Геометрическое моделирование кинематических параметров процесса фрезерования

Автор: Лапко О.А.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 2 (32), 2018 года.
Бесплатный доступ
В статье рассматривается влияние параметров фрезерования на качество поверхности. То есть расчетным и графическим путем устанавливается зависимость шероховатости поверхности от подачи. А также влияние диаметра фрезы на качество поверхности.
Фрезерование, топография поверхности, диаметр фрезы, траектория, подача, шероховатость
Короткий адрес: https://sciup.org/140272812
IDR: 140272812
Geometric modeling of the kinematic parameters of the milling process
The article considers the influence of milling parameters on the surface quality. That is, the dependence of the surface roughness on the feed is determined by calculation and graphical method. As well as the influence of the cutter diameter on the surface quality.
Текст научной статьи Геометрическое моделирование кинематических параметров процесса фрезерования
Качество поверхности любой детали - это один из важнейших факторов, обеспечивающих высокие эксплуатационные свойства деталей машин и приборов. Наиболее значимым для практических целей является установление зависимости между параметрами конкретного технологического процесса обработки и показателями качества обработанной поверхности. С повышением уровня автоматизации процессов проектирования и изготовления в современном машиностроении все более широко применяются расчетно-аналитические методы определения и прогнозирования показателей качества изготовления деталей машин [1].
Топография обработанной поверхности при фрезеровании получается путем вырезания профиля зуба с учетом кинематики его движения, из исходного тела заготовки.
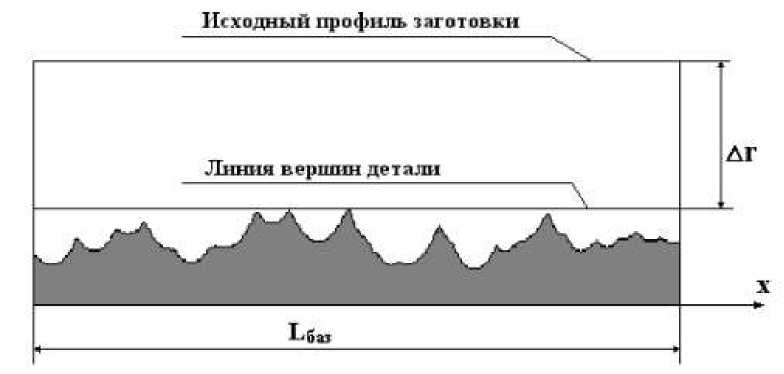
Рисунок 1 - Топография обработанной поверхности.
Траектория точки зуба фрезы при обработке описывается следующей системой уравнений [1;2]:


где S 0 – подача на оборот, мм/об;
D – диаметр фрезы, мм;
-
t – центральный угол;
-
k, n – целое число.
Для получения траектории движения зуба фрезы, задавали поверхность инструмента конкретными параметрами фрезерования.
S 0 =0,57 мм/об; D=60 мм; Z=1.
По результатам расчетов построили тракторию точки зуба фрезы (рисунок 2).
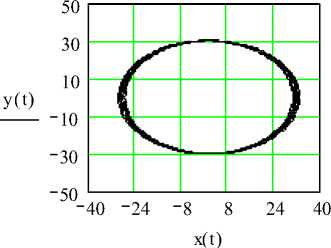
Рисунок 2 – Траектория точки зуба фрезы.
Для оценки качества обработанной поверхности, выделялся конкретный участок траектории (рисунок 3).
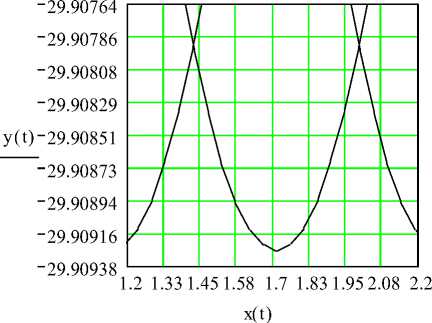
Рисунок 3 – Выделнный участок трактории точки зуба фрезы.
Чтобы определить влияние параметров нескольких зубьев на топографию обработанной поверхности были проведены дополнительные расчеты (рисунок 4).
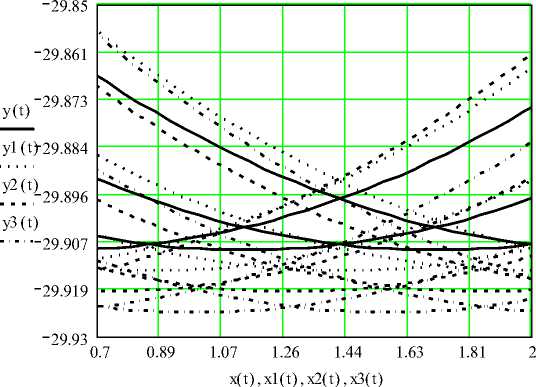
Рисунок 4 – Выделенный участок траектории точки зуба фрезы с z=4.
Обработав расчетные данные, определили влияние диаметра фрезы на шероховатость обработанной поверхности (рисунок 5).
< 50 A
( 1.7 A
D :=
A :=
V 125 ;
1.1
0.9
V 0.7 ;

Рисунок 5 – График влияния диаметра фрезы на параметр шероховатости.
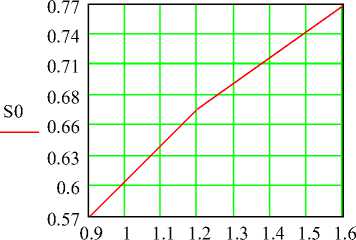
Аналогично было определно влияние подачи на шероховатость (рисунок 6).
|
< 0.57 ^ |
( 0.9 ) |
||
|
SO := |
0.67 |
A := |
1.2 |
|
( 0.77 ) |
( 1.6 ) |
A
Рисунок 6 – График влияния подачи на параметр шероховатости. Вывод:
Увеличение диаметра фрезы в 2 раза приводит к пропорциональному уменьшению шероховатости, а увеличение подачи
к
пропорциональному увеличению шероховатости.
Список литературы Геометрическое моделирование кинематических параметров процесса фрезерования
- Михайлов М. И. Сборный металлорежущий механизированный инструмент: ресурсосберегающие модели и конструкции. Гомель: ГГТУ, 2008. 106с.
- Леонов С.Л. Обеспечение геометричских параметров качества деталей на основе прогнозирования законов распределения методами имитационного стохастического моделирования. М.: Наука, 2009. 115с.
