Хронометражное исследование лесозаготовительных операций

Автор: Белодедова А.А., Сидорова М.В.
Журнал: Resources and Technology @rt-petrsu
Статья в выпуске: 9 (1), 2012 года.
Бесплатный доступ
Приводятся результаты исследования операций технологического цикла лесозаготовительных машин. Проведено сравнение производительности харвестера «Ponsse Ergo» и вальщика, оснащенного бензомоторной пилой «Штиль 180». Приведено краткое описание методики и результатов исследования. Рассчитаны сменная и часовая производительности. Производительность в зависимости от объема хлыста составила: для харвестера от 110 до 280 м 3/см, для вальщика от 11,6 до 13,1 м 3/см. Проведен анализ условий работы и выработаны рекомендации по применению исследованных технологических процессов.
Лесосечные работы, производительность, хронометраж
Короткий адрес: https://sciup.org/147112270
IDR: 147112270
Time-studies of forest harvesting operations
The results of operations research process cycle forestry machinery. A comparison of the productivity harvester «Ponsse Ergo» feller and equipped with chain saw "Stihl 180". A brief description of the methodology and results of the study. Calculated shift and watch the productivity. Productivity, depending on the amount of the whip was: the harvester from 110 to 280 m3/sm for feller from 11.6 to 13.1 m3/sm. The conditions of work and made recommendations on the use of the technological processes.
Текст научной статьи Хронометражное исследование лесозаготовительных операций
The results of operations research process cycle forestry machinery. A comparison of the productivity harvester «Ponsse Ergo» feller and equipped with chain saw "Stihl 180". A brief description of the methodology and results of the study. Calculated shift and watch the productivity. Productivity, depending on the amount of the whip was: the harvester from 110 to 280 m3/sm for feller from 11.6 to 13.1 m3/sm. The conditions of work and made recommendations on the use of the technological processes.
Keyword: logging works, productivity, time-study.
СОСТОЯНИЕ ПРОБЛЕМЫ
Исследованию производительности труда на лесозаготовках посвящено большое число работ, проведенных в разное время [1, 2]. Разработаны нормы времени и выработки, учитывающие конкретные условия проведения лесозаготовительных работ [5]. Несмотря на это, дальнейшее повышение эффективности лесозаготовительных работ возможно только при тщательном изучении использования рабочего времени и выработке на этой основе путей и способов оптимизации его использования.
В лесной промышленности в настоящее время идет освоение сортиментного способа лесозаготовок [4], что требует систематического анализа практики использования лесозаготовительного оборудования.
Данное исследование заключалось в определении времени технологического цикла, расчете часовой и сменной производительности, статистической обработке показателя сменной производительности и диапазона, в котором может находиться это значение. Это важно, т. к. с помощью полученных данных можно рассчитать сроки, в которые будет выполнена заготовка древесины на определенной лесосеке (зная ее запас и площадь), учитывая различные факторы, влияющие на полученные результаты (погодные условия, полноту использования рабочего времени), что играет большую роль в оплате труда.
МЕТОДИКА ПРОВЕДЕНИЯ ИЗМЕРЕНИЙ
В ходе натурных исследований мы проводили хронометражные наблюдения и расчеты производительности вальщика и харвестера. Хронометражные исследования проводились по методике, представленной в работе [3].
В исследуемых технологиях лесосечных работ применялась следующая техника: бензопила «Штиль 180» и харвестер «Ponsse Ergo». Исследования включали в себя полевые эксперименты, анализ и оценку полученных результатов. Полевые исследования проводились в лесу, на влажных глинистых грунтах, свойственных для Карелии, в ясную погоду. Мы наблюдали процесс ведения заготовки древесины и производили измерения затрат времени вальщиком и оператором харвестера на определенную операцию при обработке каждого дерева. Для определения выработки определялись параметры ствола – диаметр и высота.
Для вальщика выделены следующие составляющие технологического цикла – время, затраченное на спиливание, сталкивание с пня; время на переход к другому месту; на подготовку рабочего места; на обрезку сучьев; на раскряжевку; время, затраченное на окучивание сортиментов.
Для работы харвестера Ponsse Ergo – время, необходимое для наведения СЗУ, для захвата дерева, время на его срезание и сталкивание, время на подтаскивание дерева к машине, время на раскряжевку дерева, время на смену рабочей стоянки, время протаскивания дерева через ножевую головку. Измерения выполнялись непосредственно на рабочих местах в рабочих условиях с помощью секундомера и рулетки. После окончания полевых измерений выполнен анализ полученных результатов, оценена сменная производительность, выявлены факторы, влияющие на ее изменение.
Опыт работы вальщика и оператора харвестера высокий – не менее 4 лет, они долгое время работают на предприятиях и занимаются заготовкой древесины.
РЕЗУЛЬТАТЫ ИЗМЕРЕНИЙ
В данном исследовании мы планируем определить сменную производительность харвестера «Ponsse Ergo» и бензомоторной пилы «Штиль 180». Для это- го измерены диаметр и высота спиленного дерева с помощью рулетки. Объем хлыста был рассчитан по формуле для простого конуса, что вполне допустимо для производственных условий, при необходимости объем уточняют по сортиментным таблицам, например [6]:
V хл
d 2 • п
м 3 ,
H ср K ф ,
где d – диаметр, см;
Hср –длина хлыста, м;
К ф – коэффициент, учитывающий форму ствола (0,52).
После этого необходимо найти время технологического цикла. Для харвестера определим его по формуле:
T — t "V t "V t 4~ t д 4~ t 4" t 4" t , C ц нав зах ср подт раск пер прот ,
, где tнав – время, необходимое для наведения СЗУ, с; tзах – время, необходимое для захвата дерева, с;
tср – время, необходимое на срезание и сталкивание дерева, с;
tподт – время, необходимое на подтаскивание дерева к машине, с;
tраск – время, необходимое на раскряжевку дерева, с;
-
tпер – время, необходимое на смену рабочей стоянки, с;
tпрот – время, необходимое для протаскивания дерева через ножевую головку, с.
Для бензомоторной пилы:
Тц = t1 + t2 + t3 + t4 + t5 + t6 + t7, с
где t1 – время, затраченное на спиливание, сталкивание дерева с пня, с;
-
t2 – время на переход к другому месту, с;
-
t3 – время на подготовку рабочего места, с;
-
t4 – время на обрезку сучьев, с;
-
t5 – время на раскряжевку, с;
-
t6 – время, затраченное на окучивание сортиментов, с.
С помощью секундомера засекалось время, затраченное на каждую операцию. Средние значения представлены в табл. 1.
Часовая производительность определена по формуле:
П _ 3600 • Vхл , м3/час, ч Тц где Vхл – объем хлыста, м³.
Тц – время технологического цикла, с.
Таблица 1
Средняя продолжительность операций технологического цикла
|
Харвестер «Ponsse Ergo» |
|||||||||||
|
t нав |
t зах |
t ср |
t подт |
t раск |
t пер |
t прот |
|||||
|
6 |
5 |
5 |
6 |
8 |
7 |
3 |
|||||
|
Бензомоторная пила «Штиль 180» |
|||||||||||
|
t1 |
t2 |
t3 |
t 4 |
t5 |
t 6 |
||||||
|
67 |
7 |
110 |
202 |
60 |
246 |
||||||
Сменная производительность:
Псм = Пч • (Тем - tn3 ) • f , м3/ч, где Пч – часовая производительность, м³/ч;
Тсм – продолжительность смены (8 ч);
-
tпз – время, затраченное на подготовительнозаключительные операции (1 ч);
f – коэффициент использования рабочего времени (0,85).
Указанных площадок не наблюдается при работе вальщика. Рост производительности происходит плавно. В случае вальщика, скорее всего, это объясняется тем, что при выпиловке сортимента, близкого к вершине, он старается выпилить более длинный сортимент, нежели отрезать два коротких сортимента большей суммарной длины. Выпиливание короткого сортимента в области вершины требует большой работы с обрезкой сучьев, при этом полученный объем сортимента невелик.
Далее была проведена статистическая обработка полученных данных.
Среднее квадратическое отклонение сменной производительности по экспериментальным данным:
S =

см. ср
- Псм.) 2
n(n - 1 )
учитывать, что исследования проводились в летний период, а в зимнее время сменная производительность вальщика значительно уменьшится из-за увеличения времени на переход к следующему дереву, а также в зависимости от рельефных условий, которые в свою очередь влияют на время смены рабочей стоянки.
Часть результатов проведенного исследования сведена в табл. 2, 3, остальное данные изображены в виде диаграмм (рис. 1, 2)
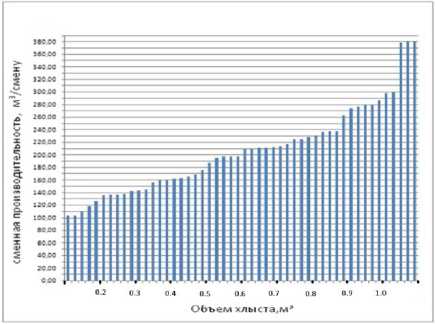
Рис. 1. Зависимость сменной производительности харвестера «Рonsse Ergo» от объема хлыста
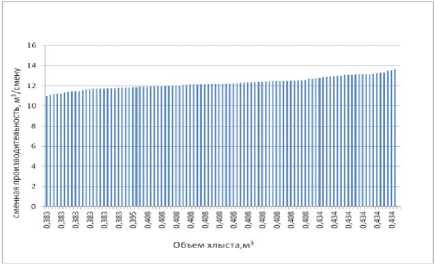
Рис. 2. Зависимость сменной производительности бензомоторной пилы «Штиль 180» от объема хлыста
Можно отметить, что в технологическом цикле харвестера практически нет резко выделяющихся составляющих, каждая из них представлена в равных долях. На наш взгляд, это говорит о высокой степени приспособленности харвестера к лесозаготовительным работам и о его высокой энергонасыщенности. Это позволяет направлять на выполнение любых технологических операции практически всю мощность, отдаваемую двигателем.
Наибольшие скачки затрат времени наблюдаются в области стволов большого диаметра. Следует отметить наличие практически горизонтальных площадок на рис. 1. Лучшее объяснение состоит в предположении изменения количества выпиливаемых сортиментов и кратного увеличения затрат времени. Так- же появлению горизонтальных участков способствуют система автоматического выбора схемы раскряжевки и протягивание харвестерной головкой дерева практически до его вершины.
Рассчитав производительности харвестера и вальщика, мы можем отметить, что сменная производительность харвестера много выше, чем сменная производительность вальщика. Связанно это с тем, что вальщик затрачивает намного больше времени на каждую из операций, чем харвестер. Зависит это от условий местности, от породы, от диаметра и высоты дерева, от сезона. Например, сравним время на обрезку сучьев: харвестеру требуется несколько секунд, а вальщику несколько минут, поэтому можно сказать, что предпочтительнее вальщиков использовать на обработке лесосек с низким содержанием ели. На малых предприятиях и в труднодоступных местах лучше использовать вальщиков, оснащенных бензомоторными пилами.
В целом эффективнее использовать на лесозаготовках харвестер. Ограничения для него вытекают из габаритов и массы харвестера. При низких выборках велика вероятность повреждения деревьев, оставляемых на доращивание. Также харвестеры не допускается применять при работе в особо охраняемых зонах: заповедниках, водоохранных зонах и других особо охраняемых территориях.
ВЫВОДЫ
Проведенный анализ сменной производительности харвестера и вальщика показал, что полученные результаты обладают хорошей прогнозируемостью. Доверительные интервалы, в которых сменные производительности отклоняются от среднего, учитывая неполное использование рабочего времени и другие факторы, позволяют вычислить примерное количество затрачиваемого времени на заданный объем заготовки и обосновать управленческие решения по плану производства. В последующих исследованиях необходимо направить усилия на измерение влияния энергонасыщенности харвестеров различных марок на скорость выполнения технологических операций, а также на экономичность использования харвестеров.
Список литературы Хронометражное исследование лесозаготовительных операций
- Виногоров Г. К. Лесосечные работы: монография/Г. К. Виногоров. -М.: Лесная промышленность, 1972. -240 с.
- Саркисов В. В. Научная организация и нормирование труда в лесозаготовительной промышленности и лесном хозяйстве/В. В. Саркисов, В. М. Шелехов; ред. В. В. Саркисов. -М.: Высшая школа, 1982. -335 с.
- Шегельман И. Р. Структура и методы исследования производственного процесса лесосечных работ: методические указания/И. Р. Шегельман, О. Н. Галактионов; КРИА. -Петрозаводск, 2001. -36 с.
- Шегельман И. Р. Техническое оснащение современных лесозаготовок./И. Р. Шегельман, В. И. Скрыпник, О. Н. Галактионов. -СПб.: ПРОФИ-ИНФОРМ, 2005. -344 с.
- Единые нормы выработки и расценки на лесозаготовительные работы (утв. Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 29.03.1988 № 164/9-35).
- Анучин Н. П. Сортиментные и товарные таблицы/Н. П. Анучин. -М.: Лесн. промышленность, 1981. -536 с.
