Исследование детонационного упрочнения шлифовальных кругов

Автор: Воронин Валерий Николаевич, Борисов Виталий Валерьевич, Журавлев Андрей Николаевич, Ибатуллин Ильдар Дугласович, Нечаев Илья Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 4-2 т.15, 2013 года.
Бесплатный доступ
Приведена методика экспериментальной оценки остаточных напряжений в шлифовальном круге, наводимых детонационным упрочнением боковых поверхностей. Упрочнение происходит за счет формирования в круге напряжений сжатия при напылении на его боковые стороны корундового покрытия. Показано, что с ростом толщины керамического покрытия увеличиваются благоприятные напряжения сжатия.
Шлифовальный круг, остаточные напряжения, упрочнение, детонационное напыление, керамическое покрытие
Короткий адрес: https://sciup.org/148202275
IDR: 148202275 | УДК: 621.921
Research the detonation hardening of grinding circles
The method of experimental estimation of residual stresses in a grinding circle, induced by detonation hardening of lateral surfaces is given. Hardening happens by the formation in a circle the pressure loads at a dusting on its lateral surfaces a corundum covering. It is shown that with increase the thickness of ceramic covering the favorable pressure loads also increase.
Текст научной статьи Исследование детонационного упрочнения шлифовальных кругов
Нечаев Илья Владимирович, кандидат технических наук, доцент кафедры «Технология твердых химических веществ»
раскрытием зазора в месте прорези при наличии растягивающих напряжений или сближением краев круга в месте прорези при высвобождении остаточных напряжений сжатия. После релаксации внутренних напряжений измеряют начальный зазор х между краями прорези.
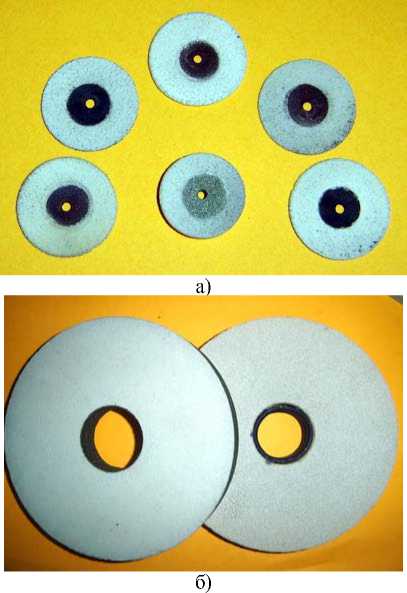
Рис. 1. Примеры упрочнения малогабаритных отрезных кругов (а) и шлифовальных кругов (б). Покрытие – корунд, толщина 100 мкм
После напыления покрытия на боковые поверхности круга зазор между краями прорези приобретает величину x’. Учитывая, что прорезь имеет длину существенно меньше, чем длина окружности неразрезанной части абразивного круга L, можно записать равенства:
- до напыления х = 2 n R - L ; (1)
- после напыления х ' = 2 n R ' - L ' .
Найдем зависимость, связывающую сжимающие напряжения, возникающие в материале круга под действием формируемого детонационного покрытия, и величинами х и х’ . Для этого рассмотрим элементарный сегмент абразивного круга ABCD (рис. 2), где сплошными линиями очерчен начальный размер сегмента, а пунктирными - размеры сегмента A’B’C’D’ после его сжатия в плоскости рисунка вследствие действия сжимающих напряжений, наводимых покрытием.
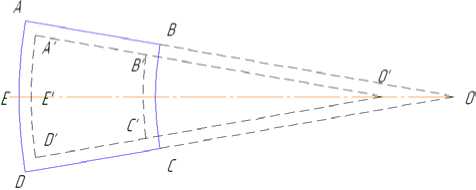
Рис. 2. Оценка остаточных напряжений в материале круга
Из подобия фигур AOE и A’O’E’ следует, что
AO = AO AE ” A' E' .
При этом отрезок АО равен исходному радиусу абразивного круга R, а A’O’ - радиусу круга после напыления R’ . Уменьшение величины сегмента круга АЕ после напыления произошло под действием тепловой деформации круга, определяемой формулой Кингери
AE - A ' E ' . т —
е = = аЕ T =
AE E
, или
A* E* = AE I 1 - — I
I EJ ,
где a - коэффициент линейного расширения материала круга; АТ - разница между начальной Т1 и конечной Т2 (после остывания) температуры покрытия; о - напряжение сжатия круга вследствие тепловой деформации покрытия (сжатия при остывании); Е - модуль упругости материала связки круга. Учитывая, что частицы материала покрытия в момент контакта с напыляемой поверхностью находятся в расплавленном состоянии примем Т1 = Тп (температура плавления материала покрытия). После формирования слоя пятно покрытия быстро остывает до комнатной температуры Тком, поэтому запишем Т2 = Т$ом * 20оС. Аналогично для длины неразрезанной части круга можно записать:
L' = L [1 - — 1
I EJ
С учетом выражений (2, 3) можно записать:
R' = R [1 - — 1
I EJ
Подставляя (4) и (5) в (1) получим:
х' = 2nR | 1 - — I-LI 1 - — 1 = х I 1 - — I
V E) ( E J V E)
Выразим из (5) напряжение:
— = E l 1
—
х '
x
Экспериментальную оценку напряжений, наводимых детонационным напылением, выполняли на образцах абразивного круга 100КС315. Для этого на боковую сторону образцов наклеивали алюминиевую пластину с проведенной вдоль пластины (в средней части) царапиной. Разрезали образцы ножовочным полотном шириной ~ 1 мм. Измеряли фактическую ширину прорези (начальный зазор) с точностью 1 мкм. Затем напыляли на боковые поверхности образцов корундовое покрытие толщиной 100, 200 и 300 мкм (вид образцов с покрытием показан на рис. 3). После чего вновь определяли ширину прорези (конечный зазор). Принимая, что модуль упругости материала связки равен Е * 104 МПа, рассчитали напряжения по формуле (6) и усредняли результат.

Рис. 3. Общий вид образцов шлифовальных кругов после напыления
Для оценки ширины прорези перед разрезанием круга на его боковую поверхность наклеивали алюминиевую пластинку, на которой предварительно чертили два перекрестия. Пропил выполняли между этими перекрестиями. Далее место пропила фотографировали с трехкратным увеличением и определяли расстояние между метками с использованием программы BMP.exe.
Результаты оценки изменения ширины зазора (по специальным меткам) после нанесения детонационного покрытий на примере пяти образцов представлены в таблице 1.
Выводы: полученные результаты показали, что за счет напыления корундового покрытия можно создавать в шлифовальном круге остаточные напряжения сжатия, доходящие до 100 МПа.
Работа проводилась при финансовой поддержке Министерства образования и науки РФ.
Таблица 1. Результаты оценки деформации шлифовальных кругов после напыления корундового покрытия
|
Толщина слоя, мкм |
Начальный зазор, мкм |
Конечный зазор, мкм |
Изменение зазора, мкм |
Количество слоев напыления |
|
100 |
1087 |
1053 |
34 |
7 |
|
100 |
1125 |
1094 |
31 |
7 |
|
100 |
1090 |
1062 |
28 |
7 |
|
100 |
1125 |
1089 |
36 |
7 |
|
100 |
1148 |
1114 |
34 |
7 |
|
200 |
1093 |
1025 |
68 |
13 |
|
200 |
1115 |
1044 |
71 |
13 |
|
200 |
1112 |
1055 |
57 |
13 |
|
200 |
1096 |
1037 |
59 |
13 |
|
200 |
1077 |
1018 |
59 |
13 |
|
300 |
1109 |
1005 |
104 |
20 |
|
300 |
1110 |
1011 |
99 |
20 |
|
300 |
1108 |
1012 |
96 |
20 |
|
300 |
1092 |
998 |
94 |
20 |
|
300 |
1101 |
1004 |
97 |
20 |
Список литературы Исследование детонационного упрочнения шлифовальных кругов
- Ненашев, М.В. Математическая модель оптимизации напряженно-деформированного состояния в шлифовальных кругах на основе детонационных процессов напыления/М.В. Ненашев, И.Д. Ибатуллин, А.Н. Журавлев, А.Р. Дьяконов//В сб.: Математическая физика и ее приложения. Матер. Третьей международной конференции/под ред. чл.-корр. РАН И.В. Воловича и д.ф.-м.н. В.П. Радченко. -Самара: СамГТУ, 2012. С. 213-214.
- Ненашев, М.В. Детонационные технологии балансировки и упрочнения абразивных кругов/М.В. Ненашев, Д.А. Деморецкий, С.Ю. Ганигин и др.//Известия Самарского научного центра Российской академии наук. 2012. Т. 14, №1 (2). С. 409-412.
- Ненашев, М.В. Применение детонационных покрытий в технологии машиностроения/М.В. Ненашев, Д.А. Деморецкий, С.Ю. Ганигин и др.//Известия Самарского научного центра РАН. 2011. Т. 13, №4 (3). С. 830-834.
