Гидродинамика псевдоожиженного слоя овса при обжарке перегретым паром

Автор: Куцов С.В., Муравьев А.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 4 (74), 2017 года.
Бесплатный доступ
Для правильной организации процесса сушки и обжарки овса в псевдоожиженном режиме, а также при проектировании сушилок и обжарочных установок, необходимо знать основные гидродинамические показатели слоя материала. Они служат хорошей оценкой структуры слоя и способствуют определению оптимальных режимов подачи теплоносителя, при которых создается большая подвижность частиц материала в слое. Гидродинамические характеристики псевдоожиженного слоя определялись по изменению сопротивления слоя в зависимости от скорости пара и удельной нагрузки продукта на газораспределительную решетку, а также по изменению высоты слоя псевдоожиженного материала в зависимости от скорости пара и высоты неподвижного слоя. Исследование проводили в следующих диапазонах изменения технологических параметров: температура воздуха 343–373 К, температура пара 383–413 К; скорость потока теплоносителя на входе в слой – от 1,8 до 3,0 м/с; удельная нагрузка продукта на решетку – от 15 до 30 кг/м2. Определены скорость псевдоожижения зерна овса, порозность и потери давления перегретого пара в псевдоожиженном слое материала. Отклонение экспериментальных данных от расчетных не превышало (18%. Получены графические зависимости степени расширения и однородности слоя зерна овса. Показано, что увеличение удельной нагрузки слоя овса на решетку способствует образованию более однородной структуры псевдоожиженного слоя. Анализ однородности и равномерности псевдоожижения монодисперсного слоя овса позволяет оценить его качество и выбрать оптимальный гидродинамический режим для проведения процесса сушки и обжарки.
Обжарка овса, гидродинамика псевдоожиженного слоя, перегретый пар
Короткий адрес: https://sciup.org/140229935
IDR: 140229935 | DOI: 10.20914/2310-1202-2017-4-49-55
Hydrodynamics of oats fluidized layer during roasting with superheated steam
It is necessary to know the basic hydrodynamic parameters of the material layer for proper organization of oats drying and roasting in fluidized mode, as well as when dryers and roasting plants designing. They serve as a good evaluation of the structure of the layer and contribute to the determination of optimal modes of coolant supply, in which a greater mobility of the material particles in the layer is created. The hydrodynamic characteristics of the fluidized layer were determined from the change in the resistance of the layer, depending on the vapor velocity and the specific load of the product on the gas distribution grid, as well as on the change in the height of the fluidized material layer, depending on the vapor velocity and the height of the fixed layer. The study was carried out in the following ranges of technological parameters: air temperature 343-373 K, steam temperature 383-413 K; the flow velocity of the coolant at the entrance to the layer is from 1.8 to 3.0 m / s; specific load of the product on the grate is from 15 to 30 kg / m2. The fluidization speed of oat grain, porosity and pressure loss of superheated steam in the fluidized layer of the material were determined. The deviation of the experimental data from the calculated data did not exceed ±18%. Graphic dependencies of the degree of expansion and homogeneity of the oat grain layer were obtained. It was shown that an increase in the specific loading of the oat layer on the grate contributes to the formation of a more homogeneous structure of the fluidized layer. Analysis of uniformity and equality of fluidization of a monodisperse layer of oats allows to evaluate its quality and to choose the optimal hydrodynamic regime for the drying and roasting process.
Текст научной статьи Гидродинамика псевдоожиженного слоя овса при обжарке перегретым паром
Для правильной организации процесса сушки и обжарки овса в псевдоожиженном режиме, а также при проектировании сушилок и обжарочных установок, необходимо знать основные гидродинамические показатели слоя материала. К таким показателям можно отнести
потери давления сушильного агента, порозность и скорость вибротранспортирования материала по длине газораспределительной решетки. Изучение этих параметров может служить хорошей оценкой структуры слоя и способствовать определению оптимальных режимов подачи теплоносителя, при которых создается большая подвижность частиц материала в слое [1, 2].
Целью настоящей работы являлось экспериментальное определение скорости псевдоожижения зерна овса, порозности и потерь давления перегретого пара в псевдоожиженном слое материала, с последующим математическим описанием, позволяющим проводить инженерный расчет данных показателей.
Материалы и методы
Экспериментальная установка для определения скорости псевдоожижения зерна овса, порозности и потерь давления перегретого пара в псевдоожиженном слое материала приведена на рисунке 1.
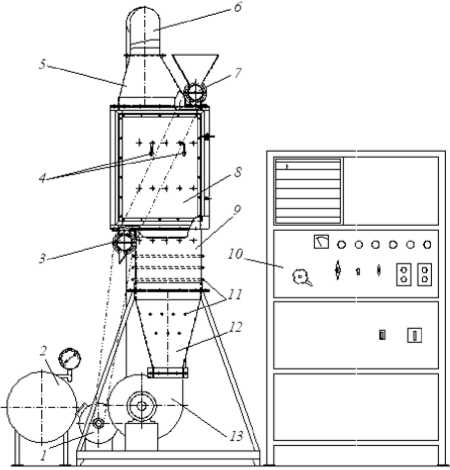
Рисунок 1. Схема экспериментальной установки: 1 – привод ротационных дозаторов; 2 – парогенератор; 3, 7 – ротационные дозаторы; 4 – форсунки; 5 – вытяжной диффузор; 6 – циркуляционный трубопровод; 8 – рабочая камера; 9 – парораспределитель; 10 – шкаф управления; 11 – трубчатые электронагреватели; 12 – переходник; 13 – вентилятор
Figure 1. The scheme of experimental installation: 1 – actuator rotary feeders; 2 – steam generator; 3, 7 – rotary feeders; 4 – nozzle; 5 – exhaust diffuser; 6 – circulating pipe; 8 – working chamber; 9 – steam distributors; 10 – control Cabinet; 11 – tubular heaters; 12 conversion; 13 – fan
При проектировании и изготовлении установки предполагались широкий диапазон изменения технологических параметров процесса, возможность осуществления различных гидродинамических режимов слоя исследуемого продукта, а также максимальное приближение к условиям сушки и обжарки овса в промышленных аппаратах [3, 4].
Установка изготовлена из нержавеющей стали и теплоизолирована с наружной стороны.
Рабочая камера 8 имеет форму параллелепипеда с размерами 400 x 160 x 600 мм, в ее нижней части располагается газораспределительная решетка. Газораспределительная решетка выполнена из нержавеющей проволоки, закреплена на каркасе, установленном в корпусе, и имеет живое сечение 57,7%. С внешней стороны камера снабжена дверью с окном для контроля за проводимым процессом влаготепловой обработки и поведением слоя продукта, установки и съема газораспределительной решетки, а также для обслуживания установки.
К верхней части рабочей камеры прикреплен вытяжной диффузор 5 с сеткой, препятствующей попаданию частиц обрабатываемого продукта в циркуляционный трубопровод 6 . Сверху, в начале рабочей камеры, и снизу, в ее конце, установлены ротационные дозаторы 3 и 7 секторного типа. Внутри цилиндрических корпусов дозаторов расположены валы с приваренными пластинами, корпусы дозаторов снабжены узлами крепления к рабочей камере. Загрузочный дозатор имеет бункер для исходного продукта, выгрузочный дозатор снабжен распределительным лотком. Регулируемый привод дозаторов обеспечивает непрерывную и регулируемую бесступенчатую подачу исходного продукта в рабочую камеру и отвод из нее обработанного продукта.
Внутри камеры 8 между газораспределительной решеткой и дозатором выгрузки расположена вертикальная съемная перегородка, препятствующая попаданию необработанного продукта на выгрузку. В задних стенках рабочей камеры и парораспределителя установлены штуцера для ввода хромель-капелевых термопар (ТХК), а также для соединения пространств над и под газораспределительной решеткой с U -образными манометрами. В циркуляционном трубопроводе 6 имеется патрубок с вентилем для удаления избытка пара.
Внутри парораспределителя 9 и переходника 12 установлены трубчатые электронагреватели (ТЭНы) типа «C», обеспечивающие прогрев установки и нагрев теплоносителя до заданной температуры. В парораспределителе установлено девять трубчатых электронагревателей мощностью по 0,5 кВт, а в переходнике – семь трубчатых электронагревателей мощностью по 0,32 кВт. Электрические контакты ТЭНов снаружи установки закрыты кожухами. Рабочая камера нижней частью крепится к парораспределителю 9, который соединен при помощи фланцев через переходник 12 с вентилятором 13. На всасывающей стороне вентилятора установлен диффузор, соединенный при помощи фланцев с циркуляционным трубопроводом 6. В циркуляционном трубопроводе 6 имеется шиберная заслонка. Диффузор снабжен патрубком, через который подается пар из парогенератора 2. В нижней части вентилятора установлен вентиль для удаления конденсата, образующегося в паропроводах и установке.
Диаметр циркуляционного трубопровода 6 равен 150 мм и принят конструктивно для обеспечения необходимого напора вентилятора и наименьшего влияния трубки Пито на поле скоростей потока теплоносителя при измерении динамического напора [3, 4]:
(d /D)2 < 0,001, где D - диаметр паропровода, D = 0,15 м; d - диаметр наконечника трубки Пито, d = 0,0025 м.
В шкафе управления 10 смонтированы автоматизированные системы регулирования температуры теплоносителя, средства измерения и регулирования режимных параметров для контроля и управления процессом сушки и обжарки овса.
Автоматизированная система управления температурой теплоносителя включает программноаппаратный модуль (измеритель) с программой регистрации значений температуры, хромель-копелевые термопары (диаметр электродов 0,1 мм) и систему световой индикации работы ТЭНов. Требуемая температура теплоносителя на входе в рабочую камеру поддерживалась работой ТЭНов с помощью системы автоматического регулирования температуры.
Программное обеспечение (ПО) измерительного устройства состоит из двух частей. Первая часть ПО – микропрограмма – размещается в микроЭВМ, расположенной в измерителе, и позволяет непосредственно управлять аппаратными ресурсами измерителя: проводить замеры; анализировать температуру и управлять нагревателем и взаимодействовать с ПЭВМ.
Вторая часть ПО управления устройством функционирует на ПЭВМ. Она разработана для операционных систем семейства Microsoft Windows .
Выходные данные, описывающие состояние системы в определенные моменты времени, представлены в виде файла, формат которого поддерживается электронной таблицей Microsoft Excel . Это обеспечивает прямое импортирование содержимого файла в электронную таблицу, позволяя производить полностью автоматизированный процесс обработки результатов [2].
Система компьютерного контроля и регулирования позволяет измерять температуру в диапазоне 50–300 °C в трех точках рабочей камеры установки, используя в качестве датчиков хромель-копелевыми термоэлектрическими преобразователями ТХК-539М, обеспечивая точность измерения в диапазоне 50–300±1 °C. Она позволяет также задавать и отображать на дисплее ПЭВМ текущие значения температур на стрелочных индикаторах и в цифровом виде и регистрировать измеренные значения температур путем записи в текстовый файл с табличным форматированием для обозначения определенного момента времени при изменении параметров процесса сушки и обжарки.
За температуру продукта принималась температура, измеренная с помощью термопары, введенной в центр частицы. Для измерения температуры теплоносителя и продукта применялись термопары, изолированные асбестовым шнуром. Точность измерения температур ± 1 K.
Скорость теплоносителя измерялась цифровым анемометром АП1.
Гидравлическое сопротивление слоя продукта во время сушки измеряли U -образными манометрами. Контроль и регулирование режимных параметров процесса сушки и обжарки овса, приводов дозаторов загрузки и выгрузки продукта и вентилятора осуществлялись со шкафа управления работой установки.
Для проведения опыта установка выводится на заданный режим работы:
─ осуществлялась подача пара из пароподводящих коммуникаций в диффузор и далее вентилятором через диффузор, переходник, парораспределитель в рабочую камеру;
─ пар перегревался до заданной температуры;
─ включением электропривода дозатора загрузки осуществлялась подача исходного продукта на газораспределительную решетку;
─ начинался опыт.
Активные гидродинамические режимы слоя продукта создавались подачей потока теплоносителя. Псевдоожиженный слой продукта обеспечивался открытием заслонки диффузора на нужную величину и включением электропривода вентилятора. Конструкция передней стенки рабочей камеры обеспечивала быстрый ввод пробоотборника в камеру через определенные промежутки времени. Отбор проб проводился в трех точках по длине газораспределительной решетки. Взвешивание проб овса проводилось на аналитических весах WА-31 с точностью ± 0,1 мг.
Для определения влажности продукта использован метод высушивания до постоянной массы при температуре 130 °C.
Универсальность экспериментальной установки позволяла исследовать процесс сушки и обжарки овса, используя при этом в качестве теплоносителя горячий воздух и перегретый пар атмосферного давления.
В качестве объекта исследования использовали овес I типа 2-го подтипа, сорт «Кировский», не очищенный от цветочной пленки выращенный в центрально-черноземном районе.
Овес, поступающий в переработку, по своему качеству должен соответствовать требованиям ГОСТ 28673-90.
Процесс сушки и обжарки овса в псевдоожиженном слое воздухом и перегретым паром атмосферного давления исследовали в следующих диапазонах изменения технологических параметров: температура воздуха 343–373 К, температура пара 383–413 К; скорость потока теплоносителя на входе в слой – от 1,8 до 3,0 м/с; удельная нагрузка продукта на решетку – от 15 до 30 кг/м2.
Опыты проводились несколько раз для проверки воспроизводимости полученных результатов. Надежная работа установки подтвердила стабильность всех полученных экспериментальных данных.
В исследованиях использовался перегретый пар атмосферного давления, который пронизывал слой овса снизу-вверх. Так как в процессе сушки и обжарки происходит уменьшение массы материала, то показания опытов регистрировались в течение первой минуты процесса, когда удельная нагрузка слоя максимальна.
Сопротивление слоя овса при переходе его в псевдоожиженное состояние измерялось прямым методом [5, 6]. Для анализа состояния слоя кривые псевдоожижения строились в виде линий прямого и обратного хода – при постепенном увеличении и уменьшении скорости пара. Статическое давление измерялось U -образными манометрами, соединенными с камерой импульсными трубками, установленными на различной высоте камеры.
Гидродинамические характеристики псевдоожиженного слоя определялись по изменению сопротивления слоя в зависимости от скорости пара и удельной нагрузки продукта на газораспределительную решетку ΔP = f(ϑ , q ), а также по изменению высоты слоя псевдоожиженного материала в зависимости от скорости пара и высоты неподвижного слоя h сл = φ(ϑ , h 0 ). Высота псевдоожиженного слоя характеризует величину активной поверхности тепло- и массооб-мена, поэтому наличие перечисленных параметров необходимо для правильной организации процесса сушки и обжарки овса.
Результаты и обсуждение
Гидравлическое сопротивление псевдоожиженного слоя не зависит от скорости пара и определяется равенством сил гидродинамического давления и сил, противодействующих псевдоожижению частиц, вызываемых трением потока пара о стенки камеры, его движения между частицами, соударением частиц между собой, а также поддержания слоя материала во взвешенном состоянии [5, 6]
N P = G J F p = ( Р кр - P n ) . (1 - f 0) • g . h o . (1)
Гидродинамика псевдоожиженного слоя наиболее наглядно изображается кривой псевдоожижения (рисунок 2) , на которой процесс перехода плотного слоя овса в псевдоожиженный отражается резким увеличением давления и зависит от состояния поверхности зерна, их формы и плотности слоя.
На рисунке 3 изображены зависимости перепада давления перегретого пара в слое овса влажностью Wс = 14% от скорости сушильного агента при различных значениях начальной высоты слоя h 0 .
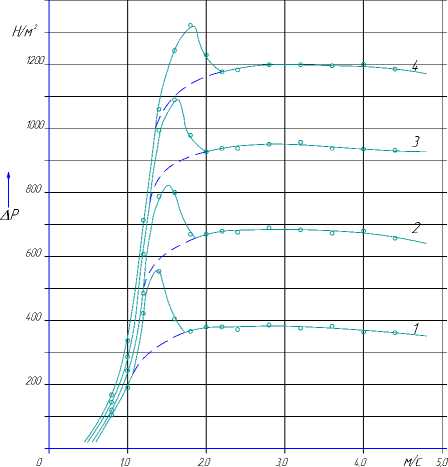
Рисунок 2. Зависимость сопротивления слоя овса от скорости сушильного агента при различном значении начальной высоты слоя h 0 , мм: 1 – 20; 2 – 30; 3 – 40; 4 – 50
Figure 2. The dependence of the resistance layer of oats on the speed of the drying agent with different value of the initial layer height h 0 , mm: 1 – 20; 2 – 30; 3 – 40; 4 – 50
Пик давления ΔPmax свидетельствует о необходимости затраты дополнительной энергии потока на преодоление сил сцепления частиц. Ввиду того, что дополнительные затраты энергии при переходе от плотного слоя в псевдоожиженный не поддаются точному аналитическому расчету, они учитываются коэффициентом Rкрит, который определяется экспериментально. А.С. Гинзбург и В.А. Резчиков установили, что на величину этого коэффициента оказывает влияние плотность слоя, влажность материала и высота неподвижного слоя.
Увеличение скорости пара выше критического значения приводит к расширению объема слоя при постоянном гидравлическом сопротивлении. Переход от режима фильтрации к псевдоожиженному состоянию сопровождается появлением в слое газовых пузырей, которые барботируют через слой и изменяют его концентрацию и порозность. При этом гидравлическое сопротивление слоя колеблется около некоторого среднего значения, зависящего от величины удельной нагрузки, и определяется по формуле ∆P = Rкип ⋅G/Fp. (2)
Значения коэффициента R кип , характеризующие равномерность псевдоожижения, при различных высотах слоя овса представлены в таблиц е 1.
Таблица 1.
Table 1.
|
Высота плотного слоя h 0 , мм The height of the dense layer, mm |
Удельная нагрузка зерна на решетку q , Н/м2 Specific load of grain on the grid, n/m2 |
Гидравлическое сопротивление слоя Δ P , Н/м2 The hydraulic resistance of the layer, n/m2 |
Коэффициент R кип R boil ratio |
|
20 |
189 |
385 |
0,79 |
|
30 |
207 |
670 |
0,88 |
|
40 |
236 |
930 |
0,91 |
|
50 |
297 |
1190 |
0,94 |
Значения коэффициента R кип овса
The values of the coefficient R for oats
Приближение значений коэффициента R кип к единице свидетельствует об улучшении равномерности псевдоожижения с увеличением удельной нагрузки овса на газораспределительную решетку за счет уменьшения каналообразования [7].
Порозность неподвижного слоя зерна овса определяется по уравнению
ε 0 = 1 - ρ н / rз , (3)
где ρ н – насыпная плотность слоя овса, кг/м3; ρ з – плотность зерна овса, кг/м3.
Перепад давления в слое, необходимый для выбора дутьевого оборудования, определяли по формуле (4) при условии, что порозность ε ср постоянная по высоте слоя h , то
∆ P = (1 - ε ср ) ρ з gh . (4)
где ρ з – плотность зерна овса, кг/м3; g – ускорение свободного падения, м2/с.
Уравнение для определения порозности псевдоожиженного слоя имеет вид:
ε ср = 1 –1 - ε 0, (5)
K где К = Vкип/Vпл – отношение объема кипящего слоя к объему плотного слоя.
Границы существования псевдоожиженного слоя овса определяли по формуле
Re = Ar ε 4,75 (6) 18 + 0,61 Ar ⋅ ε 4,75
Отклонение расчетных данных по приведенным формулам от экспериментальных не превышало ± 18%, что является хорошей сходимостью.
Наиболее полно характеризует структуру монодисперсного материала в псевдоожиженном состоянии его порозность [8]. Основными параметрами, влияющими на ее величину, являются конструкция газораспределительной решетки, скорость потока сушильного агента, размер и влажность зерна овса.
Перед закипанием слой овса расширяется и представляет собой ориентированные по ходу движения сушильного агента зерна. Степень расширения зависит от коэффициента внутреннего трения.
В процессе сушки и обжарки овса степень расширения слоя влияет на распределение скоростей потока теплоносителя по всей площади газораспределительной решетки установки. Эта величина обуславливает минимально возможную скорость перегретого пара, обеспечивающую равномерное кипение овса в зоне загрузки и по всей площади газораспределительной решетки (рисунок 3) .
Для определения степени расширения слоя зерна овса на основе экспериментальных данных была установлена следующая зависимость
сушильного агента на изменение структуры псевдоожиженного слоя овса (рисунок 4) .
hj — = а + в—
h 0
J 0
,
где h – высота псевдоожиженного слоя овса, м; h 0 – высота неподвижного слоя овса, м; а и в – эмпирические коэффициенты определяемые экспериментально.
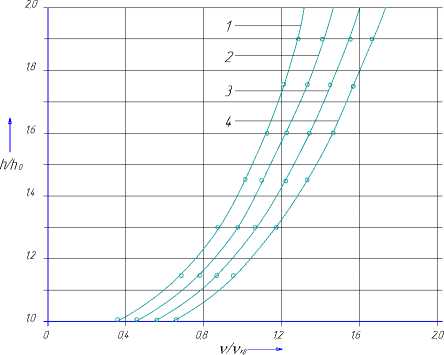
Рисунок 3. Зависимость степени расширения слоя зерна овса от числа псевдоожижения при различных высотах слоя, мм: 1 – 20; 2 – 30; 3 – 40; 4 – 50
Figure 3. The dependence of the degree of expansion of the layer of the oat grain the number of fluidization at different heights of the layer, mm: 1 – 20; 2 – 30; 3 – 40; 4 – 50
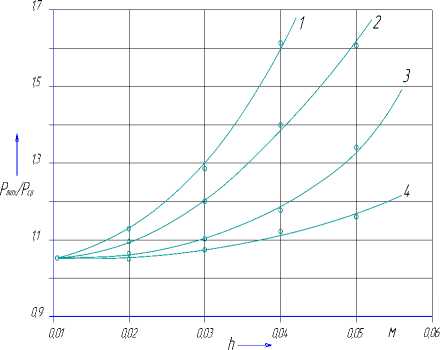
Рисунок 4. Зависимость величины p max /p ср от высоты псевдоожиженного слоя зерна овса при различных уд. нагрузках, н/м2: 1 – 189; 2 – 207; 3 – 236; 4 – 297 Figure 4. The dependence of p max / p ave of the height of fluidized bed grain oats with different specific load, n/m2: 1 – 189; 2 – 207; 3 – 236; 4 – 297
Однородность слоя зависит от свойств овса, скорости сушильного агента и конструктивных параметров установки. Поэтому изучено влияние удельной нагрузки овса на решетку и скорости
За критерий изменения структуры принималось отношение ( p max /p ср ) к высоте псевдоожиженного слоя овса. Из анализа кривых (рисунок 4) сделали вывод, что увеличение удельной нагрузки слоя овса на решетку способствует образованию более однородной структуры псевдоожиженного слоя.
Заключение
Анализ однородности и равномерности псевдоожижения монодисперсного слоя овса позволяет оценить его качество и выбрать оптимальный гидродинамический режим для проведения процесса сушки и обжарки.
Список литературы Гидродинамика псевдоожиженного слоя овса при обжарке перегретым паром
- Шевцов А.А., Куцов С.В. Новое в технологии гидротермической обработки зерна овса: монография, Воронеж: ВГТА, 2010. 160 с.
- Остриков А.Н., Шевцов С.А., Куцов С.В. Исследование кинетики процесса сушки пищевого растительного сырья при активных гидродинамических режимах и разработка методики инженерного расчета сушилки//Вестник ВГУИТ. 2015. № 1. С. 42-50.
- Sivakumar R. et al. Fluidized bed drying of some agro products-a review//Renewable and Sustainable Energy Reviews. 2016. № 61. С. 280-301.
- Tahmasebi A. et al. A kinetic study of microwave and fluidized-bed drying of a Chinese lignite//Chemical Engineering Research and Design. 2014. Т. 92. № 1. С. 54-65.
- Cheevitsopon E.Noomhorm A. Effects of superheated steam fluidized bed drying on the quality of parboiled germinated brown rice//Journal of Food Processing and Preservation. 2015. Т. 39. № 4. С. 349-356.
- Остриков А.Н., Столяров И.Н. Математическая модель процесса обжарки каштанов перегретым паром//Вестник ВГУИТ. 2013. № 3. С. 49-54.
- Basu P. Circulating fluidized bed boilers: design, operation and maintenance, Springer, 2015.
- Константинов М.М., Румянцев А.А. Комплексный сравнительный анализ различных способов гидротермической обработки зерна гречихи//Известия Оренбургского государственного аграрного университета. 2013. № 2 (40).
