передаваемого оправкой через втулку с ЭПФ на заготовку в процессе шлифования, при значительной площади контакта достаточна при минимальном контактном давлении. Задавшись для гарантирования чисто упругой раздачи заготовки величиной — = 0.5 — 0 2 , определяем необходимую величину рабочего хода втулки из материала с ЭПФ с помощью выражения (2).
Исходными соотношениями феноменологической модели силового элемента, форма которого, как и заготовка, имеет вид втулки, принимаются схематизированные экспериментальные зависимости, представленные на рис. 1 [4]:
По граничным условиям силового элемента с ЭПФ в процессе предварительного деформирования при его термосиловой подготовке и последующего функционирования допускаем, что он находится в плоскодеформированном состоянии - e z = 0 . Ввиду малости последней по сравнению со средней величиной остальных компонент деформаций примем условие несжимаемости (квазипластическе состояние):
е р + е ф = 0 , (3)
где — - тангенциальные напряжения; R - средний радиус оболочки; p – давление на поверхности контакта с оправкой; h – толщина стенки. Раздача детали под давлением p и опоясываю- p щим растяжением — = R определяется согласно [2]: h
где ер , еф - радиальная и окружная компоненты тензора деформаций.
Объединяя (3) и уравнение совместности деформации, имеющее в рассматриваемом случае вид [2]:
e ev - ep_n = 0
d p р
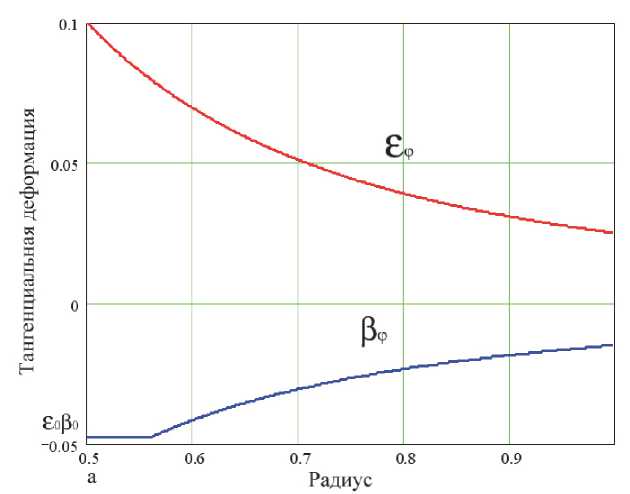
Рис. 1. Распределение тангенциальных деформаций наведения ej и тангенциальной структурной деформации bj по радиусу силового элемента с ЭПФ в виде втулки
получаем интеграл в тангенциальных деформациях вида
a
£ Ф = р А , (5)
где а - внутренний диаметр распорной втулки; 2 А - величина ее раздачи по внутреннему диаметру; р - радиальная координата.
При моделировании процесса переклистал- лизационного возврата геометрии силового элемента при его функционировании введем допущение, что температурное поле равномерно по его сечению (безградиентное) вследствие невысокой скорости нагрева или охлаждения системы деталь-приспособление. Пусть a и b - соответственно внутренний и наружный радиус втулки с ЭПФ. Также примем следующие допущения:
-
1) напряжения в материале силового элемента в процессе функционирования ограничены пределом упругости высокотемпературной фазы (соответствующей температуре конца обратного мартенситного превращения материала силового элемента);
-
2) материал втулки по-прежнему находится в плоскодеформированном состоянии: £ z = 0 ;
-
3) тензор структурно-фазовой деформации является ортотропным девиатором и связан с начальной деформацией (деформацией наведения) согласно рис. 1.
В таком случае приходим к системе уравнений, аналогичной осесимметричной краевой задаче термоупругости для полого цилиндра с закреплёнными торцами, содержащей: обобщённый закон Гука в цилиндрической системе координат
£ + Р = ^ [(1- мН - Мнр ]
1 E (6)
^р - Р = 4г[(1-мН- му ];
E уравнение равновесия dap
У = у+р ;(7)
v р уравнение совместности деформации d£„
£р = £Ф + Рг" .(8)
р v
Величины E и р - соответственно модуль Юнга и коэффициент Пуассона материала силового элемента.
Граничные условия в напряжениях на основании очевидной разгрузки при автообжиме втулки поверхности р = b и отсутствие нагрузок на поверхности р = a можно принять однородными: н р ( a ) = Н р ( b ) = 0 . (9)
Переходя к нормированной величине на- пряжений <г(р) =
1 - м2
E
н р ( Р ) ,
систему (6)-(8)
сводим одному уравнению вида:
d f зda | d у I р г 1=;гр 2 в). (10)
d p V d p) d p
Решая краевую задачу (10), (11) с учетом деформационных зависимостей (5), проиллюстрированных рис. 1, получаем:
a p = Ц 1 -V
n )
/
2 A
~ a9
= - X 1 + ^ 2 J + ' n )
V
П n, a < n < X a n - +1 f 1 - XT], X < n < 1
-
a ^ V n )
n n + 1, a < n < X a
( A
X
n X + 1 1 + ^ , X < n < 1 ,(11) a 22
V
n )
где ñ– граница области предельной деформации при предварительной раздаче; £0 - величина предельной обратимой деформации; р0 - коэффи- р циент обратимости деформации; n = — - безраз-b
~ 1 — р1
мерная радиальная координата; a = — a ;
E P o £ 0
ac 1
a = T; X = v; ^ = ;--- b b 1 — a n X+i^^2 a 2
На рис. 2 показано распределение напряжений, определяемое с помощью выражения (11).
Как видно из (11) и рис. 2, во внутренних слоях втулки наводятся значительные по величине сжимающие тангенциальные напряжения, способствующие возвращению геометрических параметров данной втулки с ЭПФ, в исходное состояние.
Если сделать допущение, что в процессе прямого мартенситного превращения, при охлаждении реального силового элемента с ЭПФ, из - за градиента температурного поля, граница перекристаллизации перемещается от внешней поверхности рассматриваемого силового элемента к его внутренней поверхности (что происходит при установке холодной заготовки на нагретую втулку, а также и при конвективном теплообмене на наружной поверхности нагретого силового элемента), эти сжимающие тангенциальные напряжения, предположительно, возрастут и более эффективно выполнят функцию возвратной пружины, способствуя стабильной автореверсив-ной работе втулки и, тем самым, дополнительно обеспечат надежную многоцикловую фиксацию заготовок. При этом величина автораздачи вследствие слабой сопротивляемости внешних слоев, переходящих в квазипластическое состояние в
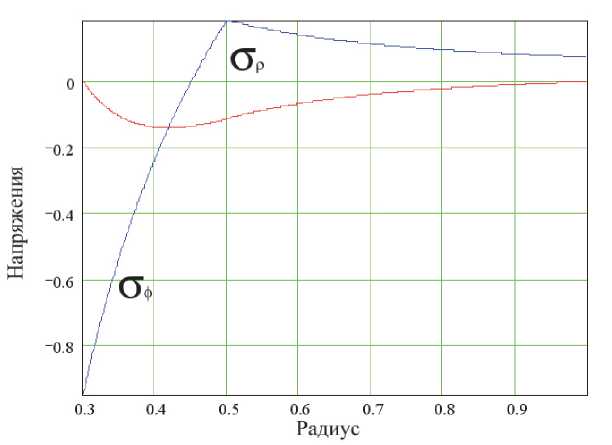
Рис. 2. Распределение тангенциальных напряжений sj и радиальных напряжений sr по радиусу силового элемента с ЭПФ в виде втулки с радиусом 1 при относительном к радиусу внешней поверхности значении радиуса текучести 0.5 и при соотношении структурной деформации и деформации наведения 0.6
«мягкой» (мартенситной) фазе, практически равна величине начальной принудительной раздачи, и составляет на внешней поверхности
a w= w, (12) b где w – величина начальной раздачи по внутренней поверхности, определяемая согласно (2) и (5). Высказанное допущение требует дальнейшей теоретической и экспериментальной проверки.
Таким образом, результаты математического моделирования процесса функционирования силового элемента в виде втулки из материала с ЭПФ, входящего в конструкцию оправки для прецизионного шлифования в рамках феноменологической теории деформируемого твёрдого тела позволяют сформулировать наиболее простое объяснение механизма экспериментально наблюдаемого автореверсивного режима и подтверждают возможность его практического использования.
Дальнейшее развитие полученных результатов предполагается получить путём детализации модели за счёт выявления зависимости величины рабочего хода и натяга втулки из материала с ЭПФ оправки для шлифования от её геометрических параметров и параметров термосиловой подготовки, а также за счёт учета неравномерности температурного поля, которая существует при функционировании реального силового элемента из сплава с ЭПФ. Детализированная математическая модель функционирования силового элемента приспособления для прецизионного шлифования, после всесторонней экспериментальной проверки, может быть использована для разработки методики проектирования данных приспособлений и позволит охватить достаточно широкую номенклатуру тонкостенных деталей, для которых необходимо прецизионное шлифование.
Список литературы Автореверсивная втулка из материала с ЭПФ для прецизионного шлифования тонкостенных осесимметричных деталей
- Назаров Д.В., Ломовской О.В. Совершенствование процесса шлифования тонкостенных деталей//Итоги диссертационных исследований. Том 3. Материалы VII Всероссийского конкурса молодых учёных, посвящённого 70-летия Победы. М.: РАН, 2015. С. 21-26.
- Писаренко Г.С., Яковлев А.П., Матвеев В.В. Справочник по сопротивлению материалов . 2-е изд., перераб. и доп. Киев: Наук. думка,1988. 736 с.
- Расчеты на прочность в машиностроении/С.Д. Пономарев, В.Л. Бидерман, К.К. Лихарев, В.М. Макушин, Н.Н. Малинин, В.И. Феодосьев. Т.2. . М: Государственное научно-техническое издательство машиностроительной литературы. 1958. Т. 2. 974 с.
- Методика проектирования силовых приводов из материала с эффектом памяти формы для ракетно-космической техники/В.А. Барвинок, В.И. Богданович, А.А. Грошев, А. Н. Плотников, О.В. Ломовской//Известия Самарского научного центра РАН. 2013. Т.15. №6(4). С. 272-277.
