Физические аспекты низкотемпературной пайки галлиевыми припоями

Автор: Чуларис Александр Александрович, Михайлова Марина Михайловна, Чумаченко Галина Викторовна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 2 (45) т.10, 2010 года.
Бесплатный доступ
Выполнен анализ путей активации процессов растворения и диффузии при взаимодействии расплава с твердым веществом. Получена зависимость концентрации растворенного в расплаве вещества от температуры, времени, площади контакта расплава и твердого вещества, кинематической вязкости и объема расплава.
Пайка, галлиевые пасты-припои, алюминий
Короткий адрес: https://sciup.org/14249340
IDR: 14249340 | УДК: 621.791:532.264:669.71
Physical aspects of low temperature soldering with Ga-solders
Analysis of activation of solution and diffusion processes under the interaction between melt and solid is used. Dependence of the original material concentration on temperature, time, melt and solid area of contact, viscosity and melt volume is derived.
Текст научной статьи Физические аспекты низкотемпературной пайки галлиевыми припоями
Введение. Потребность соединения разнородных материалов с разной физико-химической активностью по отношению к расплаву припоя приводит к необходимости использования способов пайки и материалов, обеспечивающих условия для формирования качественных соединений при температурах пониженного химического сродства к активным средам (воздух, азот, кислород, углекислый газ), а также заведомо более низких по сравнению с температурой пайки предшествующих элементов. При этом температура распайки соединения должна быть высокой.
Анализ процессов формирования паяного шва. Определяющей стадией процесса пайки, исходя из трехстадийности процесса образования соединения [1, 2], является температура начала смачивания припоем поверхности паяемых элементов, так как при этом формируется физический контакт твердое - жидкое. В результате на поверхности твердого материала устраняются сорбированные газы, пары влаги и другие низкоконденсированные компоненты, препятствующие взаимодействию поверхностных атомов твердых материалов с расплавом.
На второй стадии активации происходит квантование электронных оболочек с образованием одного из видов химической связи: металлической нескомпенсированной (ненасыщенной) или ковалентной (парной) скомпенсированной электронной связи. В некоторых случаях могут образовываться промежуточные ионные связи.
С другой стороны, на этой же стадии с очень небольшим опозданием зарождаются первые признаки объемного взаимодействия, и начинается заключительная третья стадия образования соединения. Среди этих процессов наиболее ответственными являются, прежде всего, процессы взаимной диффузии атомов жидкого и твердого материалов.
По мере накопления дефектов и изменения межфазного натяжения на границе твердое тело - жидкость (расплав припоя) в системах с эвтектическим и перитектическим характером металлического взаимодействия могут получить развитие процессы диспергирования твердого материала в расплаве.
Учитывая реальную дефектность поликристаллических материалов, особенности строения их поверхностного слоя протяженностью 20…200 мкм, где плотность вакансий колеблется от 0,01 до 0,1%, а плотность дислокаций может достигать 1011…1013 см/см3, следует ожидать существенной неоднородности скоростей протекания массопереноса путем диффузионного обмена и растворения поверхностного слоя твердых материалов в расплаве. Экспериментально на монокристаллах кремния с разной степенью деформации поверхностного слоя установлено, что началом не только диффузионного обмена, но и растворения являются места скоплений дефектов кристаллического строения. Об этом свидетельствует повышенная плотность ямок травления в местах выхода дислокаций.
С увеличением температуры и длительности процесса пайки эти зоны разрастаются, вызывая фронтальный характер продвижения границ расплавления. В поликристаллических материалах наиболее дефектными местами являются границы зерен, где и наблюдается опережающее распространение фронта растворения по сравнению с центральной частью тела зерна (кристаллита).
Оценка кинетических факторов процесса пайки. Оценивая кинетические факторы процессов диффузионного обмена и растворения, отмечаем, что вблизи температуры плавления максимальная величина коэффициента диффузии в твердом металле может достигать величины 1 - 10 -8 см2/с, в то время как при диффузии в расплав средний коэффициент диффузии составляет 3 - 10-5 см2/с. Это почти на три порядка выше.
Процессы растворения твердых металлов в жидких можно охарактеризовать константой скорости растворения, величина которой колеблется в пределах (0,6.. .2,5) - 104 см/с. Близость величин коэффициентов диффузии и констант растворения говорит о том, что процесс растворения идет с не поатомным переходом твердого вещества в расплав, а отдельными кластерами, размер которых на порядок превышает размеры элементарной ячейки кристаллической решетки. Укрупненные оценки [3] дают количество атомов в таких кластерах около 1000 шт.
В соответствии с законом Нернста-Щукарева qp = кр (Сн - С)5 (1)
количество вещества qр, растворимого в единицу времени, пропорционально разности концен траций AС = Сн - Ci (Сн - начальная концентрация вещества в растворе, С - концентрация ве- щества в растворе в текущий момент времени), площади контакта S твердого металла с расплавом и константе скорости растворения kр.
В то же время количество qр растворенного вещества в единицу времени в массовом выражении есть произведение объема расплава Vж на концентрацию растворенного металла q„ = v^ рж
dCi dt
Приравняв правые части приведенных уравнений (1), (2), получим:
кр ( Сн - С ) 5 = Vd .
р н i ж dt
Математические преобразования дают возможность оценить изменение текущей концентрации растворенного вещества в единицу времени:
C i = С н (1 - exp( к р V t )) .
Зависимость (4) позволяет наметить пути воздействия на процесс растворения в направлении получения определенной концентрации С i растворенного металла в расплаве, учитывая, что k р (табл.1) изменяется в сравнительно узких пределах при аппроксимации на одинаковую температуру процесса.
Таблица 1
Величины константы скорости растворения [4]
|
Система твердый металл – жидкий металл |
Температура, 0С |
Константа скорости растворения k р , 10-4, см/с |
|
Сu – Bi |
360 |
1,6 |
|
410 |
2,2 |
|
|
Cu - Pb |
410 |
0,55 |
|
460 |
0,81 |
|
|
Cu – Sn |
300 |
0,9 |
|
Al – Bi |
500 |
5,0 |
|
Al – (Al – Si) |
600 |
1,7 |
Если принять, что константа скорости растворения kр
Dж δ ж
пропорциональна коэффициенту диффузии D ж атомов твердого металла в расплаве припоя и обратно пропорциональна толщине δ ж граничного слоя расплава, который блокирует полное растворение металла в расплаве, то с учетом температурной зависимости коэффициента диффузии
D
kT
П r MeV '
где k – постоянная Больцмана, r Me - радиус атома растворяемого твердого металла, ν - кинематическая вязкость расплава, получим уравнение, подобное уравнению Нернста
C = Cn (1 - exp(--- . — t )) . (5)
πrMeν δ Vж
Анализ уравнения (5) показал, что температура, время и кинематическая вязкость расплава являются мощными каналами активации процессов растворения и диффузии. Однако повышение температуры является не всегда допустимым в силу ряда соображений, приведенных ранее, и, более того, во многих случаях требует ограничения.
Учитывая атомный характер процессов диффузии и растворения при наличии жидкой фазы, следует положиться на время процесса. В свою очередь, при определенных условиях проведения процесса пайки появляется возможность эффективного регулирования растворения увеличением площади контакта жидкости с поверхностью твердых частиц при рациональном объеме расплава. Пожалуй, наиболее инерционным фактором выступает кинематическая вязкость расплава, так как она сильно зависит от природы расплава и слабо реагирует на незначительные колебания температуры, существенно изменяясь только при значительных перегревах.
Экспериментальные исследования. Указанные факторы создания физического контакта на ранних стадиях процесса взаимодействия твердого материала с жидким расплавом, проведение процесса при пониженной температуре, увеличение площади контакта и времени изотермической выдержки – все это может быть реализовано при использовании в качестве жидкой фазы расплава Ga или его эвтектик с In , Sn , Zn , имеющих температуру плавления 30…450С при введении в расплав мелкодисперсного порошкового наполнителя. Первые практические результаты были получены при использовании порошков Cu, Ag, Au, Ni [6].
Возможность реализации обусловлена тем, что даже при температуре, не превышающей 3000С, коэффициент диффузии D и коэффициент массоотдачи k м по величине практически соответствуют среднему коэффициенту диффузии металла в расплаве (табл.2).
Таблица 2
Параметры взаимной диффузии [4]
|
Температура, 0С |
Коэффициенты взаимной диффузии, D , см2/с |
Коэффициенты массоотдачи, k м , см2/с |
||
|
Cu-Ga |
Ag-Ga |
(Cu-Ag)-Ga |
(Cu-Sn)-Ga |
|
|
50 |
0,175 ⋅ 10-6 |
1,3 ⋅ 10-6 |
0,27 ⋅ 10-4 |
1,4 ⋅ 10-5 |
|
100 |
0,615 ⋅ 10-6 |
0,32 ⋅ 10-5 |
1,31 ⋅ 10-4 |
3,5 ⋅ 10-5 |
|
150 |
1,5 ⋅ 10-6 |
0,64 ⋅ 10-5 |
0,25 ⋅ 10-3 |
9,3 ⋅ 10-5 |
|
200 |
0,33 ⋅ 10-5 |
1,44 ⋅ 10-4 |
0,49 ⋅ 10-3 |
1,75 ⋅ 10-4 |
|
250 |
0,85 ⋅ 10-5 |
0,38 ⋅ 10-3 |
1,0 ⋅ 10-3 |
3,9 ⋅ 10-4 |
Наши исследования показали, что в металлических системах, где взаимодействие описывается диаграммой состояния эвтектического или перитектического типов, антифазные границы в силу различий кристаллических решеток имеют повышенную плотность дислокаций и, как следствие, обладают повышенной диффузионной способностью и стремлением к растворению. Ука- занные факторы способствуют ускорению процесса растворения дисперсных частиц порошка- наполнителя, а на меди и алюминии
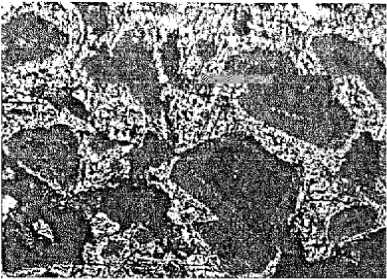
Рис.1. Растворение и диспергирование частиц наполнителя в Ga , х300
- к развитию процессов диспергирования, что наглядно про- сматривается на рис.1 и по величинам коэффициента массопереноса (см. табл.2).
Полученная интенсификация процесса растворения наполнителя в Ga-содержащих пастах [5] позволила не только снизить температуру плавления до 250…3000 С, но и за счет увеличения временных выдержек до 2…4 часов обеспечить протекание процесса диспергирования, благодаря изменению концентрации связующего твердого раствора на основе Ga (см. рис.1) и образованию интерметаллидных соединений Ga с частицами наполнителя (рис.2,а,б). Последнее не только повысило температуру распайки более чем в 2 раза, но и обеспечило рост прочности при испытаниях как на отрыв, так и на срез.
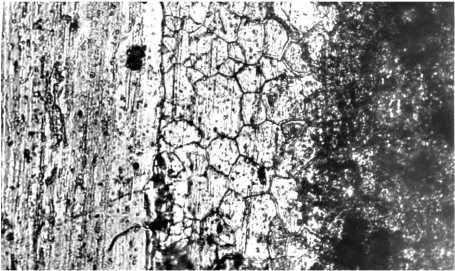
а)
Рис.2. Формирование интерметаллидов на поверхности детали (а) и границах зерен наполнителя (б), х300
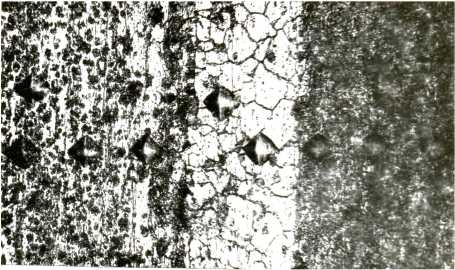
б)
Наши исследования пайки волноводных трактов СВЧ-устройств из Al и Al - сплавов дали минимальные прочностные показатели при использовании в качестве наполнителя порошка Al и прирост прочности в 1,5...2,0 раза при использовании порошков сплава Д16 (система Al- Cu-Mg) и АМц (система Al- Mn) (табл.3).
Таблица 3
Показатели прочности при использовании порошка алюминиевых сплавов [6]
|
№ |
Марка материалов образцов |
Состав припоя |
Наполнитель припоя |
Прочность на отрыв, МПа |
|
1 |
Д16+Д16 |
60% Ga – 40% наполнитель |
Д16 |
56,84 |
|
2 |
Д16+Д16 |
40% Ga – 60% наполнитель |
Д16 |
57,04 |
|
3 |
Д16+АМг2 |
60% Ga – 40% наполнитель |
Д16 |
56,35 |
|
4 |
Д16+АМг2 |
40% Ga – 60% наполнитель |
Д16 |
56,85 |
|
5 |
АМг2+ АМг2 |
60% Ga – 40% наполнитель |
АМг2 |
56,45 |
|
6 |
АМг2+ АМг2 |
40% Ga – 60% наполнитель |
АМг2 |
55,27 |
|
7 |
АМц+АМц |
60% Ga – 40% наполнитель |
АМц |
5,98 |
|
8 |
АМц+АМц |
40% Ga – 60% наполнитель |
АМц |
58,60 |
|
9 |
АМц+Д16 |
60% Ga – 40% наполнитель |
Д16 |
56,84 |
|
10 |
АМц+Д16 |
40% Ga – 60% наполнитель |
Д16 |
57,04 |
|
11 |
АД0+АД0 |
60% Ga – 40% наполнитель |
АД0 |
45,08 |
|
12 |
АД0+АД0 |
40% Ga – 60% наполнитель |
АД0 |
45,28 |
|
13 |
АД0+Д16 |
60% Ga – 40% наполнитель |
Д16 |
51,16 |
|
14 |
АД0+Д16 |
40% Ga – 60% наполнитель |
Д16 |
51,55 |
Это объясняется физико-химическими процессами, которые получают развитие при диспергировании частиц металлического наполнителя. Процесс взаимодействия твердое - жидкое (расплав припоя) на микроскопическом уровне (размеры исходных частиц наполнителя 40 ⋅ 10-6 м) в результате диспергирования частиц и распределения их на наноразмерные блоки переходит в стадию наноразмерного взаимодействия. Практическим подтверждением этого является не только измельчение металлического наполнителя, но и уменьшение реальных временных выдержек дисперсионного отверждения при невысоких температурах пайки (до 250…300оС) и рост прочности при испытаниях нахлесточных соединений из алюминия и малолегированных сплавов на его основе при снижении химической неоднородности паяных соединений.
Выводы . 1. При использовании галлиевых паст-припоев для соединения алюминия и его сплавов удалось понизить температуру пайки и уменьшить время образования физического контакта.
-
2. Применение наполнителей в галлиевых пастах-припоях позволило увеличить конструктивную прочность соединения в 1,5…2,0 раза благодаря диспергированию наполнителя в паяном шве.
Список литературы Физические аспекты низкотемпературной пайки галлиевыми припоями
- Рыкалин Н.Н. Физические и химические проблемы соединения разнородных металлов/Н.Н.Рыкалин, М.Х.Шоршоров, Ю.Л.Красулин//Изв. АНСССР. Неорганичекские материалы. -1965. -№1. -С.29-36.
- Шоршоров М.Х. О природе физико-химических явлений в сварных и паяных соединениях/М.Х. Шоршоров, Ю.Л. Красулин//Сварочное производство. -1967. -№12. -С.1-3.
- Ершов Г.С. Строение и свойства жидких и твердых металлов./Г.С.Ершов, В.А.Черняков. -М.: Металлургия, 1978. -248 с.
- Казаков В.С. Разработка галлиевых паст-припоев для низкотемпературной пайки медных и титановых сплавов с керамикой: автореф. дис…. канд. техн. наук/В.С. Казаков. -Красноярск, 2007. -23 с.
- Яценко С.П. Галлий. Взаимодействие с металлами/С.П. Яценко. -М.: Наука, 1974. -220 с.
- Гржимальский Л.Л. Галлиевые припои./Л.Л.Гржимальский. -Л.: Наука, 1974.
