Дефекты и типы брака на ювелирных изделиях на примере предметов круга варварских эмалей

Автор: Биркина Н.А.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Естественнонаучные методы в археологических исследованиях
Статья в выпуске: 268, 2022 года.
Бесплатный доступ
В статье на примере вещей круга варварских выемчатых эмалей проводится анализ типов брака на ювелирных изделиях и причин возникновения дефектов. Проведена группировка и структурирование наиболее часто встречающихся недостатков. Сделан вывод, что даже украшения, выполненные не на высоком уровне и имеющие разные дефекты, поступали к потребителю. Это может свидетельствовать о принципиальности самого факта наличия статусной вещи.
Восточноевропейские выемчатые эмали, эпоха римских влияний, ювелирное производство, производственный брак
Короткий адрес: https://sciup.org/143180130
IDR: 143180130 | DOI: 10.25681/IARAS.0130-2620.267.310-324
Defects and types of faults in jewelry pieces: the case study of barbarian champleve enamels
He paper analyzes types of faults in jewelry pieces and causes of such defects on the champleve enamels from the barbarian contexts. The most common defects have been grouped and structured. It is inferred from the analysis that even jewelry pieces of lower quality with various defects were bought by consumers. Presumably, it is an evidence of the fact that to own such an item of high status was of principal importance.
Текст научной статьи Дефекты и типы брака на ювелирных изделиях на примере предметов круга варварских эмалей
Ювелирные дефекты на изделиях – нередкое явление даже в настоящее время, в древности их количество было во много раз больше. Связаны они с нарушением технологического процесса и могут появляться на самых различных этапах создания украшения. Сейчас вещи с явными недостатками практически не доходят до потребителя и отправляются на переплавку, но в древности это было не всегда так. Нередко предмет, имеющий внешние дефекты, использовался в уборе. Многие украшения с окончательным производственным браком, т. е. с тем, устранение которого невозможно и нецелесообразно, имеют следы эксплуатации и ремонта. Этот факт позволяет предполагать, что отношение к дефектам на украшениях в древности существенно отличалось. Кроме того, в распоряжение исследователей иногда попадают клады ювелиров, содержащие вещи, подготовленные для переплавки и имеющие различные виды брака.
Самые частые дефекты связаны с процессом литья, т. к. он является наиболее сложно контролируемым этапом производства. При этом важно соблюдать множество технологических аспектов: контролировать температуру металла и его состав, следить за прогревом формы и пр. Однако дефекты могут возникать
-
1 Статья подготовлена при финансовой поддержке РФФИ, проект № 18-09-40093.
и на более раннем этапе – при создании восковой модели или уже при последующей обработке изделия. Украшения, для которых литье не являлось формообразующим, тоже иногда имеют брак. Однако они чаще всего связаны с другими нарушениями производства.
Целью работы было провести анализ типов брака и дефектов, встречающихся на вещах круга варварских выемчатых эмалей, проанализировать причины их возникновения на основе современных сведений и данных реконструкции. После этого сгруппировать и структурировать наиболее часто встречаемые типы брака и выявить варианты дефектов, которые считались допустимыми для дальнейшей эксплуатации украшения.
Для исследования были выбраны вещи, относящиеся к изделиям круга варварских эмалей. Такой выбор был обусловлен несколькими причинами. Во-первых, за последние годы значительно увеличилось количество находок, к которым стали применять разносторонние способы анализа. Введение в научный оборот сведений о технологических особенностях и составах металла дает возможность составить статистику имеющихся дефектов и проанализировать причины их возникновения. Начало комплексному подходу в исследовании украшений круга варварских эмалей было положено А. Битнер-Врублевской и Т. Ставярской ( Bitner-Wróblewska, Stawiarska , 2009). Далее он успешно применялся в целой серии работ: публикация Брянского клада (Брянский клад…, 2018), статьи в соавторстве с И. А. Сапрыкиной, раздел которых был посвящен металлообработке ( Akhmedov et al ., 2014. S. 130–131; Воронятов и др ., 2020. С. 16–32; Румянцева и др ., 2021. С. 86–101), и О. С. Румянцевой, в том числе в соавторстве, изучающей технику эмалирования ( Румянцева , 2016. С. 16–29; Воронятов и др ., 2020. С. 16–32; Румянцева и др ., 2021. С. 86–101).
Во-вторых, основная масса предметов круга эмалей подверглась несильной коррозии, и на основании исследования их поверхности можно реконструировать технологические приемы и проанализировать причины возникновения некоторых дефектов.
Заметим также, что при изучении приемов металлообработки существенную пользу может оказать реконструкция процесса. В настоящее время мастерская «RUNA» занимается воссозданием предметов круга эмалей с соблюдением, насколько это возможно, технологических процессов древности. При написании статьи и анализе древних украшений были использованы некоторые результаты их работы, за что выражаю им благодарность.
В фондах Исторического музея хранится одна из самых репрезентативных коллекций вещей круга эмалей, включающая в себя в том числе и два крупных клада: Мощинский и Брянский. Эта работа является результатом исследования коллекции. Отмечу, что сохранность не всех изделий позволяет произвести их трасологический анализ.
Изучение предметов производилось с помощью визуального анализа их поверхности и макросъемки следов технических операций и инструментов. Работа выполнялась с помощью стереомикроскопа Stemi 2000C (Zeiss) в фондах отдела Археологических памятников ГИМ.
Еще одной существенной проблемой является отсутствие устоявшейся терминологической базы. Данное утверждение правомерно не только для археологии или ювелирного дела, но и для учебников по машиностроению и других отраслей промышленности, где применяется литье по выплавляемой модели. В связи с этим в данной работе были сформулированы термины на основе учебных материалов, связанных с литьем и ювелирным делом (Казанцев, Фурман, 2019; Марченков, 1992; Селиванкин и др., 1978; и пр.). Кроме того, т. к. многие варианты брака встречаются при работе как с цветным, так и с черным металлом, для описания и группировки дефектов отливок были использованы термины и определения основных понятий дефектов отливок из чугуна и стали, приведенные в ГОСТ 19200-80.
Все варианты брака условно можно разделить на несколько основных групп: дефекты восковой модели, литейный брак, брак, возникающий при обработке давлением литой заготовки, и наименее существенные – недостатки, возникшие при последующей обработке, в первую очередь при нанесении декора и орнаментов.
Наиболее сложно фиксирующиеся дефекты – это недоработки в восковой модели . В настоящее время ювелиры при создании моделей используют несколько типов полимерных смесей с воском. Для разных работ берется соответствующий тип воска, более прочный или пластичный. В древности мастерам был доступен только пчелиный воск, который, вероятно, смешивали с другими органическими материалами ( Минасян , 2014. С. 74), т. к. температура размягчения у него близка к температуре тела человека. При продолжительной работе натуральный воск не может сохранять достаточную жесткость. Наиболее вероятной добавкой к пчелиному воску в лесной зоне Восточной Европы могла быть канифоль (твердая составная часть смолы хвойных деревьев), способная изменять его технические характеристики. При значительном проценте добавления ее в воск он мог стать хрупким и начать крошиться от внешнего воздействия.
Дефекты на восковых моделях – это редкое явление. Ювелир при производстве пытался сделать ее максимально качественно, т. к. в дальнейшем все недоработки перейдут на металл, и понадобится намного больше усилий для их устранения, а некоторые изъяны невозможно будет устранить. Несмотря на это, на предметах удалось проследить некоторые виды брака, которые можно связать именно с небрежностью в производстве восковой модели.
Наиболее отчетливым является брак на треугольной фибуле из Черниговской губ. (коллекция В. В. Хвойко) (ГИМ 44202/1, оп. Б1258/1) (рис. 1: 1 ) ( Корзухина , 1978. С. 71. Табл. 5.8, Биркина , 2022. С. 207–220). Детали фибулы искривлены, а сквозные отверстия имеют неровные края. Ювелир нарушил один из этапов технологического процесса, наиболее вероятно, в момент работы с воском. Если была выбрана слишком пластичная смесь, то она могла легко подвергнуться деформации при любом внешнем воздействии. Несмотря на это, в фибулу была добавлена эмаль, и изделие эксплуатировалось.
Свойствами модельной смеси может быть объяснена и кривизна внутренних перегородок в гнездах для эмали (эмаль на этом изделии не зафиксирована) на подковообразной фибуле с Дьякова городища (ГИМ 93991/376, оп. Б 600/376) (рис. 1: 2 ) ( Кренке , 2011. С. 16, 292. Цв. вкл. 19.2). В свою очередь, четкие формы изделия и ровные линии отверстий и выемок могут говорить о точно выверенной рецептуре смеси, позволявшей обеспечить необходимую пластичность и твердость.

Рис. 1. Дефекты восковой модели и браки, возникающие при обработке давлением литой заготовки
1 – искривление формы восковой модели; 2 – искривление формы перегородок в гнездах для эмали; 3 – расслоение; 4 – разрывы
Заметим, что для некоторых украшений восковые модели были сделаны на очень высоком уровне. Соблюдалась четкая геометрия линий, а в ряде случаев применялись передовые приемы экономии металла. Для этого с обратной стороны модели удалялся лишний воск в тех местах, где это было возможно технологически и стилистически.
Как уже было отмечено выше, наиболее очевидные дефекты связаны с литейным производством . В литературе применяются разные способы группировки вариантов брака, чаще всего базирующиеся на видах их проявления,
-
т. е. поверхностные, внутренние и т. д. В данной работе приводится группировка дефектов на основании причин, характера и механизма их образования. Такой подход был приведен в публикации Казанцева С. П. и Фурмана Е. Л. ( Казанцев, Фурман , 2019. С. 23–24). Авторы выделили пять групп дефектов: дефекты несоответствия отливки по геометрии; дефекты газового характера ; дефекты усадочного характера ; металлические и неметаллические включения ; дефекты поверхности отливки, связанные с физико-химическими, тепловыми и механическими процессами формирования модели, формы и отливки.
Из дефектов первой группы на изделиях круга эмалей зафиксированы следующие виды брака: недолив (рис. 2: 1 ); неслитина (рис. 2: 2 ). Такого брака, относящегося к этой группе и встречающегося в литейном производстве, как спай, зафиксировано не было. Однако нельзя говорить о том, что его не возникало у древних мастеров.
Возникновение этих типов брака связано с рядом технологических нарушений. Можно отметить следующие причины их образования: несоблюдение температуры расплава или формы, нерациональная форма модели или ошибка в подведении литниковой системы.
Дефекты первой группы встречаются на некоторых изделиях из Брянского клада. На подвесках и звеньях цепи типа Борзны из Брянского клада (ГИМ114285, оп. Б 2111/11–15) (рис. 2: 1 ) (Брянский клад…, 2018. С. 509. Табл. XVII) фиксируется недолив . Это дефект, возникающий из-за неполного заполнения формы при заливке металла, вследствие чего отливка имеет незаконченную форму.
Заметим, что это не повлияло на их эксплуатацию в дальнейшем, в гнезда была помещена эмаль, произведена постлитейная обработка, поверхность покрыта лужением, после чего подвески и звенья были собраны в единое украшение. На основании трасологического анализа элементов цепи можно говорить о том, что она продолжительное время использовалась. На поверхности отмечены следы бытовой полировки.
Неслитина – брак в форме сквозного отверстия или щели из-за неслияния потоков металла. Она отмечена на луннице из Брянского клада (ГИМ 114285, оп. Б 2111/11) (Там же), на обратной стороне украшения, в районе гнезда с эмалью. О том, что это не утрата или механическое повреждение готового изделия, можно судить на основании поведения металла в этой части: наплывы, неострые заоваленные края и пр. Такой дефект также отмечен на подковообразной фибуле с Дьякова городища (ГИМ 93991/376, оп. Б 600/376) ( Кренке , 2011. С. 16, 292. Цв. вкл. 19.2), на фрагменте треугольной фибулы из собрания Хвойко (Киевская губ., Каневский уезд) (ГИМ 44202/14, оп. Б 1257/14) (рис. 2: 2 ) ( Биркина , 2022. С. 207–220).
Стоит заметить, что неслитины и недоливы не всегда можно четко зафиксировать из-за сохранности предмета. В силу процессов формирования данного вида брака металл в этом месте очень тонкий и легко подвергается коррозионным процессам. Вследствие этого самый край в месте формирования дефекта может быть утрачен или деформирован, что затруднит или сделает невозможным анализ.
Следующая группа дефектов – дефекты газового характера. Среди вариантов брака, встреченных на предметах круга эмалей, сюда могут быть отнесены
1 на; 5
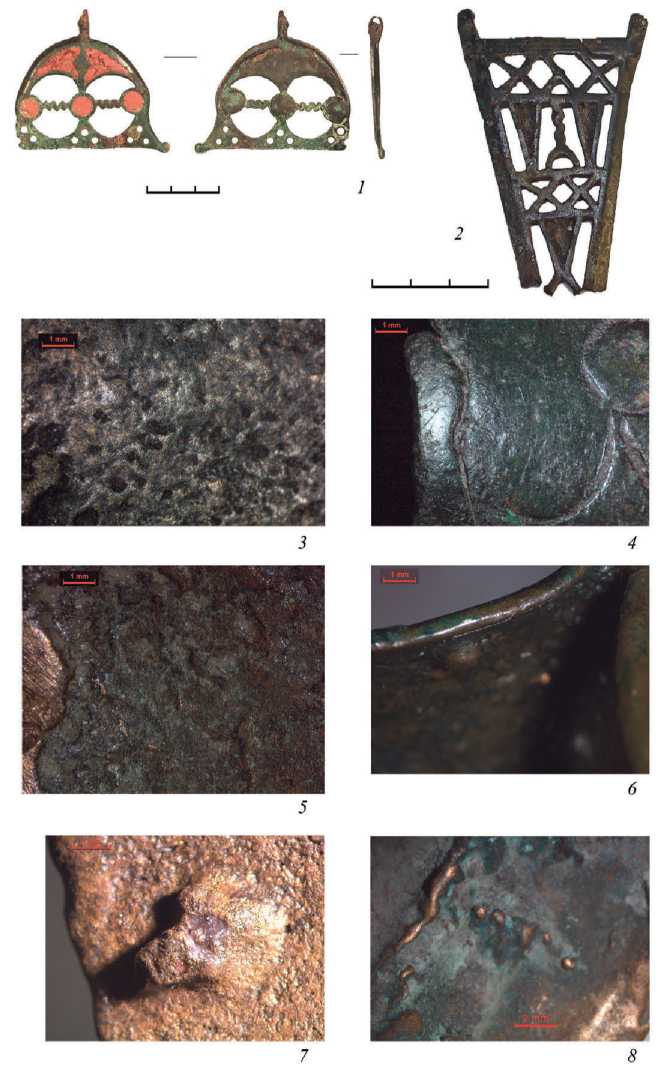
Рис. 2. Литейные браки недолив; 2 – неслитина; 3 – газовая раковина; газовая пористость; 4 – горячая трещи-усадочные дефекты; 6 – королек; 7 – пробой; 8 – залив и наросты
следующие: газовая раковина; газовая пористость; газовая шероховатость (рис. 2: 3 ). Это близкие по своей природе явления, связанные с попаданием газовых пузырей в расплавленный металл, однако выделяют различные причины их появления. Все газовые дефекты – это полости, имеющие ровную поверхность и округлую или сферическую форму. Они могут располагаться как на поверхности изделия, так и под слоем металла и проявляться при последующей обработке ( Минасян , 2014. С. 75).
Причины газообразования, а следовательно, и возникновения брака этой группы могут быть разными. Главным источником этих дефектов следует считать плохую газопроницаемость формы. Не менее важное обстоятельство – нарушение процесса выплавления модельного состава из формы и неполное его удаление. Следующим не менее важным фактором считается отсутствие влаги в литейной форме. Кроме того, среди причин могут быть названы: излишний перегрев расплава; неправильная скорость заливки (слишком медленная или слишком быстрая); нерациональная форма отливки или литниковой системы ( Селиванкин и др ., 1978. С. 72; Урвачев и др ., 1991. С. 145–146).
Дефекты второй группы фиксируются практически на всех предметах круга эмалей, однако последующая постлитейная обработка лицевой стороны изделия и бытовая полировка внутренней стороны украшения в значительной степени уменьшают их размеры и заметность. Перед началом использования вещи внешняя сторона сильно дорабатывалась полировкой и шлифовкой, из-за чего дефекты газового характера на ней практически незаметны. Данная категория брака также не играла роли для последующей эксплуатации предмета.
Следующая категория брака - дефекты усадочного характера: горячая/хо-лодная трещина ; усадочная раковина ; усадочная пористость/рыхлота .
Трещины (рис. 2: 4 ) появляются на предмете из-за возникновения напряжения в металле на разных этапах его затвердевания. Горячие трещины появляются до момента остывания металла, их вызывает напряжение, возникающее по границе кристаллов. Внутренняя поверхность таких дефектов неровная окисленная, иногда со следами дендритов. Холодные трещины, в свою очередь, образуются в твердом металле, они имеют небольшие размеры и прямолинейную форму, это вызвано тем, что разрушение проходит непосредственно по зернам.
Причинами возникновения трещин являются: нерациональная форма отливки или литниковой системы; высокая температура расплава и наличие вредных примесей в металле.
Трещины являются редким дефектом на вещах круга эмалей, возможно, это связано с процедурами шлифовки и полировки, применявшимися к отлитым украшениям, которые удаляли не особо глубокие недостатки. Также можно предположить, что при возникновении глубоких и крупных трещин вещи отправлялись на переплавку. Тем не менее среди всех исследованных предметов отмечен один имеющий такой брак. Горячая трещина зафиксирована на браслете из Брянского клада (ГИМ 114285/95, оп. Б 2111/95) (Брянский клад…, 2018. С. 523. Табл. XXXI).
Усадочные раковины, пористости и рыхлости, по сути, являются одним и тем же видом брака на разной стадии его развития. Чаще всего они проявляются в наиболее массивных местах отливки, которые затвердевают в последнюю очередь.
В отличие от газовых раковин и пористости они имеют неровную поверхность. Основные причины возникновения брака, связанного с усадкой: нетехнологичная конструкция или неверное подведение литниковой системы; нарушение температурного соотношения прогрева опок и металла ( Селиванкин и др ., 1978. С. 72 ) .
Усадочные дефекты встречаются на большинстве изделий (рис. 2: 5 ), вероятно, это обусловлено массивностью украшений и частым использованием такого элемента декора, как перпендикулярно отстоящие «гребни».
Следующая группа – металлические и неметаллические засоры. Неметаллические включения: песчаная раковина и шлаковая раковина . Это полости с включениями песка и шлака соответственно. В проанализированной коллекции они не зафиксированы. Это может быть обусловлено несколькими причинами. Во-первых, такие типы брака могли не допускаться или вещи сразу отправлялись на переплавку. Такой вариант кажется наименее реальным, особенно если речь идет о некрупных раковинах с внутренней стороны. Во-вторых, после обработки, эксплуатации и пребывании в земле, а иногда и после реставрации невозможно уверено идентифицировать такой вид брака.
К металлическим включениям относятся корольки (рис. 2: 6 ), которые иногда называют корнерами. Королек – это металл, застывший отдельно и не сплавившийся с отливкой, образовавшийся из-за разбрызгивания металла внутри формы. Они имеют шарообразную форму. В отношении причин появления такого дефекта мнения литейщиков расходятся. Среди факторов, способных привести к образованию корольков, называют следующие: прерывание струи металла при заливке и некачественная формовка ( Там же); появление пузырьков воздуха на восковой модели ( Сидельников и др. , 2008. С. 25). Также современные ювелиры отмечают, что корольки могут образовываться из-за наличия жировых налетов на поверхности восковой модели.
Корольки также часто встречаются на внутренней стороне предметов круга эмалей, с лицевой стороны они были удалены при механической обработке изделия.
Последняя группа литейного брака – дефекты поверхности отливки, связанные с физико-химическими, тепловыми и механическими процессами формирования модели, формы и отливки. В этой группе выделяются следующие варианты брака: шероховатость поверхности/пробой ; просечка/залив ; нарост.
Пробой (рис. 2: 7 ) – часто встречаемый дефект в виде легкой шероховатости и пористости. Сейчас на основании технических условий устанавливаются допустимые его значения на изделии. Кроме того, поверхностная шероховатость легко устраняется при последующей шлифовке украшений. Причинами возникновения этого вида брака являются: плохая обработка поверхности восковой модели, газообразование при литье и нарушение термических требований к опоке.
Просечки, заливы и наросты (рис. 2: 8 ) появляются из-за внутренних повреждений опок, возникновения трещин и сколов, в которые и заливается расплавленный металл. Выглядят они как выступы и прожилки на поверхности изделия. Причинами являются, например, несоблюдение требований к температуре опоки и/или металла, плохая просушка формы или неправильный подбор состава формовочной массы.
На изделиях круга эмалей нечасто фиксируется присутствие нарушений этой группы. Однако заметим, что причины их возникновения упоминались при описании более серьезных дефектов, которые отмечены на исследованных украшениях. Вероятно, что такой брак появлялся на вещах, но нивелировался при постлитейной обработке и в ходе эксплуатации.
На основании проделанного анализа выделяются несколько основных нарушений технологического процесса, которые могли приводить к формированию описанных выше дефектов. Во-первых, это несоблюдение технических требований при оснащении восковых моделей литниками и литниковыми системами или нетехнологичная конструкция восковой модели. Вторым нарушением является несоблюдение технических требований к чистоте расплава или попадание в него мусора при литье. С учетом того, что в древности для литья чаще использовались переплавленные украшения, а используемые материалы, вероятно, не подвергались очистке, этот вид нарушений мог играть существенную роль при формировании дефектов. Третьей причиной возникновения брака является неправильно выбранный температурный режим нагрева металла и/или опоки при литье. Последний фактор наиболее часто встречается при образовании различных дефектов и представляется достаточно существенным для древнего литья. Сейчас ювелирам доступно оборудование, которое может равномерно нагревать формы и металл и поддерживать необходимую температуру расплава. В древности мастеру приходилось полагаться только на изменения свойств металла в ходе его нагрева.
Остальные причины не встречались так часто, и они, вероятно, являются единичными ошибками литейщиков, что, однако, не повлияло на дальнейшее использование украшений.
Не менее значимой группой брака являются дефекты, возникающие при обработке давлением литой заготовки . Среди них выделяются расслоения и разрывы. Расслоение, в свою очередь, может быть как следствием ошибок, допущенных мастером непосредственно при холодной обработке изделия, так и при литейных процессах. Разрывы характерны только для холодной обработки металла.
Расслоения (рис. 1: 3 ) чаще всего фиксируются на изделиях из проволоки, например пронизях. На основании трасологического анализа было определено, что проволока создавалась без использования волочильной доски, а обычной ковкой ( Биркина , 2020. С. 254).
Есть две основные причины возникновения такого дефекта. Первая уже была упомянута выше и связана с литейным браком, если точнее, то с образованием одного из видов пористости (газовая, усадочная) в теле литой заготовки. При отковке изделия с внутренними порами металл может лопнуть и расслоиться. Вторая причина появления такого дефекта – это нарушение процесса отжига при ковке проволоки (Там же).
Среди предметов, на которых отмечены расслоения, можно назвать спиральные пронизи из Брянского и Мощинского кладов, а также спиральный браслет из Брянского клада (ГИМ 114285 оп. Б 2111/69, оп. Б 2111/59, оп. Б 2111/66, оп. Б 2111/53) (Брянский клад…, 2018. С. 515. Табл. XXIII; С. 528. Табл. XXXVI) (ГИМ 25778, оп. Б 549/323/4,7).
Разрывы (рис. 1: 4 ) – очень редкий вид брака и зафиксирован он только на одном изделии. Причина возникновения – нарушение, а вероятнее всего, ошибка ювелира в процессе орнаментации. Отмеченный дефект зафиксирован на трапециевидной привеске ( Биркина , 2020. С. 250. Рис. 1: 2 ) из Мощинского клада. Причины появления этого брака можно реконструировать следующим образом: при декорировании выпукло-вогнутым орнаментом мастер должен был нанести удар фигурным чеканом по поверхности изделия, для этого под пластину подкладывали специальную подушечку, которая позволяла металлу свободно деформироваться (Там же. С. 55). В данном случае под украшением отсутствовала такая подкладная опора, вероятно, по недосмотру ювелира. В результате этого удар пришелся по жесткой наковальне, что и послужило причиной разрыва металла украшения. Несмотря на это, подвеска использовалась в уборе, а не была переплавлена.
Последняя категория – дефекты при нанесении декора и орнаментов. Среди них можно выделить следующие типы: нечеткий след орнамента; смазанный орнамент; дублированные следы орнамента.
Нечеткий след орнамента (рис. 3: 1 ) обычно связан с тем, что мастер неверно рассчитал силу нанесения удара или некорректно подобрал угол, под которым располагалось украшение относительно инструмента. Обычно такой брак встречается при нанесении чеканного орнамента, гравированный орнамент из-за технологии его нанесения не может иметь такого дефекта. Если на украшениях замечены нечеткие линии, похожие на гравировку, то, вероятнее всего, это следы разметки для дальнейшего нанесения орнамента (рис. 3: 2 ). Нечеткие следы декора встречаются на некоторых изделиях круга эмалей. Они, вероятно, также не влияли на дальнейшую эксплуатацию украшения. В качестве примера можно привести орнамент на венчиках из Брянского клада (ГИМ 114285 оп. Б 2111/171, оп. Б 2111/172, оп. Б 2111/173) (Брянский клад…, 2018. С. 493. Табл. I).
Смазанный орнамент (рис. 3: 3 ) тоже характерен именно для чеканных орнаментов и, как и предыдущий тип дефекта, связан с неверно подобранной силой удара или углом установки инструмента на поверхность украшения. Этот вид брака тоже нередок в декоре вещей круга варварских эмалей. Такой дефект встречен на украшениях из Брянского клада (ГИМ 114285 оп. Б 2111/96, оп. Б 2111/97) (Там же. С. 516. Табл. XXIV; С. 519. Табл. XXVII) и Мощинского клада (ГИМ 25778 оп. Б 549/316, оп. Б 549/311) (Там же. С. 544. Табл. LII; С. 545. Табл. LIII).
Дублированные следы (рис. 3: 4, 5, 6 ) орнамента и небрежное нанесение относятся к самому частому типу брака, встречающемуся при нанесении декора. Связан он с ошибками ювелира, который либо не смог точно разметить границу, либо допустил одну из описанных выше ошибок и решил сделать след более четким и заметным. Этот вид дефекта встречается как при нанесении гравировки, так и при нанесении чеканного орнамента. Примером может служить гравированный орнамент на браслетах и венчиках из Мощинского клада (ГИМ 25778 оп. Б 549/287, ГИМ 25778 оп. Б 549/271) и Брянского клада (ГИМ 114285 оп. Б 2111/96, оп. Б 2111/97, оп. Б 2111/171) (Там же. С. 516. Табл. XXIV; С. 519. Табл. XXVII; С. 493. Табл. I).

Рис. 3. Дефекты орнаментации
1 – нечеткий след от орнамента; 2 – следы разметки; 3 – смазанный орнамент; 4–6 – дублированные следы
На основании проделанного исследования можно сделать вывод о том, что большинство изделий круга варварских эмалей имеет различные дефекты. Брак восковых моделей фиксируется редко, это может быть связано с тем, что мастер ответственно подходил к обработке восковки. Другой причиной может быть легкость в обработке материала и возможность переделать бракованное изделие. Также причиной может быть качественная постлитейная обработка, которая убирала все недочеты. Еще один вариант – использование других легко-обрабатываемых материалов, которые не так легко деформировались, как воск ( Филипова, Хайченко , 2016. С. 21).
Большинство дефектов связано с этапом литья. На основании анализа можно предполагать, что наиболее частыми ошибками при литье были: несоблюдение температуры расплава или нагрева опоки, загрязненность металла и нерациональность восковой модели и/или литниковой системы. С учетом всех исследованных типов брака можно судить о том, что большинство из них не были критичными ни для ювелиров, ни для людей, носивших эти украшения. Даже вещи с такими дефектами, как недолив и неслитина, если они занимают незначительную площадь, не отправлялись в переплавку. Однако трещины, вероятно, были недопустимы, т. к. влияли на прочность предмета и повышали шанс слома и разрушения украшения. Различные раковины (газовые, усадочные) тоже могли усиливать хрупкость украшения, но в связи с тем, что они часто располагались внутри отливки, о них могли даже не подозревать. С лицевой поверхности дефекты старательно убирались механически, большинство следов в настоящее время снивелировано и практически неразличимо на поверхности.
Дефекты при нанесении декора наименее критичные и встречаются почти на всех орнаментированных украшениях. Возможно, это связано с тем, что после всех этапов работы мастер не хотел уничтожать вещь, т. к. процесс ее создания был весьма трудоемким. Таким образом, можно предполагать, что в древности такие ошибки вообще не считались браком или были некритичны для потребителя.
Однако заметим, что чем более аккуратно и технологично сделано украшение, тем меньшее количество дефектов на нем фиксируется. И это утверждение правомерно как для лицевой стороны изделия, так и для обратной. Если вещь имеет различные недостатки с внутренней стороны, то на внешней стороне они тоже присутствуют, однако из-за постлитейной обработки практически невидны. Такая доработка украшения требовала кропотливой работы по полировке и шлифовке.
На основании этого можно предполагать, что мастера, изготавливавшие вещи круга восточноевропейских эмалей, вероятно, имели разный уровень подготовки и рабочие навыки. Однако даже украшения, выполненные не на высоком уровне и имеющие разные дефекты, поступали к потребителю. Таким образом, можно говорить, что и для ювелиров, и для населения большинство недостатков было некритично. Вероятно, важнее был сам факт наличия статусной вещи.
Список литературы Дефекты и типы брака на ювелирных изделиях на примере предметов круга варварских эмалей
- Биркина Н. А., 2020. Некоторые аспекты технологии изготовления вещей из Брянского и Мощинского кладов // КСИА. Вып. 260. С. 247–262.
- Биркина Н. А., 2022. Предметы круга варварских эмалей из собрания В. В. Хвойко в фондах ГИМ // КСИА. Вып. 267. С. 207–220.
- Брянский клад украшений с выемчатой эмалью восточноевропейского стиля (III в. н. э.) / Ред. А. М. Обломский. М.: ИА РАН, 2018. 562 с. (РСМ; вып. 18.)
- Воронятов С. В., Румянцева О. С., Сапрыкина И. А., 2020. Предметы убора с выемчатыми эмалями в собрании Государственного Эрмитажа: археологический анализ // РА. № 3. С. 16–32.
- ГОСТ 19200-80. Отливки из чугуна и стали. Термины и определения дефектов: введен Постановлением Государственного комитета СССР по стандартам от 27 июня 1980 г. № 3143. М.: Гос. комитет СССР по стандартам, 1980. 12 с.
- Казанцев П. С., Фурман Е. Л., 2019. Дефекты отливок при литье по выплавляемым моделям [Электронный ресурс] // Уральский федеральный университет. URL: https://study.urfu.ru/Aid/Publication/13842/1/1229_Казанцев.pdf (дата обращения: 25.08.2022).
- Корзухина Г. Ф., 1978. Предметы убора с выемчатыми эмалями V − первой половины VI в. н. э. в Среднем Поднепровье. Л.: Наука. 123 с. (САИ; вып. Е1-43.)
- Кренке Н. А., 2011. Дьяково городище: культура населения бассейна Москвы-реки в I тыс. до н. э. – I тыс. н. э. М.: ИА РАН. 548 с.
- Марченков В. И., 1992. Ювелирное дело: практ. пособие. 3-е изд., перераб. и доп. М.: Высшая школа. 256 с.
- Минасян Р. С., 2014. Металлообработка в древности и Средневековье. СПб.: Изд-во ГЭ. 472 с.
- Румянцева О. С., 2016. Украшения с полихромными эмалями из Брянского клада: техника изготовления и «авторство» // РА. № 4. С. 16–29.
- Румянцева О. С., Сапрыкина И. А., Воронятов С. В., Трифонов А. А., Ханин Д. А., 2021. Химико-технологический анализ предметов убора с выемчатыми эмалями из собрания Государственного Эрмитажа // РА. № 1. С. 86–101.
- Селиванкин С. А., Власов И. И., Гутов Л. А., Никитин М. К., Кондаков Е. Н., Лифшиц В. Б., Обухова И. Б., 1978. Технология ювелирного производства. Л.: Машиностроение. 320 с.
- Сидельников С. Б., Беляев С. В., Усков И. В., Бер В. И., Гоголь И. С., Лопатина Е. С., Рудницкий Э. А., Соколов Р. Е., Пещанский А. С., 2008. Технология производства ювелирных изделий: лабораторный практикум. Красноярск: Сибирский федер. ун-т. 52 с.
- Урвачев В. П., Кочетков В. В., Горина Н. Б., 1991. Ювелирное и художественное литье по выплавляемым моделям сплавов меди. Челябинск: Металлургия. 168 с.
- Филипова И. А., Хайченко В. Е., 2016. Технологические основы декоративной обработки и художественного литья металлов: учеб. пособие. Калуга: Калужский филиал Московского гос. техн. ун-та им. Н. Э. Баумана. 48 с.
- Akhmedov I. R., Rodinkova V. E., Saprykina I. A., 2014. The «belt» from Krasny Bor in the collection of the State Historical Museum, Moscow // Wiadomosci Archeologiczne. LXV. Warszawa. S. 125–133.
- Bitner-Wroblewska A., Stawiarska T., 2009. Badania technologiczne wschodnioeuropejskich zabytkow zdobionych emalią // Bałtowie i ich sąsiedzi. Marian Kaczyński in memoriam / Eds.: A. Bitner-Wroblewska, G. Iwanowska. Warszawa: Państwowe Muzeum Archeologiczne. S. 303–352.
