Формирование внутреннего приближенного зацепления цилиндроконических передач

Автор: Лопатин Борис Александрович, Полуэктов Евгений Анатольевич, Хаустов Сергей Андреевич
Рубрика: Технология
Статья в выпуске: 11 (228), 2011 года.
Бесплатный доступ
При формировании рабочих профилей зубьев шестерни цилиндро-конической передачи внутреннего зацепления возникает технологическая проблема получения теоретически точного профиля зубьев. Это связано с необходимостью изготовления для каждой передачи долбяка с внутренними зубьями с геометрией, идентичной геометрии колеса передачи. В работе описан способ формирования приближенного профиля зубьев шестерни цилиндро-конической передачи инструментом реечного типа. Предлагаемый способ обеспечивает достаточную для практического применения степень приближения формируемой поверхности к теоретически точной.
Шестерня, зубчатое колесо, цилиндро-коническая передача, внутреннее зацепление, формообразование зубьев
Короткий адрес: https://sciup.org/147151513
IDR: 147151513 | УДК: 621.833
Formation of an approximate internal toothing for cylindrical-conic gears
There is a technological problem for cylindrical - conic toothing to get an exact cog form during gear flanks formation. That's because it's necessary to produce a shaping cutter formed just the same as a cog wheel of this toothing for each gear. In this research new principle of an approximate cog forming for cylindrical - conic toothing by productive rack is investigated. This research is sharp enough for practical use and producing toothing close enough to theoretical one.
Текст научной статьи Формирование внутреннего приближенного зацепления цилиндроконических передач
Цилиндро-конической называется зубчатая передача, в которой одно из колес по форме заготовки является цилиндрическим, а другое коническим [1]. В статье рассматривается передача с конической шестерней и цилиндрическим колесом внутреннего зацепления, изготавливаемым зубодолблением по обычной технологии. Для обеспечения линейного контакта зубьев в цилиндро-конической передаче внутреннего зацепления, согласно второму способу Оливье, производящим колесом в станочном зацеплении должно быть эвольвентное прямозубое цилиндрическое колесо, идентичное цилиндрическому колесу передачи.
Схема внутреннего цилиндро-конического зацепления с эвольвентным цилиндрическим производящим колесом показана на рис. 1. Присвоим параметрам наклонной (конической) шестерни индекс 1, а параметрам производящего колеса - индекс 2. В схеме использованы следующие правые прямоугольные системы координат: Si и S2 - подвижные, связанные с шестерней и производящим колесом; S' и S - неподвижные. Положение подвижных систем координат колес Si и S2 относительно их неподвижных систем координат S' и S в произвольный момент времени определяется углами ф1 и ф2. Система S относится к исходному звену передачи, ее осям индексы не присваиваются.
Начала координат О всех систем совмещены с точкой пересечения осей зубчатых колес, оси аппликат систем Si и S' (^ и W') - с осью шестерни, а систем S2 и S (W2 и W) - с осью производящего колеса; оси ординат подвижных систем Si и S2 (У] и У2) - лежат в плоскостях симметрии зуба шестерни и впадины зубьев колеса соответственно. Все системы координат правые.
Мгновенная ось относительного движения колес 1 и 2 является одновременно осью зацепления L (см. рис. 1), через которую проходят нормали во всех точках мгновенного контакта сопряженных поверхностей зубьев.
Боковая поверхность зубьев колеса передачи (она же производящая поверхность) представляет собой эвольвентный цилиндр. Эта поверхность (см. рис. 1) в подвижной системе координат X2y2W2, связанной с колесом, описывается уравнениями:
^2~гЬ2^п^Уу2 Wm) Vy2"cos(Vy2 VwXk У2 = r62[cos(vy2 - v62) + vy2 -sin(vy2 -уЬ2)] i W2=u,
где rb2 - радиус основного цилиндра колеса, vy2 - угол развернутости эвольвенты, \|/62 - половина угловой толщины впадины зуба на основной окружности колеса, и - аппликата торцового сечения колеса.
Угол vy2 при заданном радиусе гу2 определяется по выражению vy2 =tgarccos(-^-). (2)
ry2
Угол Vm находится по зависимости л 2-x2-tga .
^Ь2 = ---- +--- + mv а, (3)
2-z2 z2
где х2 - коэффициент смещения колеса.
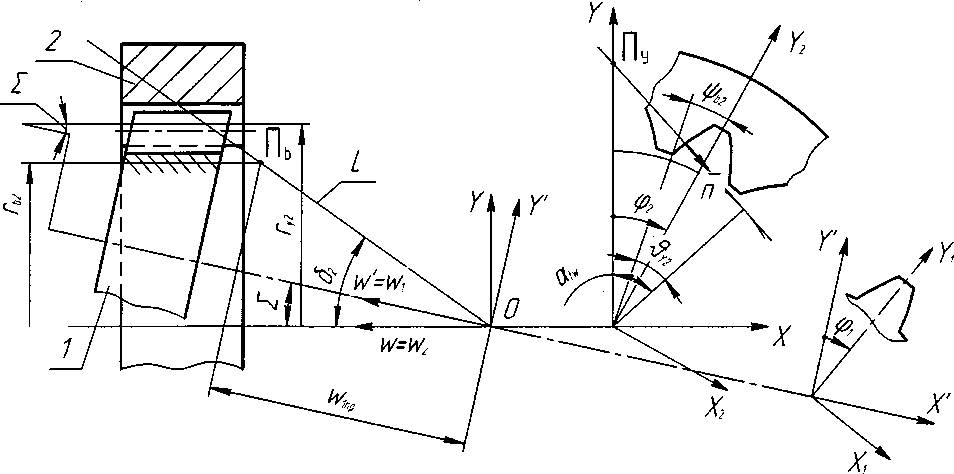
Рис. 1. Станочное зацепление производящего колеса (2) и конической шестерни (1)
Боковая поверхность зубьев шестерни является огибающей производящей поверхности и будет неэвольвентной [2]. Эта поверхность в подвижной системе координат XiKiWi, связанной с шестерней, описывается уравнениями:
%i =/^[cosq^Csina^ -v^cosa^-sinq^cosSXcosa^ + vy2 sina^^ + Msinq^sinS;
Kt = r62[sinq)1(sinah1, -Vy2cosahv)-cosq)1cos2(cosanv + vy2 sin a^J-n cosq)j sin£;
W, = rb2 sin^cosa^ + vy2sinanv) + ncosZ ; (4)
cos a^ = cos (v 2 - уи + q>,) = —;
Mtgd2
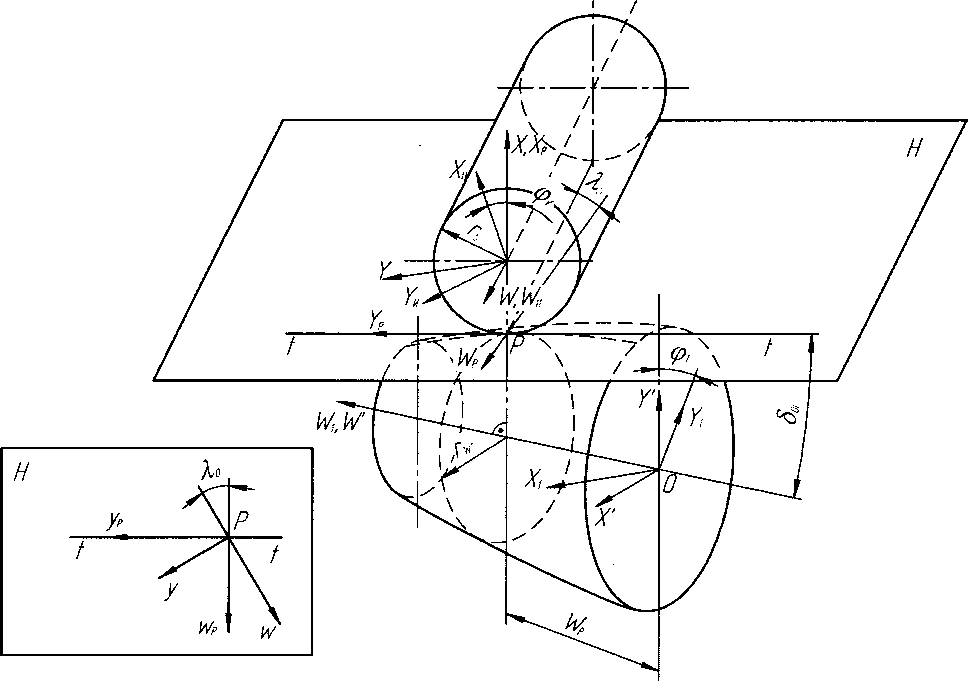
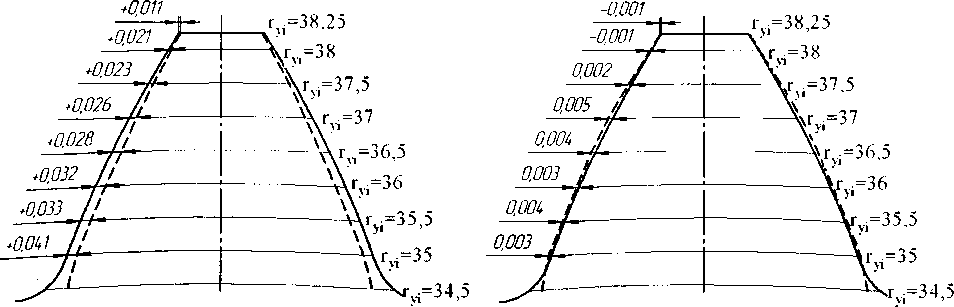
Ф1 = Ф2 h2 ’ где 2 - межосевой угол, aIW - угол зацепления в торцовом сечении колеса, Теоретически точная боковая поверхность зубьев шестерни может быть образована долбя-ком с внутренними зубьями. При этом в станочном зацеплении будет реализована геометрокинематическая схема внутреннего сопряженного цилиндро-конического зацепления. Однако ввиду сложности изготовления долбяков с внутренними зубьями такой инструмент промышленностью не выпускается. Кроме того, даже в случае создания долбяка с внутренними зубьями, осуществление способа зубодолбления неэвольвентных конических колес требует специальной оснастки станка, включающей шарнир равных угловых скоростей для связи вертикальной оси стола с осью заготовки, наклоненной под углом Е к вертикали. При этом геометрия инструмента должна быть идентична геометрии производящего колеса. Таким образом, практическое формирование теоретически точного профиля указанным способом в настоящее время невозможно. Приближенный профиль может быть получен на зуборезном оборудовании режущим инструментом реечного типа [3]. При этом способе инструмент реечного типа (фреза, шлифовальный круг) перемещается вдоль оси заготовки по определенному закону. Такое нарезание осуществляется на типовых зубофрезерных станках, имеющих следящее копирное устройство (как и при нарезании бочкообразных зубьев колес) или на станках с ЧПУ. Схема нарезания показана на рис. 2. Подбирая траекторию движения инструмента, можно получить зуб, близкий по форме точному неэвольвентному зубу колеса. Для расчета координат точек огибающей кривой воспользуемся математическим аппаратом эвольвентно-конического зацепления, разработанным В.И. Безруковым [4], принимая при расчетах угол наклона инструмента 80, переменным в каждом сечении. Коэффициент смещения инструмента в произвольном торцовом сечении шестерни в середине высоты зуба определяют из выражения , ТЕ . . ч Z xti = (— ----mv а„ + inv сс .)------ 2rcpi 2z " ^2tga(, где sti - толщина зуба в середине высоты теоретически точного профиля; а,? - торцовый угол на радиусе rcpi; z - число зубьев нарезаемой шестерни; rcpi - радиус шестерни, соответствующий середине высоты зуба. Таким образом, нарезаемую шестерню можно представить как состоящую в осевом направлении из элементарных эвольвентно-конических колес одинакового торцового модуля т, но с разным торцовым углом зацепления an и радиусом основной окружности rbi, которые определяются из следующих выражений: tg ati = tg a • cos 50/, гы = r•cos aZi . (6) Определив значение коэффициента смещения xti для разных торцовых сечений венца шестерни, путем аппроксимации получим уравнение следующего вида: xti aw2 +bw+c, (7) где a, b, с - коэффициенты, которые получены при аппроксимации; w - аппликата торцового сечения шестерни. Умножая это уравнение на модуль, получим уравнение огибающей делительной поверхности инструмента y = xti-m = (aw2 + bw + с)т. Текущее значение угла 80, между касательной к кривой, описываемой уравнением (8), и осью у (см. рис. 2) определяется по формуле 80, = -arctg(2aw, + b). Траектория движения оси фрезы - эквидистанта г огибающей делительной поверхности инструмента. Расстояние между этими кривыми равно делительному радиусу фрезы г0. По рис. 2 определим текущие координаты точек О, траектории оси фрезы: yOi = aw2 + Zw + c + r0cos80/;(10) w0/=w + r0sin80/,(11) причем ордината yOi равна текущему межосевому расстоянию ayi в станочном зацеплении. Тогда окончательно получим y0i=ayi=a'w2+b'wi+c'.(12) Коэффициенты этого уравнения находятся аналогично коэффициентам выражения (8). В предложенном способе нарезаемая поверхность зубьев шестерни получается приближенной к теоретически точной неэвольвентной поверхности описываемой уравнением (4). Для оценки отклонений нарезанного профиля от теоретически точного необходимо иметь математическое описание рабочей поверхности зубьев шестерни в процессе двухпараметрического огибания ее инструментом реечного типа, движущегося по криволинейной траектории. При выводе уравнения боковой поверхности зубьев неэвольвентной шестерни, использовался математический аппарат, разработанный Н.П. Крыловым и М.Л. Ериховым для случая двухпараметрического огибания [5]. Для получения уравнения исследуемой поверхности уравнение поверхности витков фрезы перепишем в систему, связанную с заготовкой, и полученные зависимости дополним двумя уравнениями зацепления. Параметры, используемые в расчетных зависимостях, имеют следующие обозначения (индекс 0 относится к инструменту, индекс 1 - нарезаемому колесу): т - нормальный модуль (стандартный); zo - число заходов фрезы; Ху и Х60 - углы подъема винтовой линии на делительном и основном цилиндрах; а и а( - углы профиля инструмента в нормальном и торцовых сечениях (а = 20°); р - винтовой параметр; г0 и г№ - радиусы делительного и основного цилиндров; v и и - криволинейные координаты (параметры) эвольвентной винтовой поверхности; сро (ф1) и wp - параметры огибания (угол поворота фрезы или заготовки и аппликата точки фрезы). Как было показано выше, в станочном зацеплении точка оси фрезы движется по криволинейной траектории, описываемой квадратным трехчленом (12). При этом огибающая делительной поверхности фрезы представляет собой эквидистантную к траектории оси фрезы кривую. Поверхность, образованную вращением этой кривой вокруг оси заготовки, и делительный цилиндр фрезы примем в качестве начальных поверхностей в станочном зацеплении. Взаимное расположение начальных поверхностей и применяемые системы координат показаны на рис. 3. Начальные поверхности касаются друг друга в точке Р. Общая касательная плоскость Н к ним в точке Р наклонена к оси заготовки под переменным углом 80|. Прямая t-t, касательная к образующей начальной поверхности заготовки в точке Р, лежит в плоскости Н и составляет с образующей начального цилиндра фрезы угол 90°+Ау. На рис. 3 введены следующие основные системы координат: подвижные Su и 5Ь жестко связанные соответственно с инструментом и заготовкой; неподвижная система S связана с фрезой. Вспомогательные системы Sp и S' связаны соответственно с плоскостью Н и заготовкой. Системы Su и Si ориентированы так, что отрицательная полуось Хи в сечении Yu = 0 является осью симметрии впадины фрезы, а плоскость KiWi - плоскостью симметрии зуба заготовки. Все системы координат правые. Аппликата wp точки Р в системе Si принята в качестве второго независимого параметра огибания. Радиус начальной окружности заготовки rwl в точке Р и угол 80, являются функциями параметра wp и находятся по выражениям (8; 9) при замене в них w на wp. Для преобразования систем координат в рассматриваемом станочном зацеплении воспользуемся матричным методом. Переход от системы Su к Si описывается матричным равенством П = MwM0-pMp0M0u7u =МХиги, (13) где М10.; М0,р; Мр0; МОи - матрицы перехода в соответствующих системах координат. При двухпараметрическом огибании уравнения зацепления в неподвижной системе S имеют вид ^^(^о; V№Wp)e№=0, (14) -(01 ф) —(01 Wp) где V и V - векторы скорости относительного движения соответственно при wp = const и ф = const, 7(0) - орт нормали к поверхности витка фрезы. Рис. 3. Схема станочного зацепления при нарезании неэвольвентной шестерни После рассмотрения уравнений связи параметров при wp = const, ф = const и выполнения соответствующих преобразований уравнения зацеплений приведем к следующему виду: при wp = const tg а^ = (v -1,5 л + inv а,) sin2 А60 + + r6O[(zoi +sinA0cos501)0,5sin2X60 +cos2XfcO(sin0sin5O! -cosX0 cos0cos5O()] + + (r0cos50z + rwl)(O,5sinXocos0sin2Xo -cosX0 cos2X60) r№ (cos 0 sin X№ + cos Xo sin 0 cos 50,) ’ при ф = const sin 0[ tg а^ (tg Xo tg Х60 + cos а,) - (v -1,5 л + inv а,) tg Ло tg Лй0 ] + „ COS0 + COSCL r (1 + tg 5O.)/2 _ , „ +cos 0 cos a, +------------ [r0---— ---] +1 = 0. гьо ^a Для того чтобы получить уравнение поверхности, необходимо выполнить перемножение матриц равенства (13). После преобразований получим: х, = Г cos ф, + у' sin ф[; у, =-х'8тф, +у'со8ф1; (17) ^ = (х + r0) sin 50/ + g cos 50/ + wp, где x^ysin^o + ^cosX^; у' = (х + r0)cos50|. - gsin50, + rwX; g = уcosX0 - wM sinA0; x = rг,0[cos(v + фи) + tga(ysin(v + фu)]; (18) у = r60[sin (v + ф„) - tga^ cos(v + Ф„)]; % = гьо tg ho (v -1,5я + inv a, - tg a,y); 5to = -arctg(2awp + b) ; rwl = aw2 + bwp+c. Выражения (17), (18) совместно с (15) и (16) представляют собой уравнения боковой поверхности зуба шестерни, нарезанной червячной фрезой. Полученные уравнения позволяют произвести оценку отклонения нарезаемой поверхности инструментом реечного типа и теоретически точного профиля следующим способом. Определяем абсциссу хХТ и ординату ухт точки теоретической поверхности (4), имеющей аппликату wln и расположенной на окружности радиуса гуХ. Находим координаты xln, yln, wln точки поверхности зуба неэвольвентной шестерни по уравнению (17) и радиус этой точки ryl = \^х^^х^- Оценку отклонения поверхностей производим по разности толщин зубьев, измеренных по дуге окружности радиуса гуХ, которые рассчитываем по полученным значениям координат хХп, уХп и ххт, ухт. Сравнительный анализ профилей показал, что максимальные отклонения возникают в ряде передач в крайних торцовых сечениях шестерни и составляют сотые доли миллиметра. При этих отклонениях на больших торцах получаемый профиль зуба больше теоретического, что может нарушить работу передачи из-за возникновения интерференции или кромочного контакта в зацеплении. Устранение отклонений профиля можно осуществить назначением модификации зубьев шестерни при ее нарезании [6]. Сущность модификации заключается в корректировке коэффициентов смещения исходного контура инструмента, по которым рассчитывалась траектория фрезы в тех торцовых сечениях шестерни, где наблюдаются максимальные отклонения профиля. Величина модификации для каждой передачи назначается индивидуально. На рис. 4 представлены в качестве примера отклонения профиля в крайнем торцовом сечении шестерни цилиндро-конической передачи до и после модификации (см. рис. 4, а, б). Параметры рассматриваемой передачи: модуль передачи m = 2 мм, число зубьев шестерни гх = 34, число зубьев колеса гг = 40, коэффициент смещения колеса х2 = 2,21, межосевой угол передачи L = 9°; эксцентриситет водила е = 6,3 мм. Из сравнения этих профилей видно, что назначение модификации позволяет исключить возможность кромочного контакта и интерференции зубьев в передаче. Способ нарезания зубьев конических колес был использован при проектировании и изготовлении планетарных редукторов с цилиндро-коническими зацеплениями на предприятии ФГУП «Государственный научно-производственный ракетно-космический центр «ЦСКБ-Прогресс» [7]. В качестве примера на рис. 5 представлена одна из конструкций редуктора. Такие редукторы обладают рядом положительных характеристик, в частности, их нагрузочная способность сопоставима с нагрузочной способностью волновых передач, а ресурс работы в несколько раз выше. Кроме того, они обладают свойством самоторможения, что исключает применение дополнительных тормозящих устройств и позволяют осуществлять выборку зазоров в зубчатых зацеплениях. Перечисленные достоинства планетарных редукторов с цилиндро-коническими зацеплениями предопределили их применение в электромеханических приводах повышенного ресурса космических аппаратов нового поколения. - теоретический профиль зуба шестерни - нарезаемый профиль зуба шестерни а) Рис. 4. Отклонения профиля конической шестерни: а - до модернизации; б - после модернизации Рис. 5. Планетарный редуктор с внутренними цилиндро-коническими зацеплениями: а - конструкция редуктора: 1 - входной вал; 2 - неподвижное эвольвентное колесо; 3 - конические шестерни; 4 - выходной вал (эвольвентное колесо); б - детали редуктора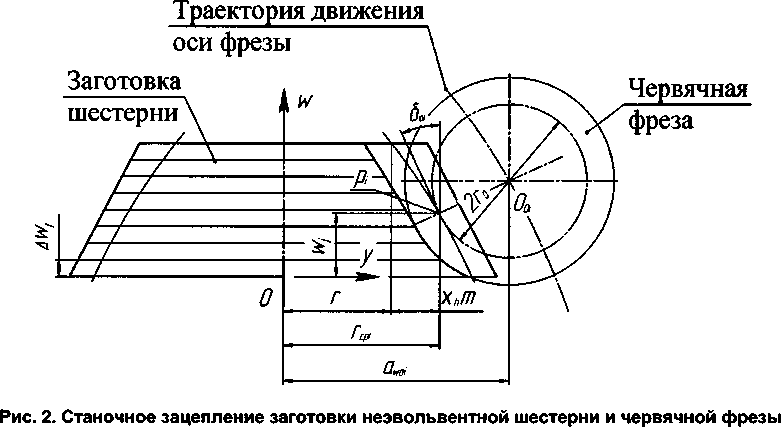
Список литературы Формирование внутреннего приближенного зацепления цилиндроконических передач
- Давыдов, Я.С. Неэволъвентное зацепление/Я.С. Давыдов. -М.: Машгиз, 1950. -180 с.
- Зайнетдинов, Р.И. Исследование и разработка эксцентриковой планетарной передачи с наклонными сателлитами: дис.... канд. техн. наук/Р.И. Зайнетдинов. -Челябинск, 1985. -232 с.
- Пат. 2364480 С1 Российская Федерация, МПК В 23 5/24. Способ нарезания зубьев неэвольвентной шестерни цилиндро-конической передачи внутреннего зацепления/Б.А. Лопатин, Е.А. Полуэктов, ДБ. Лопатин и др. -№ 2008117944; заявл. 04.05.2008; опубл. 20.08.2009, Бюл. №23.-2 с.
- Безруков, В.И. Зубчатые передачи с эволъвентно-коническими колесами/В.И. Безруков//Справочник по геометрическому расчету эволъвентных зубчатых и червячных передач/И.А. Болотовский, В.И. Безруков, О.Ф. Васильева, Б.И. Гурьев. -2-е изд., испр. и доп. -М.: Машиностроение, 1986. -С. 254-261.
- Литвин, Ф.Л. Теория зубчатых зацеплений/Ф.Л. Литвин. -М.: Наука, 1968. -584 с.
- Плотникова, С.В. Обеспечение требуемой точности профиля неэвольвентной шестерни продольной модификацией зубьев/С.В. Плотникова, Е.А. Полуэктов//Наука ЮУрГУ. Секция технических наук. -Челябинск: Издательский центр ЮУрГУ, 2009. -Т. 1. -С. 292-294.
- Свидетельство о государственной регистрации программы для ЭВМ 200961002. Программный комплекс расчета и анализа геометрии зацеплений цилиндро-конических зубчатых передач/Б.А. Лопатин, C.A. Хаустое, Е.А. Полуэктов и др. -№ 2009614819; заявл. 04.09.2009; зарегистрировано 29.10.2009.
