Гидроизомеризация бензолсодержащей фракции в присутствии катализатора Ni/Al2O3 с целью доведения бензина до норм Евро - 5

Автор: Махмудов М.Ж., Тиллаева Ш.Ф.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 3 (45), 2019 года.
Бесплатный доступ
Обсуждаются проблемы получения современных автомобильных бензинов, соответствующих международным требованиям EURO-5, с содержанием ароматических углеводородов не более 35% и бензола не более 1%. Приведен сравнительный анализ качества зарубежных, отечественных моторных топлив, компонентный состав бензинового фонда США и Европы. Предлагаются способы получения бензинов с улучшенными экологическими свойствами.
Бензин, бензол, катализатор, гидроизомеризация, криоскопия
Короткий адрес: https://sciup.org/140274350
IDR: 140274350 | УДК: 665.5
Hydroisomerization of benzen-containing fraction in the presence of Ni/Al2O3 catalyst with the purpose of benzine control to norm Euro - 5
The problems of obtaining modern gasoline that meets the international requirements of EURO-5 with an aromatic content of not more than 35% and benzene not more than 1% are discussed. A comparative analysis of the quality of foreign, domestic motor fuels, the component composition of the gasoline fund in the USA and Europe is given. Proposed methods for producing gasoline with improved environmental properties.
Текст научной статьи Гидроизомеризация бензолсодержащей фракции в присутствии катализатора Ni/Al2O3 с целью доведения бензина до норм Евро - 5
Введение. За последние 50 лет мировой автопарк увеличился более чем в 12 раз и превысил 1 млрд. машин. На сегодняшний день отношение автомобилей к количеству людей в мире почти 1:7. В таких развитых странах, как Канада, Германия, Италия, Япония, Франция, Великобритания на 1000 жителей приходится 500 – 700 автомобилей, в США – около 800, в России – около 400, в Узбекистане около – 120.
Но, с этим не надо забывать, что автомобильный транспорт основной источник загрязнения атмосферы. Ежегодно с выхлопными газами автомобилей выбрасываются миллионы тонн токсичных веществ. В составе отработавших газов автомобильных двигателей содержится более 300 токсичных соединений, около 60% выбрасываемых в атмосферу аэрозолей приходится на долю автотранспорта [1].
Возрастающее потребление автомобильных бензинов вместе с постоянным ужесточением требований к их качеству обуславливает необходимость совершенствования и увеличения мощностей технологических процессов получения основных компонентов современных автобензинов [2].
В составе отработавших газов, составляющих 50% от общего загрязнения атмосферы, присутствуют углеводороды с повышенной термодинамической устойчивостью – это, прежде всего, ароматические и непредельные соединения, представляющие значительную опасность для окружающей среды и здоровья населения. Для человека наиболее опасны углеводороды ароматического ряда, особенно – бензол и конденсированные (полициклические) ароматические углеводороды [3].
Бензол, как и другие ароматические углеводороды, является причиной образования бенз-а-пирена, характеризующегося высокой канцерогенной активностью. Почти все количество бензола, поступающее в атмосферу (85-90%), выбрасывается автотранспортом [4].
Снижение токсичности отработавших газов автомобилей осуществляют различными путями: совершенствованием конструкций и рабочего процесса двигателей, оборудованием автомобилей системами улавливания и нейтрализации вредных выбросов, а также улучшением экологических свойств применяемых бензинов [5,6].
В 80-ых годах ХХ века в США, Канаде и Японии были приняты законодательные акты, запрещающие производство этилированных бензинов. В настоящее время в этих странах, а также в Бразилии и Колумбии применяют только неэтилированные бензины. В 1993 году Австрия стала первой в Европе страной, полностью запретившей использование этилированного бензина. В настоящее время применение этилированного регулярного бензина запрещено в Бельгии, Дании, Люксембурге, Финляндии, Норвегии, Швейцарии и Германии. В Узбекистане также запрещено производство неэтилированных автомобильных бензинов [7].
При работе двигателей наблюдается образование твердых отложений на стенках камеры сгорания, называемых нагарами. Нагарообразование в камерах сгорания вызывает значительное ухудшение мощностных и экономических показателей двигателя, повышает требования к детонационным свойствам топлив [8]. Наблюдения показывают, что, наибольшее нагарообразование дают ароматические углеводороды, присутствующие в топливе. Нагар, образующийся в результате сгорания ароматических углеводородов обладает также большой способностью вызывать калильное зажигание, чем нагар от парафиновых и нафтеновых углеводородов. Присутствие ароматических углеводородов не только увеличивает абсолютное количество нагара, но и способствует образованию нагара более устойчивого против выжигания.
В связи с вышеизложенным, требования к содержанию ароматических углеводородов в автобензине непрерывно ужесточаются. По действующим требованиям Евро-5 содержание ароматических углеводородов в современных бензинах не должно превышать 35% об., в том числе бензола не более 1% об. А в США особый сорт реформулированного бензина уже предусматривает ограничение содержания бензола величиной 0,8% об., общих ароматических углеводородов – до 25% об.
Однако, основным базовым компонентом высокооктановых товарных автобензинов является катализат риформинга с содержанием ароматических углеводородов 60-70% об., в том числе бензола 2-7% об.
Современные требования к экологическим свойствам автомобильных бензинов обуславливают необходимость расширения производства неароматических высокооктановых компонентов внедрением новых технологических процессов и эффективных катализаторов.
В данной работе с целью выбора оптимального содержания оксида алюминия проведено исследование каталитических свойств системы Ni/Al 2 O 3 при гидроизомеризации бензолсодержащего сырья. В качестве бензолсодержащего сырья применялась фракция бензина АИ-80 с пределами выкипания н.к. – 120°C промышленного происхождения.
Экспериментальная часть . Катализатор Ni/Al 2 O 3 получали следующим образом: активный оксид алюминия использовали в виде зерен сферической формы диаметром 1,5-2,0 мм. По фазовому составу оксид алюминия, используемый в качестве носителя, имеет структуру гамма-оксида алюминия с развитой пористой структурой. Объем пор составлял
0,35-0,5 см3/г. Процесс приготовления катализатора заключается в трехкратной пропитке сферического носителя насыщенным раствором соли никеля (II) азотнокислого с сушкой и термообработкой пропитанного носителя (после каждой пропитки). Конечный продукт - катализатор представлял собой сферические гранулы темно-голубого цвета. По фазовому составу катализатор состоял из гамма-оксида алюминия, массовая доля (79±1,0%), в порах которого находится твердая фаза состава оксида никеля, массовая доля (20±1%).
Гидроизомеризацию бензолсодержащей фракции бензина АИ-80 проводили в специальном автоклаве высокого давления, вращающегося в горизонтальной плоскости [9].
В начало эксперимента проверили автоклав. Для проверки герметичности установки закрыли все краны установки; краном установка соединяется с манометром, через который в установке создается избыточное давление 120 атм . Кран перекрыли. Установка считается герметичной, если уровень водяного столба не изменится в течение 10 минут. Проверяли также печь, вращающий мотор, манометр, трансформатор, амперметр и милливольтметр.
После этого в автоклав загружали сырьё гидроизомеризации (бензолсодержащая фракция бензина) и катализатор. Потом закрепили все болты автоклава и через регулятор расхода газов в системе создавали необходимое давление с помощью водорода. Автоклав помещали в опору, которая снабжена вращающим мотором и печью. Температуру автоклава поддерживали постоянной с точностью ±1°С помощью регулятора температуры. Температуру реакционной зоны контролировали с помощью хромо - алюминиевой термопары, размещённой в слое катализатора. Давление автоклава определяли манометром, который закреплен в автоклаве. Потом включали электропечь и вращающий мотор. Каждый эксперимент продолжался 2 часа.
Перед каждым экспериментом используемый катализатор активировали потоком водорода течение 4-х часов.
Групповой углеводородный состав сырья и продукта гидроизомеризации определяли адсорбционно - криоскопическим методом [10]. Сущность метода заключается в депрессии температуры кристаллизации циклогексанового раствора любого нефтепродукта до и после хроматографирования через строго селективные сорбенты. При этом определяется содержание двух групп углеводородов в одном образце: ароматических - при удалении их активированным силикагелем КСК и парафиновых углеводородов нормального строения - цеолитом СаА.
Аппаратура для таких измерений приведена на рис. 1.
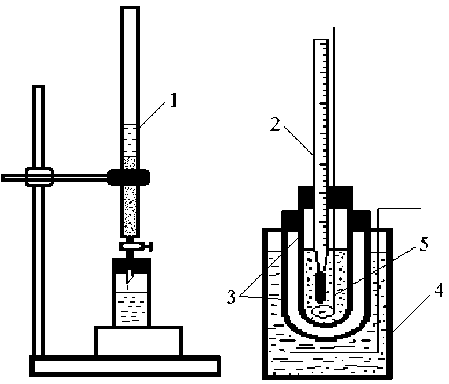
Pис. 1. Аппаратура для криоскопических определений
1 – хроматографическая колонка с сорбентом, 2 – термометр Бекмана, 3 – пробирки, 4 – сосуд для льда, 5 – механическая мешалка
Адсорбенты должны быть единой фракции 0,25 - 0,5 мм, дегидратированы в течение 6 часов при температурах 180°С и 450°С, соответственно. Для адсорбционно - криоскопического анализа, выполняемого в две стадии – 0,5 мл испытуемого нефтепродукта растворяется в 25 мл циклогексана (t1 – 6,40°С), определяется температура кристаллизации раствора (t2), который пропускается в стеклянной хроматографической колонке через силикагель КСК. Устанавливается температура кристаллизации фильтрата t3 и подсчитывается количество ароматических углеводородов по формуле:
А = t 3 - t 2 ∗ 100% р t 1 - t 2
Затем фильтрат пропускается при тех же условиях через цеолит СаА и определяется температура кристаллизации второго фильтрата (t4) для определения количества н – парафинов по формуле: — t4 -t3 н-алканы t1 - t2
По разности от 100% определяется сумма изо-парафиновых + нафтеновых углеводородов. Скорость фильтрации 1 капля в 1 сек , что соответствует 4,0 объемам раствора на 1 объем адсорбента в час или скорости потока 1 мл/мин .
Результаты и их обсуждение. В табл.1 приведен состав сырья гидроизомеризации.
Таблица 1 Содержание углеводородов в бензолсодержащей фракции бензина
|
Наименование образцов |
Содержание углеводородов, % масс. |
||
|
ароматических |
н- парафиновых |
изопарафиновых + нафтеновых |
|
|
Бензолсодержащая фракция бензина |
42,85 |
11,90 |
45,25 |
Гидроизомеризацию бензолсодержащей фракции бензина проводили при давлении 3 МПа и в интервале температур 200 – 300оС. Результаты эксперимента приведены в табл.2.
Таблица 2
Показатели гидроизомеризации бензолсодержащей фракции бензина
|
Катализатор |
t, оС |
Содержание углеводородов, % масс. |
||
|
ароматических |
н- парафиновых |
изопарафиновых + нафтеновых |
||
|
Ni/Al 2 O 3 |
200 |
5,7 |
7,8 |
86,5 |
|
250 |
4,9 |
5,6 |
89,5 |
|
|
300 |
0,9 |
0,6 |
98,5 |
|
Заключение. Проведенные нами эксперименты показали, что с помощью катализатора Ni/Al2O3 можно снизить количество ароматических углеводородов и почти полностью удалить бензол из состава автомобильного бензина. Еще эксперименты показали, что в процессе с повышением температуры повышается степень гидроизомеризации углеводородов.
Исходя из вышеизложенного можно заключить, что полученное экологически чистое автомобильное топливо, которое отвечает нормам Евростандарта – 5 и технологически эффективно для местных НПЗ для чего необходимо проведение процесса гидроизомеризации бензолсодержащей фракции бензина с использованием катализатора Ni/Al 2 O 3 .
Список литературы Гидроизомеризация бензолсодержащей фракции в присутствии катализатора Ni/Al2O3 с целью доведения бензина до норм Евро - 5
- Каминский Э.Ф., Хавкин В.А. Глубокая переработка нефти: технологический и экологический аспекты. - М.: «Техника», ООО «ТУМА ГРУПП», 2001. - 384 с.
- Кузьмина Р.И., Чудакова Е.В., Ветрова Т.К. и др. Технология переработки нефти и газа. - Саратов: Изд-во Научная книга, 2004. - 254 с.
- Жоров Ю.М. Изомеризация углеводородов. Химия и технология. - М.: Химия, 1983. - 304 с.
- Краткий справочник физико-химических величин / Под редакцией Мищенко К.П. и Равделя А.А. / Л.: Химия, 1974 г. - 200 с.
- Магарил Р.3. Теоретические основы химических процессов переработки нефти: Учебное пособие для вузов. - Л.: Химия, 1985. - 280 с.
- Боруцкий П.Н., Подклетнова Н.М. Каталитические процессы изомеризации и дегидрирования углеводородов для производства изокомпонентов бензинов // Катализ в промышленности. - 2003. - №2. - С. 86-88.
- Вишнецкая М.В., Романовский Б.В. Катион-радикальные механизмы каталитических превращений углеводородов. Изомеризация алканов. // Журнал физической химии. - 1993. - Т. 67. - № 9. - С.1935-1937.
- Емельянов В.Е., Крылов И.Ф. Автомобильный бензин и другие виды топлива. Свойства, ассортимент и применение. М.: Астрель ACT Профиздат, Москва, 2005. - 207 с.
- Бурсиан Н.Р. Технология изомеризации парафиновых углеводородов. - Л.: Химия, 1985 - 192 с.
- Хайитов Р.Р. Адсорбционное улучшение качества бензина, полученного из нефтегазоконденсатного сырья. Автореферат дисс. … к.х.н. - Ташкент, 2012. - 25 с.
