Хонинговальный модуль с механизмом радиальной подачи брусков

Автор: Ханов Алмаз Муллаянович, Муратов Карим Равилевич, Гашев Евгений Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
Представлен хонинговальный модуль с традиционной кинематикой рабочего движения инструмента. Описан механизм разжима хонинговальных брусков, позволяющий изменять величину давления брусков по длине обрабатываемой детали и обеспечивающий косвенный активный контроль размера. Экспериментально опробованы технологические возможности хонинговального модуля.
Хонингование, кинематическая схема, механизм радиальной подачи брусков
Короткий адрес: https://sciup.org/148200619
IDR: 148200619 | УДК: 621.923
Honing module with the mechanism of radial giving the honing stones
It is presented the honing module with traditional kinematics of working movement of the instrument. The mechanism of opening the honing stones is described, allowing to change the magnitude of stones pressure on length of processed derail and ensuring indirect active control of the size. Experimentally technological possibilities of honing module are tested.
Текст научной статьи Хонинговальный модуль с механизмом радиальной подачи брусков
В Пермском национальном исследовательском политехническом университете (ПНИПУ) разработан и изготовлен хонинговальный модуль, который позволяет быстро и с небольшими затратами создавать хонинговальные станки с различной компоновкой шпинделя (вертикальное, горизонтальное, наклонное расположение шпинделя). Хонинговальный модуль выполнен в виде автономного агрегата и содержит все функциональные узлы хонинговального станка. Привод одномоторный, электромеханический обеспечивает вращение шпинделя с инструментом и возвратно-поступательное движение обрабатываемой детали. На базе модуля разработан и изготовлен вариант вертикально-хонинговального станка, который работает по полуавтоматическому циклу и может использоваться в условиях индивидуального и серийного производства для финишной обработки цилиндрических поверхностей из разных материалов. Основные технические данные станка:
-
- диаметр обрабатываемого отверстия – 8-80 мм;
-
- наибольшая длина отверстия – 150 мм;
-
- частота вращения шпинделя – 270-1250 мин-1;
-
- частота возвратно-поступательного движения – 90-270 мин-1;
-
- ход возвратно-поступательного движения – 0-120 мм;
-
- число скоростей вращения и возвратнопоступательного движения – 5;
-
- усилие на разжимном штоке – 0-60 кг;
-
- мощность привода – 2,2 кВт;
-
- габаритные размеры станка – 550×760×1800 мм
Муратов Карим Равилевич, кандидат технических наук, доцент кафедры «Конструирование машин и технологии обработки материалов»
Гашев Евгений Анатольевич, аспирант
-
- масса станка – 550 кг.
Кинематическая схема и общий вид станка представлена на рис. 1 и 2. Шпиндель 2 установлен в неподвижной гильзе 3 и получает вращение от электродвигателя 1 через трехступенчатую клиноременную передачу 4 , промежуточный шкив 5 и клиноременную передачу 6 , которая охватывает промежуточный и ведомый двухступенчатый шкив 7 . Последний жестко связан со шпинделем и с диском 8 ленточного тормоза 9 .

Ленточный тормоз обеспечивает быстрый и одновременный останов вращения инструмента и поступательного движения обрабатываемой детали после окончания цикла обработ-ки.Частота вращения шпинделя регулируется ступенчато путем изменения положения ремней 4 и 6 на ведущем и ведомом шкивах. Длина хода поступательного движения регулируется путем изменения эксцентриситета кривошипного пальца с помощью винта 20 . Изменение частоты возвратно-поступатель-ного движения осуществляется с помощью гитары сменных колес 12 и 13 . При наладке станка для ручного перемещения обрабатываемой детали в редуктор встроено коническое колесо 21 . За счет осевого перемещения колеса 21 происходит расцепление конической передачи 11 и создается возможность вручную вращать кривошипный диск 14 . При обратном осевом перемещении колеса 21 коническая передача 11 вновь входит в зацепление.
Применение в приводе поступательного движения кривошипного механизма обеспечивает в отличие от гидропривода точное реверсирование. Это позволяет обрабатывать «глухие» отверстия и осуществлять тонкую наладку перебега брусков, что существенно влияет на точность геометрической формы в осевом сечении [1]. Созданный на базе модуля вертикальнохонинговальный станок по сравнению с аналогами серийного производства более чем в два раза имеет меньшую, метало и энергоемкость, габаритные размеры и массу.
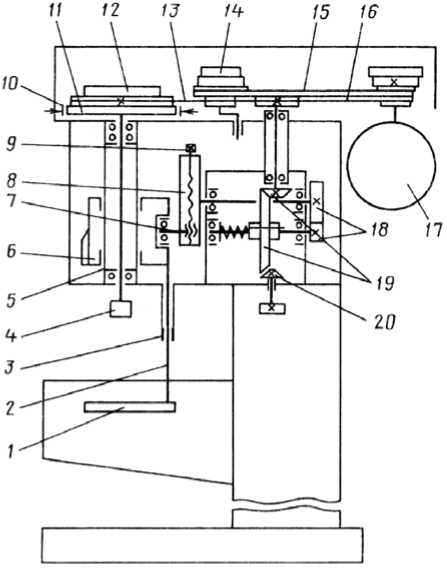
Рис. 2. Кинематическая схема хонинговального модуля
Модуль содержит механизм разжима инструмента, который осуществляет быстрый подвод брусков к обрабатываемой поверхности, создает необходимое рабочее давление и производит быстрое сжатие брусков после окончания цикла обработки. В отличие от аналогов механизм содержит устройство, позволяющее изменять величину давления брусков по длине обрабатываемой детали, обеспечивает косвенный активный контроль размера и регулируемый по времени режим выхаживания на конечной стадии обработки, рис. 3 [2]. Разжим брусков и пуск привода в режиме автоматического цикла осуществляется поворотом рукоятки 1 по стрелке I. При этом получает вращение реечная шестерня 2 , на торце которой эксцентрично закреплен палец 3 . Палец 3 при помощи промежуточной вилки поворачивает рычаг 4 , на котором установлен натяжной ролик 5 ленточного тормоза. При этом ролик 5 перемещается к центру тормозного диска 6 , лента ослабляется и тормоз отключается. После отключения тормоза от упора на рычаге 4 срабатывает конечный переключатель, который дает команду на включение привода и насосной станции СОЖ.
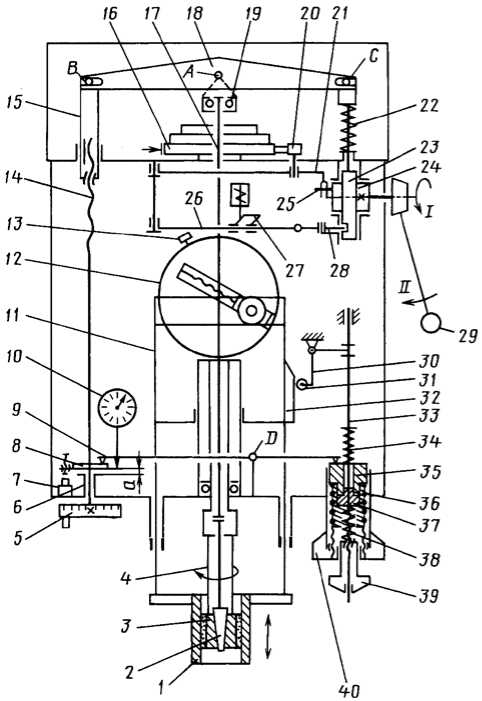
Рис. 3. Кинематическая схема механизма разжима
Одновременно от реечной шестерни 2 получает осевое перемещение вниз рейка 7 , а через промежуточную тягу и шарнир «С» -правое плечо рычага 8 . Вследствие этого рычаг 8 поворачивается на неподвижном шарнире «В» и через центральный шарнир «А» и подшипник 9 сообщает осевое перемещение разжимному штоку 10 и конусу 11 хонголовки 12 в направлении разжима брусков 13 . Этим движением выбирается технологический зазор между брусками 13 и обрабатываемой деталью 14 , то есть осуществляется ускоренный разжим брусков. После выбора технологического зазора движение конуса 11 и штока 10 прекращается и рычаг 8 начинает поворачиваться на ставшем подвижном шарнире «А». В результате резьбовая втулка 15 , связанная с рычагом 8 шарниром «В» и винт 16 получают перемещение вверх. На нижнем конце винта 16 , который свободно установлен в неподвижной втулке 17 , выполнен жесткий упор 18 и неподвижно зафиксирован маховик 19 . Жесткий упор 18 находится в постоянном контакте с левым плечом коромысла 20 , которое шарниром «Д» связано с корпусом. Правое плечо коромысла 20 находится в постоянном контакте с пятой 21 механизма рабочего давления. В механизме в качестве силового элемента применена тарированная пружина 22 , усилие которой регулируется с помощью маховика 23 с лимбом. В исходном состоянии упор 18 винта 16 коромыслом 20 всегда поджат к торцу неподвижной втулки 17 , поэтому усилие пружины 22 через пяту 21 и коромысло 20 замыкается на корпус модуля.
Перемещение винта 16 вверх прекращается, когда рейка 7 доходит до упора и стопорится фиксатором 24 . Шарнир «С» рычага 8 становится неподвижным. В этот момент между упором 18 и втулкой 17 образуется зазор «а», который пропорционален припуску и фиксируется индикатором 25 . Благодаря зазору «а» усилие пружины 22 через коромысло 20 , винт 16 и резьбовую втулку 15 передается на рычаг 8 . Далее за счет разности плеч рычага 8 (ВС = 2АС) усилие удваивается и передается через подшипник 9 , шток 10 разжимному конусу 11 , который преобразует это усилие в радиальное давление брусков на обрабатываемую поверхность.
В процессе хонингования по мере съема припуска под действием усилия пружины 22 рычаг 8, поворачиваясь на неподвижном шарнире «С» против часовой стрелки, осуществляет радиальную подачу брусков. При этом шарнир «В» рычага 8 и винт 16 постепенно перемещаются вниз, а зазор «а» между упором 18 и втулкой 17 уменьшается пропорционально снятому припуску. Съем припуска наблюдается по показанию индикатора 25. В конце хонингования, когда припуск снят, упор 18 доходит до торца втулки 17, усилие пружины 22 вновь замыкается на корпус. Давление на бруски не передается, а индикатор 25 показывает нулевой припуск. В этот момент от регулируемого упора срабатывает микропереключатель 26, который включает реле времени, и начинается период выхаживания. По отработке заданного времени выхаживания включается электромагнит и поворачивает кулачок 27 в плоскость вращения ролика 28, который закреплен на наружном диаметре кривошипного диска 29. При вращении кривошипного диска 29 ролик 28 набегает на кулачок 27 и поворачивает рычаг 30 и связанный с ним фиксатор 24. В результате рейка 7 расстопоривается и под действием возвратной пружины 31 перемещается вверх, а реечная шестерня 2 и рукоятка 1 поворачиваются в исходное положение. При этом происходит быстрое сжатие брусков, отключение привода и насосной станции СОЖ и включение тормоза. Цикл обработки закончен.
Предусмотрена возможность ручного прерывания цикла обработки. Для этого зафиксированную в рабочем состоянии рукоятку 1 необходимо повернуть по стрелке II. Этим движением с помощью промежуточного толкателя (на схеме не показан) вручную поворачивается фиксатор 24 и расстопоривается рейка 7 . Все элементы механизма разжима брусков и управления циклом обработки возвращаются в исходное положение. Механизм разжима реализует косвенный активный контроль за размером обрабатываемой детали. Это достигается тем, что цикл обработки автоматически заканчивается при одном положении разжимного штока 10 и конуса 11 . Необходимая наладка технологического зазора, а также наладка на размер и периодическая компенсация износа брусков осуществляется маховиком 19 путем изменения исходного положения разжимного штока.
Устройство изменения давления брусков по длине обрабатываемой детали расположено соосно с механизмом рабочего давления и содержит тягу 32, которая проходит через центральную расточку пяты 21. На нижней части тяги 32 установлена на скользящей шпонке упорная втулка 33, тарированная пружина 34 и гайка-лимб 35. На верхнем торце упорной втулки 33 выполнены два центральных выступа, которые входят в центральный паз на нижнем торце пяты 21. Верхний конец тяги 32 установлен в направляющей втулке и кинематически связан с помощью вилки с горизонтальным плечом углового рычага 36. На конце вертикального плеча рычага 36 установлен вращающийся ролик 37, который при включенном устройстве контактирует с кулачком 38, установленным на боковой поверхности ползуна 39. При вращении кривошипного диска 29 с помощью кулисы ползуну 39 с кулачком 38 и обрабатываемой детали сообщается возвратно-поступательное движение. Включение устройства осуществляется путем оттягивания вниз гайки-лимба 35 и тяги 32 с последующим поворотом на 90° против часовой стрелки. При этом выступы упорной втулки 33 выходят из паза пяты 21 и после поворота на 90° упираются на нижний ее торец, а угловой рычаг 36, поворачиваясь на неподвижной оси, перемещает ролик 37 в плоскость контакта с кулачком 38. При поступательном движении ползуна 39 кулачок 38 набегает на ролик 37. Рычаг 36, поворачиваясь на оси, сообщает небольшое (0,5-0,1 мм) перемещение вверх тяге 32. В результате усилие пружины 34 через упорную втулку 33 передается на пяту 21 и суммируется с усилием рабочей пружины 22. Далее суммарное усилие через коромысло 20, винт 16, рычаг 8 и шток 10 передается разжимному конусу 11. Радиальное давление брусков 13 пропорционально возрастает.
Регулирование усилия пружины 34 осуществляется гайкой-лимбом 35 . Длительность дополнительного импульса давления определяется продолжительностью контакта кулачка 38 и ролика 37 , то есть длиной или профилем кулачка 38 . Положением кулачка на ползуне
39 настраивается место изменения давления по длине обрабатываемой детали. Отключение устройства возможно на ходу станка и производится поворотом гайки – лимба 35 по часовой стрелке на 90о. При этом тяга 32 под действием возвратной пружины 40 перемещается вверх, а рычаг 36 , поворачиваясь на оси, отводит ролик 37 от кулачка.
Экспериментально опробованы возможности системы разжима и управления циклом хонингования по стабильности размера обрабатываемого отверстия. После наладки станка на требуемый размер осуществлялось последовательное хонингование 15-20 деталей в режиме автоматического цикла. При разбросе исходных диаметров 0,020-0,025 мм разница диаметров после хонингования отверстий не превышало 0,002-0,004 мм.
Устройство изменения давления по длине обрабатываемого поверхности опробовано при хонинговании «зеркала» цилиндров двигателей внутреннего сгорания с глухим отверстием диаметром 76 мм и длиной 140 мм. Отклонение геометрической формы стабильно обеспечивалась в пределах 0,01-0,012 мм.
Список литературы Хонинговальный модуль с механизмом радиальной подачи брусков
- Муратов, К.Р. Хонинговальный модульный станок/К.Р. Муратов, А.М. Ханов//Станки и инструменты. 2006. № 12. С. 5-6.
- Муратов, Р.А. Механизм разжима хонинговальных брусков с переменным давлением по длине заготовки/Р.А. Муратов, К.Р. Муратов//Станки и инструменты. 2007. №2. С. 11-13.
