Численное исследование показателей заготовки древесины на лесных плантациях

Автор: Гаспарян Гарик Давидович, Давтян Армен Борисович, Григорьев Игорь Владиславович, Марков Олег Борисович, Григорьева Ольга Ивановна
Журнал: Resources and Technology @rt-petrsu
Рубрика: Полная статья
Статья в выпуске: 4 т.18, 2021 года.
Бесплатный доступ
В рамках новых трендов в мировой экологической политике в последнее время появился термин «биоэкономика», который имеет достаточно большое число различных определений. Одним из его вариантов является понимание биоэкономики как процесса устойчивого производства и преобразования биомассы для пищевых и промышленных продуктов, а также энергии. Под данное определение как нельзя лучше подходит процесс создания и эксплуатации лесных плантаций, в т. ч. и энергетического назначения. Энергетические лесные плантации как нельзя лучше подходят и к задачам глобального энергетического перехода в экономике Российской Федерации, о котором в конце сентября 2021 г. объявил премьер Михаил Мишустин. С точки зрения эффективности создания и эксплуатации энергетических лесных плантаций основным критерием оценки является энергетическая эффективность, под которой понимают следующий принцип: энергетическая ценность выращенной древесной массы должна быть больше количества энергии, затраченной на её выращивание и заготовку. В статье представлены практические зависимости для оценки энергетической ценности стволовой древесины от времени роста; приведены математические модели для расчёта производительности различных комплексов машин и механизмов заготовки плантационной древесины и их реализации, осуществлён вычислительный эксперимент и приведены его результаты, получены зависимости для практической оценки показателей заготовки энергетической древесины различными комплексами машин и механизмов, совершенствующие планирование и принятие решений в области заготовки плантационной древесины. Работа выполнена в рамках научной школы «Инновационные разработки в области лесозаготовительной промышленности и лесного хозяйства» Арктического государственного агротехнологического университета.
Лесные плантации, энергетическая эффективность, энергетическая древесина, системы машин, заготовка древесины
Короткий адрес: https://sciup.org/147236118
IDR: 147236118 | УДК: 630 | DOI: 10.15393/j2.art.2021.5923
Numerical study of indicators of wood harvesting on forest plantations
World environmental policy has recently coined a new term "Bioeconomics" which has quite a lot of different definitions. In particular, bioeconomics is a process of sustainable production and conversion of biomass to produce food and industrial products, as well as energy. The process of developing and operating forest plantations for energy purposes fits this definition. Energy forest plantations also perfectly suit the tasks of the Global Energy Transition in the economy of the Russian Federation, which was announced by Prime Minister Mikhail Mishustin at the end of September 2021. The main evaluation criterion of developing and operating energy forest plantations is their energy efficiency. It claims that the energy value of the grown wood pulp should be greater than the amount of energy spent on its cultivation and harvesting. The article presents practical dependencies for assessing the energy value of stem wood on the growth time. The authors present mathematical models for calculating the performance of various complexes of machines and mechanisms for harvesting plantation wood and the results of their implementation. The results of a computational experiment are presented and dependencies for practical evaluation of harvesting energy wood indicators by various complexes of machines and mechanisms that improve planning and decision-making in the field of harvesting plantation wood are obtained. The work was carried out within the framework of the scientific school "Innovative developments in the field of logging industry and forestry" of the Arctic State Agrotechnological University.
Текст научной статьи Численное исследование показателей заготовки древесины на лесных плантациях
-
1. Введение
-
2. Материалы и методы
Выращивание и заготовка древесины на лесных плантациях становится всё более актуальной областью биоэнергетики [1], [14], [15]. Вместе с тем технология заготовки плантационной древесины нуждается в дальнейшем совершенствовании [1], [2], [4], [11]. Отмечено, что для повышения эффективности плантационного лесопользования необходимо развитие научного описания в области принятия решений и компоновки комплексов машин и механизмов, использующихся для заготовки энергетической древесины, на модульном принципе [2], [9], [11], 18], с возможностью оценки наиболее широкого спектра показателей заготовки [11—13], таких как производственные затраты, трудо- и энергоёмкость [1], [8—10], [26], [27]. Развитие вычислительной техники и программных средств математического моделирования расширило возможности современных исследователей в области лесозаготовительного производства. Среди одних из первых работ в области имитационного моделирования показателей заготовки древесины следует отметить исследования [6], [7]. Показано [6], [7], что применение методов имитационного моделирования и вычислительного эксперимента позволяет не только выявлять теоретические взаимосвязи факторов, относящихся к природно-производственным условиям, и показателей заготовки древесины, но и получать наглядные выводы и рекомендации, позволяющие на практике обоснованно подходить к планированию лесосечных работ и комплектованию парка машин, что, в свою очередь, ведёт к совершенствованию технологии заготовки древесины и повышению технико-экономических показателей предприятий лесной промышленности. Среди особенностей заготовки плантационной энергетической древесины важно отметить меньший, по сравнению с рубками спелых и перестойных насаждений, средний объём хлыста, скорее соответствующий объёму хлыста при проведении рубок ухода за составом, но при этом в условиях сплошной рубки. При этом справочные нормы выработки, использующиеся при планировании, относятся в большей степени к древостоям со средним объёмом 0,14 м3 и выше [19].
Основными задачами, решаемыми в данной работе, являются:
-
1. Получение практических зависимостей для оценки энергетической ценности стволовой древесины от времени роста. Зависимости будут использоваться при оценке эффективности комплексов для заготовки плантационной древесины по критерию энергетической стоимости [8], [26], [27].
-
2. Компоновка математических моделей для расчёта производительности различных комплексов машин и механизмов заготовки плантационной древесины и их реализация, проведение вычислительного эксперимента.
-
3. Обработка результатов вычислительного эксперимента, получение зависимостей для практической оценки показателей заготовки энергетической древесины различными
-
3. Результаты
комплексами машин и механизмов, совершенствующих планирование и принятие решений в области заготовки плантационной древесины.
Вначале примем общую модель процесса изменения объёма дерева по мере роста в виде дифференциального уравнения [3]
dV(t) dt
= ,V(.)(1-^
где r , K — числовые коэффициенты, зависящие от породы древесины и внешних условий, V — объём ствола дерева, t — время.
Общее решение уравнения (1) имеет вид:
к
1 + C1Ke-rt’ где C1 — постоянная интегрирования.
При начальных условиях
V(0) = Vo, где V0 — начальный объём, ориентировочно равный объёму ствола саженца, получим уравнение:
(K - V o )e-« + V o ,
Значения K , r можно оценить на основе экспериментальных или справочных данных о росте деревьев при помощи аппроксимации. Начальный объём V 0 можем принять в качестве входного параметра модели, но с учётом его сравнительно небольшого значения и сложности точного определения можем рассматривать V 0 как числовой коэффициент и оценивать его значение также на основе результатов аппроксимации кривых роста деревьев. Например, для тополя бальзамического получены данные, представленные в таблице 1 [14].
Таблица 1. Рост тополя бальзамического на лесных плантациях [14]
Table 1. Growth of balsamic poplar on forest plantations
|
Годы |
Высота деревьев, м |
Диаметр ствола, см |
Объём ствола, м3 |
|
5 |
4,1 |
5,4 |
0,00488 |
|
10 |
13 |
13 |
0,0897 |
|
15 |
18,7 |
17,7 |
0,239 |
|
20 |
21,5 |
20 |
0,351 |
|
25 |
23,2 |
21,3 |
0,430 |
В таблице 1 объём ствола вычислен по формуле [19]
V = к ф Н
nd 2
Т'
где k ф — коэффициент учёта формы ствола, k ф = 0,52, H , d — соответственно высота деревьев и диаметр ствола.
Обработаем табличные данные и установим коэффициенты функции (4) при помощи метода наименьших квадратов (МНК). В результате получим: r = 0,299; K = 0,441; V 0 = 0,00539. Тогда для рассматриваемого случая
0,00238 0,435e -0, 299t + 0,00539,
Результаты расчётов по формуле (6) и данные таблицы 1 представлены на рисунке 1.
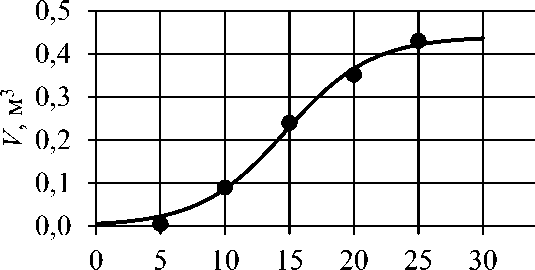
t , годы
Таблица 1 ф. (6)
Рисунок 1. Зависимость объёма ствола тополя бальзамического от возраста
Figure 1. The dependence of the volume of the trunk of the balsamic poplar on the age
Использование функций (4), (6) позволяет получить расчётные данные по объёму ствола, согласующиеся с практическими наблюдениями.
Рассчитаем приблизительный объём стволовой древесины на 1 га площади и оценим её энергетическую стоимость [8], [27], [28]:
10000K(t) Q (t) =-----,
W(t) =
_Рсв^_ 100 + WCB V o
где S — площадь плантации, приходящаяся на 1 саженец, ρ св — плотность стволовой древесины при влажности W св , Q 0 — высшая теплота сгорания абсолютно сухой древесины.
Использование непрерывных функций (6)—(8) с точки зрения реализации вычислительного эксперимента удобнее, нежели дискретных данных в виде таблицы.
При S = 9 м2 [14], ρ св = 700 кг/м3, W = 90 %, Q 0 = 20 МДж/кг получим оценки, представленные графиками на рисунках 2, 3.
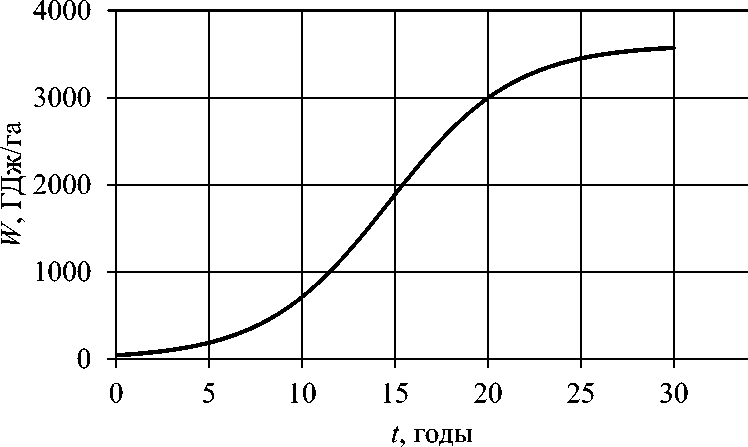
Рисунок 2. Оценка энергетической стоимости [8], [27], [28] стволовой древесины тополя бальзамического в зависимости от возраста
Figure 2. Assessment of the energy value [8], [27], [28] of balsamic poplar stem wood depending on age
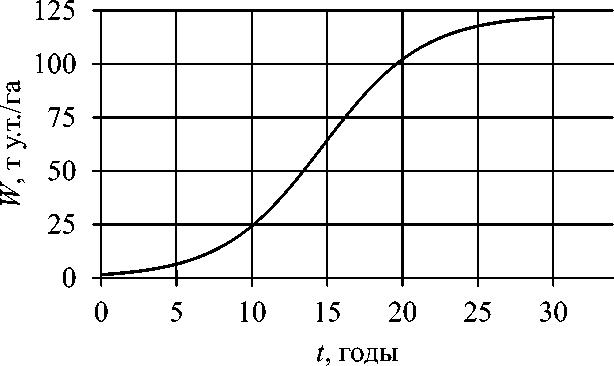
Рисунок 3. Оценка энергетической стоимости стволовой древесины тополя
бальзамического в зависимости от возраста (в тоннах условного топлива)
Figure 3. Estimation of the energy value of balsamic poplar stem wood depending on age (in tons of conventional fuel)
Таким образом, с точки зрения энергетики сухая масса стволовой древесины, выращенной на 1 га плантации за 15—20 лет, эквивалентна 65—100 т условного топлива.
Для проведения вычислительного эксперимента с целью получения зависимостей для практической оценки показателей заготовки энергетической древесины следует подобрать математические модели, прогнозирующие производительность машин и механизмов, выполняющих отдельные операции лесосечных работ. Источником информации послужат теоретические модели и экспериментальные данные отечественных [19] и зарубежных [21—26], [29—31] учёных.
Часовую производительность бензиномоторной пилы, валочно-пакетирующей машины и харвестера определим по формуле
Р = 3600 -, т, где T — продолжительность цикла обработки дерева с использованием машины или механизма.
Разделим цикл обработки дерева с использованием бензиномоторной пилы на составляющие:
ТБП
= (^ 0,БП + ^ 1,БП
+ ^ 2,БП + ^ 3,Бп ) • / а,БП ,
где t0,БП — время, затрачиваемое вальщиком на подготовительные операции (подход к дереву, подготовка рабочего места и инструмента), t1,БП — время, затрачиваемое на спиливание дерева, t2,БП — время, затрачиваемое на обработку сваленного дерева (обрезка сучьев, раскряжёвка), t3,БП — время на переход к следующему дереву, fa — повышающий коэффициент, связанный с эффективностью использования рабочего времени и технологическими простоями.
Время, затрачиваемое вальщиком на подготовительные операции, примем как входной параметр по [19]:
^ 0,БП = 120 с.
Время, затрачиваемое на спиливание дерева, рассчитаем по формуле кД2 — 0,8sdc
^ 1,БП = п ^ ^ У , (12)
Пчп,БП где dс — диаметр дерева в месте среза, s — толщина перемычки недопила, Пчп — производительность чистого пиления, kу — коэффициент, учитывающий увеличение времени за счёт переустановки пилы [19]:
к у = 1 + —, (13)
где B ш — ширина пильной шины.
Время обработки сваленного дерева может складываться из двух составляющих, связанных с обрезкой сучьев и раскряжёвкой (при наличии таких операций), оценим затраты времени по эмпирическим формулам на основе данных [20]:
^2,БП ^ос,БП + ^раскр,БП, tос,БП = 729,5й1з83,
^раскр,БП 26,1^1,3 ^сорт, где d1,3 — диаметр дерева на высоте груди, nсорт — число сортиментов, получаемых из одного дерева.
Время, затрачиваемое на переход от дерева к дереву, определим по эмпирической
Учтём, что диаметр дерева на высоте груди и диаметр дерева в месте среза связаны со средним объёмом хлыста:
d i3 = Л 1 К₽2,
d e = М1,з ,
где β 1 , β 2 , c 1 — эмпирические коэффициенты.
Продолжительность цикла обработки дерева с использованием валочно-пакетирующей машины определим по формуле
^ ВПМ — (^ 0,ВПМ + ^ 1,ВПМ + ^ 2,ВПМ + t3,BHM) • f a,ВПМ ,
где t0,ВПМ — время, затрачиваемое на подготовительные операции (наведение манипулятора, захват дерева), t1,ВПМ — время, затрачиваемое на спиливание дерева, t2,ВПМ — время, затрачиваемое на работу манипулятора с деревом, t3,ВПМ — время, затрачиваемое на переезд к следующей технологической стоянке.
Время, затрачиваемое на наведение по формуле [20]
манипулятора и захват дерева, рассчитаем
^ 0,ВПМ
3гпод,ВПМ
3 3
^ max, ВПМ птт,ВПМ
2 R2
^ max,ВПМ ^ тт.ВПМ
+
^ захв,ВПМ de
2 ^ закр,ВПМ
+
« 0 шпов,ВПМ
где v под — скорость подачи манипулятора, R max — максимальный вылет манипулятора, R min — минимальный вылет манипулятора, D захв — диаметр раскрытия захвата, v закр — скорость закрытия захвата, «0 — средний угол поворота платформы ВПМ при захвате дерева, ω пов,ВПМ — угловая скорость поворота платформы ВПМ.
Время, затрачиваемое на спиливание дерева, определим по формуле
ЯЙ 2
£ 1,ВПМ — тт; ~ ,
4Пчп,ВПМ^чп,ВПМ где φчп — коэффициент использования производительности чистого пиления.
Время, затрачиваемое на работу манипулятора с деревом, рассчитаем по уравнению
^ 2,ВПМ
^ захв,ВПМ de
2 ^ раекр,ВПМ
« 2 шпов,ВПМ
где v раскр — скорость раскрытия захвата ВПМ, «2 — средний угол поворота платформы ВПМ при пакетировании деревьев.
Время, затрачиваемое на переезд ВПМ к следующей технологической стоянке, найдём по формуле
^ 3,ВПМ
2Vx q^R max ^ ВПМ
+ ^ 30,ВПМ ,
где t 30 — время, затрачиваемое на приведение технологического оборудования в транспортное положение.
Цикл обработки дерева с использованием харвестера также найдём как сумму составляющих:
^ Х — (^ 0,Х + ^ 1,Х + ^ 2,Х + ^ 3,х ) • / а,Х ,
где t0,Х — время, затрачиваемое на подготовительные операции (наведение манипулятора, захват дерева), t1,Х — время, затрачиваемое на пиление и сталкивание с пня, t2,Х — время, затрачиваемое на обрезку сучьев и раскряжёвку, t3,Х — время, затрачиваемое на переезд к следующей технологической стоянке.
Время, затрачиваемое на подготовительные операции, включая наведение манипулятора и захват дерева, определим по формуле ioX —
2 R max,X R min,X ^ ^ Х dc
3гпод,Х R max,X - R min,X 2гзахв,Х
Время, затрачиваемое на пиление и сталкивание с пня, рассчитаем по уравнению t1,X —
nd 2
4Пчп ,х Уч „,х ®кс тХ
где k ст,Х — повышающий коэффициент, учитывающий сталкивание дерева с пня:
к стх — 1,5 (28)
Время, затрачиваемое на обрезку сучьев и раскряжёвку, рассчитывается по формуле
_ L х ,1и-средн ^сторм
2,Х ^прот,Х 4Пчп,Х^чп,Х ^прот,Х где lх — длина хлыста, vпрот,Х — скорость протаскивания дерева при обрезке сучьев и раскряжёвке, n — число сортиментов, выпиливаемых из одного дерева, lторм — длина пути торможения сучкорезно-раскряжёвочной головки, dсредн — средний диаметр в месте пропила при раскряжёвке, причём dcpegH
Ed 2 п ’
к = Y i VxY2 ,
где γ 1 , γ 2 — эмпирические коэффициенты.
Время, затрачиваемое харвестером на переезд к следующей технологической стоянке, определяется по формуле
_ vX
ЧХ = Д^ +?
где Δ — ширина пасеки.
Цикл обработки дерева с использованием процессора определим как сумму составляющих:
^п роц ( tG,opop + ^, проц ) • / а,проц ,
где t 0,проц — время, затрачиваемое на наведение манипулятора и захват дерева, t 2,Х — время, затрачиваемое на обрезку сучьев и раскряжёвку:
|
_ 2 t°,пpоц = о ° ипод,проц |
D з _ D 3 . птах,проц птт,проц R 2 — R2 тах,проц тт,проц |
^ проц ^ з изахв,проц |
(34) |
|
2 |
2/ |
||
|
- X с2,проц ипрот,проц |
средн торм + In------------ П +-- П , 4Пчп,проц ^ чп,проц ^ прот,проц |
(35) |
|
Отдельно отметим, что производительность дробильных установок, рубящих лесоматериалы в топливную щепу, определяется, главным образом, мощностью привода. Например, для установок барабанного типа в результате аппроксимации данных [19] получим уравнение
Р ду = 0,36« Ду 85, (36)
где N — мощность привода [кВт].
Часовую производительность машин, выполняющих трелёвку, определим по формуле
v
Р = 3600 —, (37)
где V — объём лесоматериалов, трелюемых за рейс, T T — время цикла трелёвки (мин).
Время трелёвки пачки деревьев скиддером найдём по формуле
Тг ,ТПЗ = (tO,ТПЗ + t1,Tn3 + t2,Tn3 + ^,тпз ) • / а,ТПЗ , (38)
где t 0,ТПЗ — время формирования пачки, t 1,ТПЗ — время грузового рейса, t 2,ТПЗ — время отцепки пачки, t 3,ТПЗ — время возвращения скиддера на делянку за новой пачкой лесоматериалов.
Для расчёта времени формирования пачки известна формула t°jos = 60 • (з + 0,33 VV3 кфп), (39)
где k фп — повышающий коэффициент, учитывающий число приёмов формирования пачки:
Время загрузки грузовой платформы форвардера найдём по формуле
|
( 1,Ф = 60 • (0,5167 -у-Ф- + 14,98q-0,35 |, •'сорт |
(45) |
|
где V сорт — средний объём сортимента по формуле - сорт = 0,0612 ln -х + 0,2082. Время грузового рейса форвардера _ ^средн Г1,Ф = „ . ^ 1,Ф Время разгрузки грузовой платформы форвардера определим по зависимости (2 , ф = 60 • ^13,05 - 26,62J - — т + 0,73^. Время возвращения форвардера на делянку |
(46) (47) (48) |
^средн tз,Ф = ----■ (49)
Г3,Ф
Время цикла трелёвки трактором, оборудованным гидроманипулятором:
^ Т,БЧ = (t0,БЧ + ^,БЧ + t2,БЧ + ^ 3,Бч ) " / а,БЧ , (50)
где t 0,БЧ — время, затрачиваемое на работу манипулятора при наборе лесоматериалов, t 1,БЧ — время грузового рейса, t 2,БЧ — время разгрузки трактора, t 3,БЧ — время возвращения трактора на делянку.
Время, затрачиваемое на работу манипулятора при наборе лесоматериалов, найдём по эмпирической формуле
УБЧ 123
t o^4 = 60 • ^0,25^х7 бч + 0,44+ 0,4^ бч + — + 0,32J. (51)
Время грузового рейса трактора t1,Ф =
^ средн
■
Г1,БЧ
Время разгрузки трактора определим по зависимости t2,E4 = 60 • (0,24УБч + 1,33).
Время возвращения трактора на пасеку рассчитаем по формуле
t3,БЧ =
^ средн
, ^ 3,БЧ
Реализуем расчёты показателей заготовки плантационной древесины с использованием нескольких систем машин, представленных в таблице 2.
Таблица 2. Технологические процессы заготовки плантационной древесины
Table 2. Technological processes of plantation wood harvesting
|
Группа |
№ |
Операции |
|||||
|
В (ВП) |
Ос |
Р |
Т |
Ос (Ос, Р) |
Пщ |
||
|
A |
1 |
Х |
Ф |
— |
— |
||
|
2 |
Х |
— |
ТПЗ |
БП |
— |
||
|
3 |
БП |
БП |
Ф |
— |
— |
||
|
4 |
Х |
— |
— |
ТПЗ |
— |
РМ |
|
|
Б |
1 |
ВПМ |
— |
— |
ТПЗ |
Процессор |
— |
|
2 |
БП |
— |
— |
ТТ |
БП |
— |
|
|
3 |
Х |
Ф |
— |
— |
|||
|
4 |
ВПМ |
— |
— |
ТПЗ |
— |
РМ |
|
|
5 |
БП |
— |
— |
ТТ |
— |
РМ |
|
Примечание: В — валка, П — пакетирование, Ос — обрезка сучьев, Р — раскряжёвка, Т — трелёвка, Пщ — производство щепы; Х — харвестер, Ф — форвардер, БП — бензиномоторная пила, ВПМ — валочно-пакетирующая машина, ТТ — трелёвочный трактор с гидроманипулятором, ТПЗ — трактор с пачковым захватом, РМ — рубительная машина.
Для проведения расчётов зададимся марками машин, характеристики которых типичны для принятых природно-производственных условий:
-
- А1. Сортименты производит малогабаритный харвестер Vimek 404SE ( N = 50 кВт, R max = 4,6 м), трелёвка с использованием малогабаритного форвардера Vimek 606TTW ( N = 18 кВт, V = 4 м3).
-
- А2. Валка, обрезка сучьев и пакетирование с использованием малогабаритного харвестера Vimek 404SE ( N = 50 кВт, R max = 4,6 м), трелёвка с использованием трактора с пачковым захватом Timberjack 230d ( N = 68 кВт, V = 4 м3), раскряжёвка на верхнем складе бензиномоторными пилами Stihl MS250 ( N = 2,2 кВт).
-
- А3. Валка с использованием бензиномоторных пил Stihl MS250 ( N = 2,2 кВт), далее очистка от сучьев и раскряжёвка пилами Stihl MS250 ( N = 2,2 кВт), трелёвка сортиментов с использованием малогабаритного форвардера Vimek 606TTW ( N = 18 кВт, V = 4 м3).
-
- A4. Валка и пакетирование с использованием малогабаритного харвестера Vimek 404SE ( N = 50 кВт, R max = 4,6 м), трелёвка с использованием трактора с пачковым захватом Timberjack 230d ( N = 68 кВт, V = 4 м3), рубка в щепу с использованием рубительной машины Kesla С645T ( N = 128 кВт).
-
- Б1. Валка и пакетирование с использованием валочно-пакетирующей машины John Deere 653G ( N = 127 кВт, R max = 7,32 м), трелёвка с использованием трактора с пачковым захватом Timberjack 230d ( N = 68 кВт, V = 4 м3), обрезка сучьев и раскряжёвка с использованием процессора Valmet 448 ( N = 127 кВт).
-
- Б2. Валка с использованием бензиномоторных пил Stihl MS250 ( N = 2,2 кВт), трелёвка деревьев с использованием трактора Амкодор 2243 ( N = 109 кВт, V = 7,3 м3), далее очистка от сучьев и раскряжёвка пилами Stihl MS250 ( N = 2,2 кВт).
-
- Б3. Сортименты производит харвестер Ponsse Beaver ( N = 90 кВт, R max = 10 м), трелёвка с использованием форвардера Ponsse Wisent ( N = 130 кВт, V = 12 м3).
-
- Б4. Валка и пакетирование с использованием валочно-пакетирующей машины John Deere 653G ( N = 127 кВт, R max = 7,32 м), трелёвка с использованием трактора с пачковым захватом Timberjack 460 ( N = 88 кВт, V = 5,5 м3), рубка в щепу с использованием рубительной машины Kesla С645T ( N = 128 кВт).
-
- Б5. Валка с использованием бензиномоторных пил Stihl MS250 ( N = 2,2 кВт), трелёвка деревьев с использованием трактора Амкодор 2243 ( N = 109 кВт, V = 7,3 м3), рубка в щепу с использованием рубительной машины Kesla С645T ( N = 128 кВт).
Отметим, что, к сожалению, в настоящее время сегмент сравнительно лёгких скиддеров практически не охвачен производителями техники. Тем не менее даже устаревшие модели тракторов Timberjack 230d и Timberjack 460 до сих пор используются на заготовке. Их характеристики могут быть использованы в качестве ориентиров впоследствии, при проектировании перспективных моделей лёгких тракторов для работы на лесных плантациях.
Также важно заметить, что на лесных плантациях возможна не только заготовка энергетической древесины с вывозкой щепы, но и заготовка тонкомерных сортиментов с их вывозкой. Такие сортименты впоследствии могут перерабатываться как в энергетических, так и в иных целях (например, известны технологии углублённой переработки низкотоварной древесины на лесопромышленных складах). Для некоторых технологических процессов заготовки плантационной древесины характерно использование лёгких харвестеров, таких как Vimek 404SE, не только в «режиме валка — обрезка сучьев — раскряжёвка», но и в режиме «валка — обрезка сучьев», т. е. в режиме процессора, связанного со скиддером.
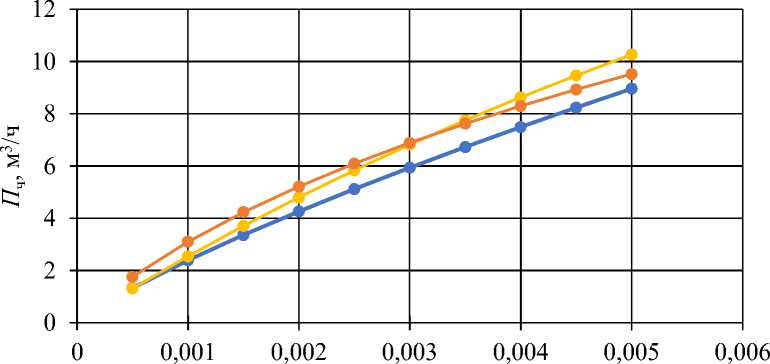
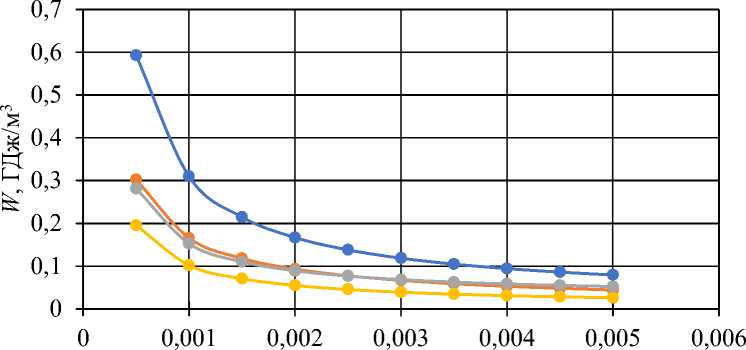
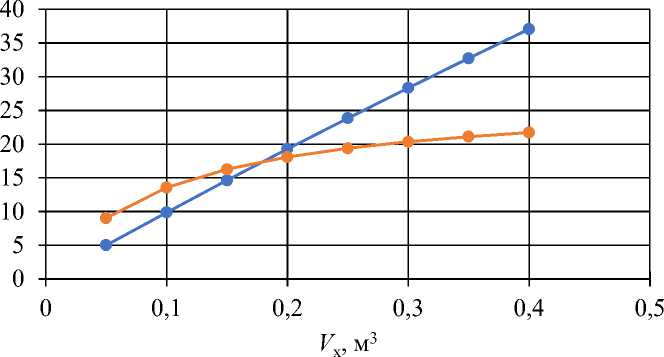
Результаты расчётов представим в виде графиков на рисунках 4—16. На рисунках 4 и 5 представлены результаты численного моделирования. Результаты выполнены в увеличенном диапазоне объёма хлыста, как для сравнительно небольших (0,001—0,006 м3), так и более крупных (0,4 м3) деревьев, которые, как правило, не подлежат переработке в рассматриваемых процессах. Увеличение диапазона расчёта связано с необходимостью возможно более полно раскрыть поведение функций производительности комплексов машин и механизмов.
Уточним, что известны технологические процессы, в которых харвестер работает в режиме процессора. В этом случае при протаскивании дерева происходит только очистка от сучьев, без раскряжёвки (т. е. без дополнительных остановок дерева и распилов), что с технологической точки зрения не вызывает затруднений. Такой способ связан с фактическим отсутствием на рынке лёгких мобильных процессоров, пригодных для работы на лесных плантациях.
Следует подчеркнуть, что при расчёте производительности харвестера учитывается время, затрачиваемое на раскряжёвку. В зависимости от объёма и длины ствола меняется число получаемых сортиментов, т. е. число распилов, что, в свою очередь, сказывается на общих затратах времени. С учётом дискретного характера числа распилов кривая изменения производительности многооперационной машины и, соответственно, комплекса, в котором она используется, приобретает визуальные особенности, напоминающие ступени.
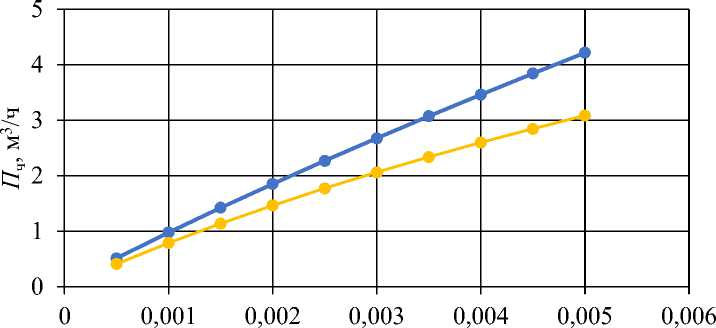
V х, м3
—•—Х Vimek 404SE —е— Ф Vimek 606TTW
Рисунок 4. Результаты расчёта производительности машин в технологическом процессе А1
Figure 4. Results of calculating the productivity of machines in the technological process A1
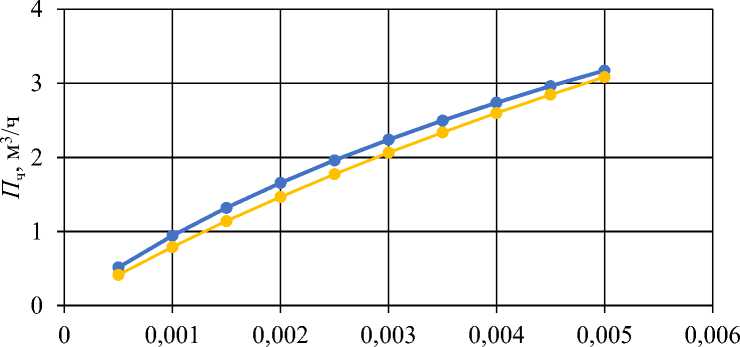
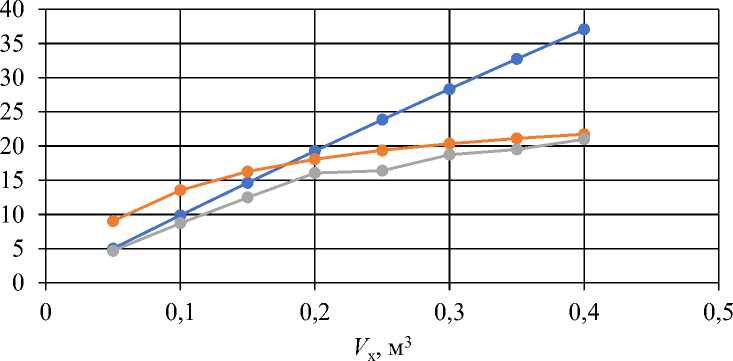
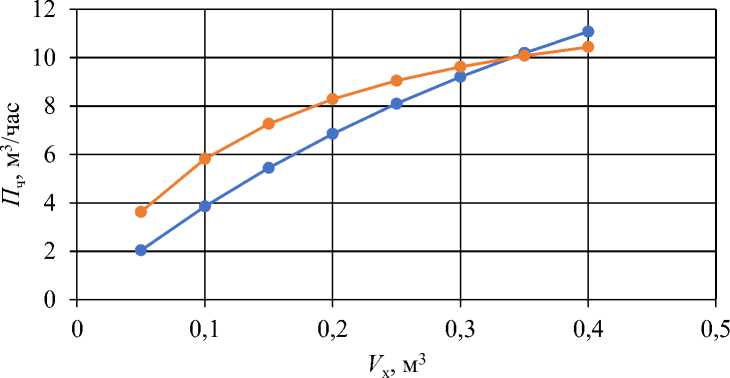
V х, м3
—•—Х Vimek 404SE —е—ТПЗ Timberjack 230d —е—2БП Stihl MS250
Рисунок 5. Результаты расчёта производительности машин в технологическом процессе А2
Figure 5. Results of calculating the productivity of machines in the technological process A2
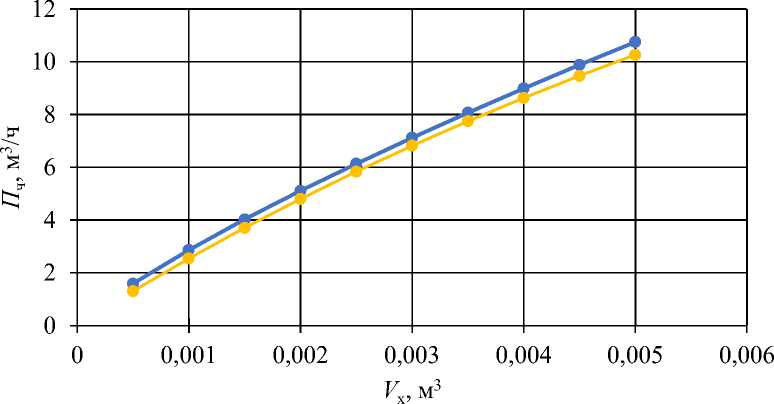
V х, м3
—е—2БП Stihl MS250 —е— Ф Vimek 606TTW
Рисунок 6. Результаты расчёта производительности машин в технологическом процессе А3
Figure 6. Results of calculating the productivity of machines in the technological process A3
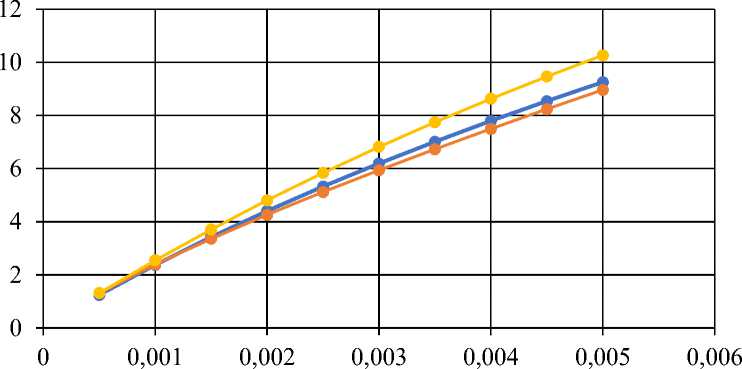
—•—Х Vimek 404SE, РМ Kesla —е—ТПЗ Timberjack 230d
Рисунок 7. Результаты расчёта производительности машин в технологическом процессе А4
Figure 7. Results of calculating the productivity of machines in the technological process A4
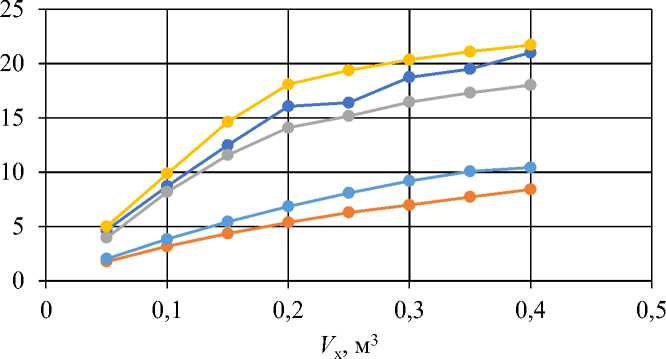
V х, м3
—•—3 A1 A2,A3 A4
Рисунок 8. Часовая производительность комплексов заготовки плантационной древесины (группа А, для системы № 1 на графике представлена производительность 3 комплексов)
Figure 8. Hourly productivity of plantation wood harvesting complexes (group A, for system No. 1, the graph shows the productivity of 3 complexes)
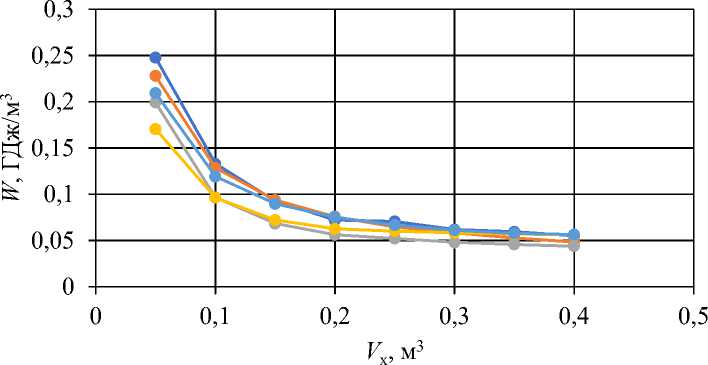
A1 A2 A3 A4
Рисунок 9. Энергетическая себестоимость заготовки плантационной древесины (группа А)
Figure 9. Energy cost of plantation wood harvesting (group A)
Resources and Technology 18 (4): 17-45, 2021 ISSN 2307-0048
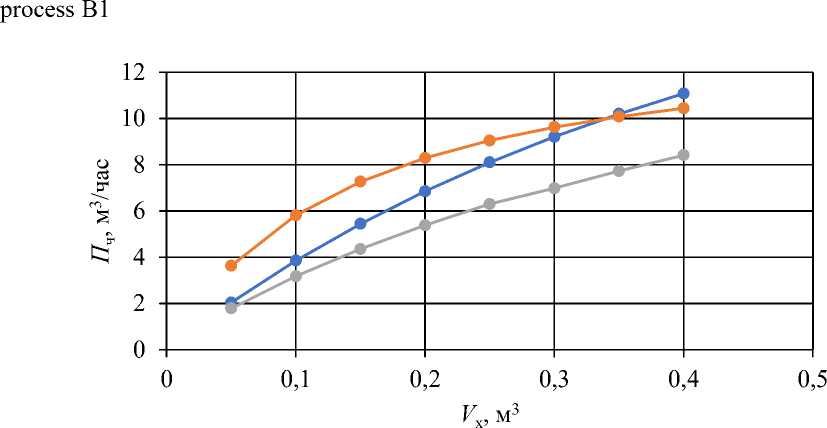
—•—John Deere 653G (В,П) —•—Timberjack 460 (Т)
—е—Valmet 448 (Ос, Р)
Рисунок 10. Результаты расчёта производительности машин в технологическом процессе Б1
Figure 10. Results of calculating the productivity of machines in the technological
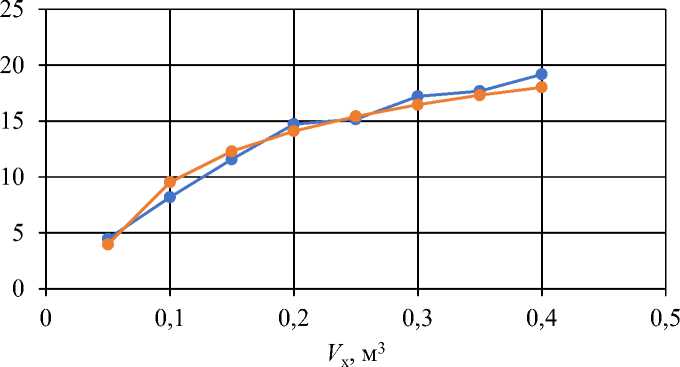
—•— Stihl MS250 (В) —•— Амкодор 2243 (Т) —е— Stihl MS250 (Ос, Р)
Рисунок 11. Результаты расчёта производительности машин в технологическом процессе Б2
Figure 11. Results of calculating the productivity of machines in the technological process B2
Resources and Technology 18 (4): 17-45, 2021 ISSN 2307-0048
Ponsse Ergo (В, Ос, Р) Ponsse Wisent (Т)
Рисунок 12. Результаты расчёта производительности машин в технологическом процессе Б3
Figure 12. Results of calculating the productivity of machines in the technological process B3
John Deere 653G (В, П) Timberjack 460 (Т)
Рисунок 13. Результаты расчёта производительности машин в технологическом процессе Б4
Figure 13. Results of calculating the productivity of machines in the technological process B4
—•— Stihl MS250 (В) —е— Амкодор 2243 (Т)
Рисунок 14. Результаты расчёта производительности машин в технологическом процессе Б5
Figure 14. Results of calculating the productivity of machines in the technological process B5
—•—Б1 —•— Б2 —•— Б3 —•— Б4 —•— Б5
Рисунок 15. Часовая производительность комплексов заготовки плантационной древесины (группа Б)
-
Figure 15. Hourly productivity of plantation wood harvesting complexes (group B)
—•—Б1 —•— Б2 —•— Б3 —•— Б4 —•— Б5
Рисунок 16. Энергетическая себестоимость заготовки плантационной древесины (группа Б)
-
Figure 16. Energy cost of plantation wood harvesting (group B)
-
4. Обсуждение и заключение
Как видно из представленного выше материала, в зависимости от комплектации системы машин для заготовки древесины на энергетической лесной плантации, а также от параметров, входящих в системы машин, и показателей их работы, энергетическая себестоимость заготовки получаемой древесины различна. При прочих равных условиях предпочтение следует отдавать той системе машин, которая показывает наименьшую энергетическую себестоимость заготовки древесины — финальной группы технологических процессов в создании и эксплуатации лесной плантации энергетического назначения. Например, при производстве щепы на лесных плантациях среднего возраста (группа Б) с этой точки зрения выгоднее использовать машинизированный технологический процесс (Б4), выигрывающий у механизированного (Б5) по энергетической себестоимости (рисунок 16).
В результате получены практические зависимости для оценки энергетической ценности стволовой древесины от времени роста, используемые для оценки эффективности комплексов для заготовки плантационной древесины по критерию энергетической стоимости. Скомпонованы математические модели для расчёта производительности различных комплексов машин и механизмов заготовки плантационной древесины и выполнена их реализация при проведении вычислительного эксперимента. Обработка результатов вычислительного эксперимента позволила получить зависимости для практической оценки показателей заготовки энергетической древесины различными комплексами машин и механизмов.
Список литературы Численное исследование показателей заготовки древесины на лесных плантациях
- Выращивание и эксплуатация лесных плантаций / А. Вагвелди, Ш. Фехер, Б. Хорват [и др.]. Ужгород: МПП «Гражда», 2016. 132 с.
- Математическая модель модульного принципа подбора системы машин для создания и эксплуатации лесных плантаций / Р. В. Воронов, О. Б. Марков, И. В. Григорьев, А. Б. Давтян // Известия высших учебных заведений. Лесной журнал. 2019. № 5 (371). С. 125—134.
- Гавриков В. Л. Моделирование роста деревьев и древостоев в контексте углеродного цикла: Дис. ... д-ра биол. наук: 03.02.08 / Северо-Восточный федеральный университет имени М. К. Амосова. Якутск, 2016. 493 с.
- Куницкая О. А., Степанова Д. И., Григорьев М. Ф. Перспективные направления развития транспортно-технологических систем лесного комплекса России // Энергоэффективность и энергосбережение в современном производстве и обществе: Материалы междунар. научно-практич. конф. / Под общ. ред. В. А. Гулевского. Воронеж, 2018. С. 109—114.
- Cultivation of the targeted forest plantations / O. Kunickaya, V. Tanyukevich, D. Khmeleva [et al.] // Journal of Environmental Treatment Techniques. 2020. Vol. 8, no 4. P. 1385—1393.
- Герасимов Ю. Ю., Сюнев В. В. Лесосечные машины для рубок ухода: Компьютерная система принятия решений. Петрозаводск: Изд-во ПетрГУ, 1998. 236 с.
- Герасимов Ю. Ю., Сюнев В. В. Экологическая оптимизация технологических процессов и машин для лесозаготовок. Йоэнсуу: Изд-во Университета Йоэнсуу, 1998. 178 с.
- Определение энергоёмкости продуктов лесопользования в рамках методики оценки экологической эффективности лесопользования / И. В. Григорьев, Е. Г. Хитров, А. И. Никифорова, О. И. Григорьева, О. А. Куницкая // Вестник Тамбовского университета. Серия: Естественные и технические науки. 2014. Т. 19, № 5. С. 1499—1502.
- Григорьев В. И. Лесные плантации в Азиатско-Тихоокеанском регионе // Наука и инновации: векторы развития. Материалы Междунар. научно-практич. конф. молодых учёных: Сб. науч. ст.: В 2 кн. Красноярск, 2018. С. 75—78.
- Comparative analysis of economic aspects of growing seedlings with closed and open root systems: the experience of Russia / S. Morkovina, O. Kunickaya, L. Dolmatova [et al.] // Asian Journal of Water, Environment and Pollution. 2021. Vol. 18, no 2. С. 19—26.
- Швецова В. В. Эффективность работы систем машин лесозаготовительного производства // Актуальные проблемы лесного комплекса. 2020. № 57. С. 17—21.
- Куницкая О. А., Пудова Т. М., Никитина Е. И. Перспективные направления переработки низкотоварной древесины и древесных отходов в Республике Саха (Якутия) // Потенциал науки и образования: современные исследования в области агрономии, землеустройства, лесного хозяйства. 2019. С. 14—18.
- Григорьев В. И. Возможности развития импорта российского твёрдого биотоплива // Повышение эффективности лесного комплекса: Материалы Шестой Всерос. национал. научно-практич. конф. с междунар. участием. Петрозаводск, 2020. С. 45—47.
- Загидуллина Л. И. Лесные плантации. Основы создания, выращивания и использования. Ульяновск: УлГУ, 2018. 185 с.
- Куницкая О. А. Оценка экономики производства древесных пеллет в России // Потенциал науки и образования: современные исследования в области агрономии, землеустройства, лесного хозяйства. 2019. С. 27—32. http://rt.petrsu.ru
- Куницкая О. А., Помигуев А. В. Перспективы развития систем генерирования и преобразования электрической энергии для лесных терминалов // Лесоэксплуатация и комплексное использование древесины: Сб. ст. Всерос. научно-практич. конф. Красноярск, 2021. С. 124—128.
- Куницкая О. А. Проактивный сервис для лесных машин // Повышение эффективности лесного комплекса: материалы Шестой Всерос. национал. научно-практич. конф. c междунар. участием. Петрозаводск, 2020. С. 86—87.
- Математическая модель выбора системы машин для создания и эксплуатации лесных плантаций / О. Б. Марков, Р. В. Воронов, А. Б. Давтян [и др.] // Деревообрабатывающая промышленность. 2021. № 1. С. 16—26.
- Системы машин для производства топливной щепы из древесной биомассы по технологии заготовки деревьями / Ю. В. Суханов, А. А. Селиверстов, В. С. Сюнев, Ю. Ю. Герасимов // Тракторы и сельхозмашины. 2012. № 1. С. 7—13.
- Шегельман И. Р., Скрыпник В. И., Галактионов О. Н. Техническое оснащение современных лесозаготовок. СПб.: ПРОФИ-ИНФОРМ, 2005. 344 с.
- Ciubotaru A., Campu R. Delimbing and Cross-cutting of Coniferous Trees-Time Consumption Work Productivity and Performance // Forests. 2018. No 9. 10.3390/f9040206.
- Harvester Productivity in Inclined Terrain with Extended Machine Operating Trail Intervals: A German Case Study Comparison of Standing and Bunched Trees / F. Berendt, E. Esteban, S. Hoffmann [et al.] // Sustainability. 2020. No 12. 10.10.3390/su12219168.
- Bilici E., Akay A., Abbas D. Assessing the effects of site factors on the productivity of a feller buncher: a time and motion analysis // Journal of Forestry Research. 2019. No 30. P. 1471—1478.
- Operational Performance of the Selective Cutting of Trees With Chainsaw / A. F. Cándano, D. Oliveira, C. Arruda, M. Garcia, R. Melo // Floresta e Ambiente. 2018. No 25. 10.1590/21798087.023916.
- Morkovina S. S., KecaL. Economic assessment of forest plantations with short rotation: Russia and Serbia experience // IOP Conference Series: Earth and Environmental Science. International Jubilee Scientific and Practical Conference «Innovative Directions of Development of the Forestry Complex (FORESTRY-2018)». 2019. P. 012—072.
- Galgzia T. Analysis of the duration of basic logging operations performed using a chainsaw // Forest Research Papers. 2014. No 75. 10.2478/frp-2014-0003.
- Softwood harvesting and processing problem in Russian Federation / I. Grigorev, V. Ivanov, G. Gasparian, A. Nikiforova, E. Khitrov // 14th International Multidisciplinary Scientific Geoconference SGEM 2014. Sofia, 2014. P. 443—446.
- New approach for forest production stocktaking based on energy cost / I. Grigorev, V. Ivanov, E. Khitrov, A. Kalistratov, V. Bozhbov // 14th International Multidisciplinary Scientific Geoconference SGEM 2014. Sofia, 2014. P. 407—414.
- JirousekR., Klvac R., Skoupy A. Productivity and costs of the mechanised cut-to-length wood harvesting system in clear-felling operations // Journal of forest science. 2007. P. 476—482. 10.17221/2088-JFS.
- Productivity Model for Cut-to-Length Harvester Operation in South African Eucalyptus Pulpwood Plantations / J. Norihiro, P. Ackerman, B. Spong, D. Längin // Croatian Journal of Forest Engineering. 2018. No 39. P. 1—13.
- Productivity Models for Operational Planning of Timber Forwarding in Croatia / I. Stankic, T. Porsinsky, Z. Tomasic, I. Tonkovic, M. Frntic // Croatian Journal of Forest Engineering. 2012. No 33. Р. 61—78.
