Исследование кинетики трехстадийной переработки соапстоков растительных масел

Автор: Цапкина Н.И., Остриков А.Н., Копылов М.В., Богомолов И.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевые системы
Статья в выпуске: 3 (105) т.87, 2025 года.
Бесплатный доступ
Цель исследования – выявление кинетических закономерностей трехстадийной технологии получения жирных кислот из соапстоков, включающей щелочное омыление гидратированного растительного масла, высаливание хлоридом натрия, гидролиз и разложение мыльной сердцевины серной кислотой, а также промывку полученных жирных кислот. Были исследованы кинетические закономерности каждого из трех этапов обработки соапстока. Гидратированное растительное масло подвергали щелочному омылению раствором гидроксида натрия концентрацией 30–45 % в количестве 15% от массы сырья в течение 240 мин при температуре 90–95 °C при перемешивании до получения мыльного клея. Установлено, что, продолжительность оказывает большее влияние на выход кислоты, чем концентрация раствора гидроксида натрия. Увеличение продолжительности омыления с 60 до 240 мин. повышает выход жирных кислот в 1,58 раза. Полученную омыленную массу подвергали высаливанию хлоридом натрия концентрацией 16–20% в течение 75–80 мин при температуре кипячения и постоянном перемешивании. Были определены рациональные условия высаливания: продолжительность (80 мин.) и концентрация хлорида натрия (20 %). Полученную мыльную сердцевину разлагали раствором серной кислоты в две стадии: на первой стадии – серной кислотой с концентрацией 10–12% при температуре гидролиза 110–115 °С в течение 40 мин; на второй стадии – серной кислотой с концентрацией 80–92% при температуре разложения 90 °С в течение 85 мин при перемешивании массы до полного разложения мыл. Полученные жирные кислоты имели значительно меньшую массовую долю влаги и летучих веществ и увеличенную глубину расщепления.
Кинетика, закономерности, технология, соапсток, жирные кислоты, щелочное омыление, высаливание, кислотный гидролиз
Короткий адрес: https://sciup.org/140313108
IDR: 140313108 | УДК: 625.3 | DOI: 10.20914/2310-1202-2025-3-13-19
Investigation of the kinetics of three-stage processing of vegetable oil coapstocks
The aim of the study is to identify the kinetic patterns of a three-stage technology for obtaining fatty acids from soapstocks, including alkaline saponification of hydrated vegetable oil, desalination with sodium chloride, hydrolysis and decomposition of the soap core with sulfuric acid, as well as washing of the obtained fatty acids. The kinetic patterns of each of the three stages of soapstock processing were investigated. The hydrated vegetable oil was subjected to alkaline saponification with a sodium hydroxide solution with a concentration of 30-45% in an amount of 15% by weight of the raw material for 240 minutes at a temperature of 90-95 ° C with stirring until a soap glue was obtained. It was found that the duration has a greater effect on the acid yield than the concentration of the sodium hydroxide solution. Increased saponification time from 60 to 240 minutes. increases the yield of fatty acids by 1.58 times. The resulting saponified mass was salted with sodium chloride at a concentration of 16-20 % for 75-80 minutes at boiling point and constant mixing. The rational salting conditions were determined: duration (80 min.) and concentration of sodium chloride (20%). The resulting soap core was decomposed with a solution of sulfuric acid in two stages: in the first stage, with sulfuric acid with a concentration of 10-12% at a hydrolysis temperature of 110-115 ° C for 40 minutes; in the second stage, with sulfuric acid with a concentration of 80-92% at a decomposition temperature of 90 ° C for 85 minutes, stirring the mass until the soap completely decomposes. The resulting fatty acids had a significantly lower mass fraction of moisture and volatile substances and an increased cleavage depth.
Текст научной статьи Исследование кинетики трехстадийной переработки соапстоков растительных масел
В связи с широким внедрением новых сортов масличных культур, в частности, подсолнечника с масличностью свыше 60%, а, следовательно, изменившимся фракционным составом получаемого из него соапстока, появилась необходимость уточнения и корректировки технологических режимов процессов переработки соапстоков с оценкой значимости влияния каждого технологического параметра: температуры, продолжительности, режима перемешивания, вязкости и др. [1]. Поэтому целесообразно уточнить кинетические закономерности трехстадийной технологии получения из соапстоков жирных кислот. На основе которых можно обосновать рациональные кинетические характеристики исследуемых процессов – это и являлось объектом данного исследования.
В работе [2] исследовали условия разложения хлопкового соапстока серной кислотой с предварительным гидролизом соапстока.
Авторы работы [3] предложили технологию применения серной кислоты для получения жирных кислот за счет разложения соапстока. Они определили характер влияния технологических параметров (температуры и продолжительности) на объем и степень нейтрализации жирных кислот с получением уравнений, определяемых статистической обработкой.
Особый интерес в последние годы был посвящен обработке соапстока, получаемого путем нейтрализации. После предварительной обработки (дегуммирования) фосфорной кислотой или лимонной кислотой для устранения лецитинов (смеси фосфолипидов и других компонентов) следует этап нейтрализации для снижения кислотности масла. Дегуммированное масло обрабатывается щелочным раствором (NаОН) для нейтрализации свободных жирных кислот и избытка фосфорной кислоты. Реакция щелочной воды с жирными кислотами приводит к образованию мыла.
Lin, C.-Y. и др. [4] подвергали соапсток расщеплению для стабилизации и снижения веса для транспортировки. Для извлечения свободных жирных кислот они обрабатывали подкисленный соапсток серной кислотой.
Sytnik, N. и др. [5] получали жирные кислоты из соапстока за счет гидролиза серной кислотой. Было установлено, что увеличение температуры и продолжительности кислотного гидролиза соапстока серной кислотой увеличивает выход и количество нейтрализуемых жирных кислот.
В работе [6] рассмотрены методы ферментативного гидролиза соапстока. Установлено, что использование ферментативных катализаторов позволяет достичь конверсии в 70%. Отходы, образующиеся при очистке масла в наибольшем количестве, представляют собой кислую воду, соапстоки и дистилляты (токоферолы и фитостеролы). Их утилизация создает серьезные проблемы с точки зрения воздействия на окружающую среду и общей экономической стоимости процесса очистки.
В работе [7] предложен оригинальный способ переработки хлопковых соапстоков для получения жирных кислот. Согласно способу, нагретый хлопковый соапсток смешивался с водой и концентрированной серной кислотой. После достижения заданной глубины разложения полученная масса отстаивалась для разделения на слои с различной плотностью.
Переработка мыльного сырья в жирные кислоты путем омыления и последующего высаливания являлась объектом многочисленных исследований [8, 9, 10, 11]. В них рассматривались различные аспекты влияния режимов высаливания сырья и кислотного гидролиза на качество жирных кислот.
Вышеприведенный анализ исследований, связанных с получением жирных кислот из мыльного сырья, свидетельствует об актуальности данной тематики.
Цель работы – исследование кинетических закономерностей трехстадийной технологии получения из соапстоков жирных кислот для уточнения и корректировки технологических режимов процессов переработки соапстоков с оценкой значимости влияния каждого из технологических параметров.
Это поволит обосновать рациональные кинетические характеристики исследуемых процессов технологии получения жирных кислот, включающей омыление исходного сырья щелочным раствором (NаОН), высаливание NaCl и разложение Н 2 SО 4 (серной кислотой).
Материалы и методы
Объектом исследования являлся соапсток подсолнечного и рапсового масел имеющий следующий состав, % по массе: жир 8–50, воду и различные нежировые компоненты (красящие вещества, фосфатиды, белки, углеводы и др.). Соапсток по органолептическим и физикохимическим показателям соответствовал требованиям, приведенным в таблице 1.
Таблица 1.
Характеристика соапстока
Table 1.
Characteristics of soapstock
|
Показатели | Indicator |
Характеристика | Characteristics |
|
Цвет | Color |
Коричневый различных оттенков Brown in various shades |
|
Запах | Odor |
Специфический, свойственный соапстоку Specific, characteristic of soapstock |
|
Консистенция при 20 °C | Consistency at 20°C |
Жидкая и мазеобразная | Liquid and paste-like |
|
Кислотное число, мг КОН/г | Acid value, mg KOH/g |
80–180* |
|
Массовая доля общего жира, % | Total fat, % |
71,9 |
|
Массовая доля жирных кислот, % | Fatty acids, % |
64,5 |
|
Массовая доля нейтральных жиров, % | Neutral fats, % |
7,4 |
|
Массовая доля влаги и летучих веществ, % | Moisture and volatile matter, % |
15,4 |
|
Содержание серы, ppm | Sulfur content, ppm |
100 |
|
Содержание фосфора, ppm | Phosphorus content, ppm |
130 |
Примечание* кислотное число указано для соапстоков из подсолнечного и рапсового масел
В разработанной трехстадийной технологии переработки соапстоков использовались следующие вспомогательные материалы: гидрооксид натрия (NаОН – каустическая сода) для щелочного омыления гидратированного растительного масла; хлорид натрия (NaCl) для высаливания полученной после щелочного омыления массы в качестве выводящего агента; кислота серная техническая (Н 2 SО 4 ) для кислотного гидролиза мыльной сердцевины.
Используемые реагенты соответствовали требованиям ГОСТов: гидроксид натрия (каустическая сода) (NаОН) – ГОСТ 11078–78, хлорид натрия (NаСI) – ГОСТ Р 51574–2000, серная кислота (Н 2 SО 4 ) – ГОСТ 2184–77.
Кроме того, для проведения исследований использовались следующие реагенты и материалы: спирт этиловый ректификованный, дистиллированная вода, фенолфталеин, метиловый оранжевый, этиловый эфир.
Физико-химические характеристики соап-стоков: содержание мыла и жирных кислот в исходном соапстоке определяли по ГОСТ 5480–59, кислотное число – по ГОСТ 31933–2012, содержание неомыляемых веществ – по ГОСТ 5479–64, число омыление – по ГОСТ 5478–2014, перекисное число – по ГОСТ Р51487–99, концентрацию водородных ионов измерили с помощью иономера марки И-160МИ, массовую долю жирных кислот определяли методом жидкостной хроматографии.
Результаты и обсуждение
Кинетические закономерности комбинированной трехстадийной технологии получения жирных кислот исследовались отдельно для каждого из трех этапов обработки соапстока: щелочного омыления гидратированного растительного масла раствором гидроксида натрия до получения мыльного клея, высаливания хлоридом натрия полученной массы и ее отстаивания для разделения на три слоя (нижний – мыльная щелочь, средний – клеевое мыло, верхний – мыльная сердцевина) и гидролиза верхнего слоя массы, которая образуется при разделении соапстока, серной кислотой.
Выявление кинетических закономерностей исследуемых процессов переработки соапсто-ков осуществляли на опытной установке путем смешивания соапстока и соответствующего реагента (растворов гидроксида натрия (NаОН), хлорида натрия (NaCl) и серной кислоты (Н 2 SО 4 )) и последующего термостатирования в течение определенного времени при заданных технологических параметрах.
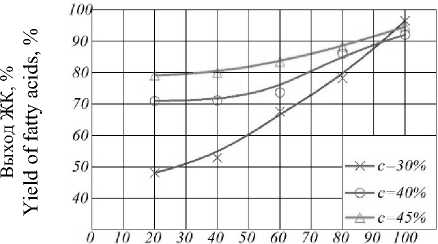
Кинетика процесса щелочного омыления гидратированного масла раствором гидроксида натрия. Исходный продукт (гидратированное масло) подвергали щелочному омылению раствором гидроксида натрия концентрацией 30–45% в количестве 15% от массы сырья в течение 240 мин при температуре 90–95 °C до рН 10–11 при перемешивании до получения раствора мыла различной концентрации (мыльного клея).
τ, min
Рисунок 1. Зависимость выхода жирных кислот от продолжительности омыления мыльного сырья и концентрации раствора гидроксида натрия
Figure 1. The dependence of the yield of fatty acids on the duration of saponification of soap raw materials and the concentration of sodium hydroxide solution
Проведенные исследования позволили получить зависимости выхода жирных кислот и количества нейтрализуемых жирных кислот от времени омыления и концентрации реагента (рисунок 1). Установлено доминирующее влияние времени обработки на выход жирных кислот, по сравнению с концентрацией раствора гидроксида натрия. Увеличение времени омыления с 60 до 240 мин. повышает выход жирных кислот в 1,58 раза (рисунок 1). Выявлено, что повышение концентрации гидроксида натрия от 30 до 45% повышает выход жирных кислот за счет более полного превращения липидной части соапстока в мыло.
Кинетика процесса высаливания омыленной массы раствором хлорида натрия. Для концентрирования жировой фракции соапстока полученную омыленную массу подвергали высаливанию хлоридом натрия концентрацией 16–20% в течение 75–80 мин при температуре 60 °С и постоянном перемешивания в течение 10 мин. При растворении хлорида натрия (NaCl) в водной фазе соап-стока процесс высаливания омыленной массы сопровождался расслоением в течение 2 часов полученной массы с последующим всплыванием легкой жировой фракции и опусканием вниз отделившейся воды. Полученную и нагретую до кипения массу разделяли путем отстаивания на нижнюю водную фазу, среднюю – клеевое мыло и верхнюю – мыльную сердцевину с содержанием 50–60% жирных кислот.
Содержание растворимого NaCl составляло 8–10%, так как эта концентрация раствора хлорида натрия обеспечивала полное отделение водной фазы. Высокий выход жирных кислот в количестве 95,0% обеспечивался при времени 80 мин. и концентрация хлорида натрия 20% (рисунок 3).
Анализ кинетических закономерностей выхода жирных кислот от времени высаливания при различных концентрациях хлорида натрия (рисунок 2) показал высокий выход жирных кислот в количестве 87,8% (рисунок 3) при концентрации хлорида натрия 20% и времени процесса высаливания 80 минут. Отмечено доминирующее влияние концентрации хлорида натрия в диапазоне от 4 до 20% на увеличение выхода жирных кислот в 1,5 раза (рисунок 3) и степень нейтрализации – в 1,7 раза.
Кинетика процесса двухэтапного кислотного гидролиза мыльной сердцевины серной кислотой разной концентрацией . Сущность двухэтапного кислотного гидролиза мыльной сердцевины состояла в обработке мыльной сердцевины серной кислотой сначала с концентрацией 10–12% при температуре гидролиза 110–115 °С в течение 40 мин; а затем с концентрацией 80–92% при температуре разложения 90 °С в течение 85 мин при перемешивании массы. После этого в течение 2 часов отделялась сульфатная вода в результате отстаивания. Затем водным конденсатом промывали полученные жирные кислоты.
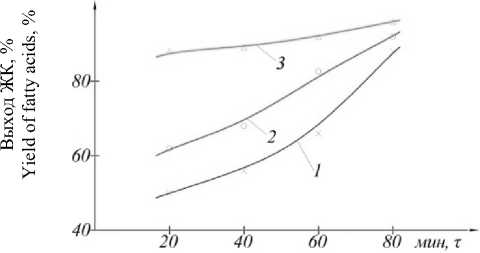
Рисунок 2. Зависимость выхода жирных кислот от времени высаливания при различных концентрациях хлорида натрия: 1 – 4%; 2 – 12%; 3 – 20%
Figure 2. Dependence of the yield of fatty acids on the salting out time at different concentrations of sodium chloride: 1 – 4%; 2 – 12%; 3 – 20%
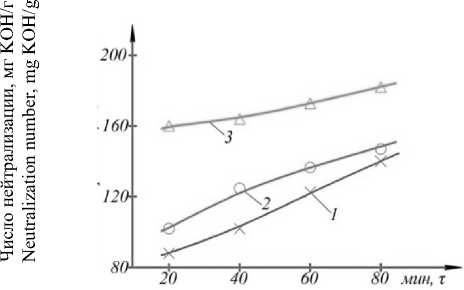
Рисунок 3. Зависимость числа нейтрализации от времени высаливания при различных концентрациях хлорида натрия: 1 – 4%; 2 – 12%; 3 – 20%
Figure 3. Dependence of the neutralization number on the salting out time at different concentrations of sodium chloride: 1 – 4%; 2 – 12%; 3 – 20%
Экспериментальные исследования показали, что использование 10–12% раствора серной кислоты для гидролиза мыльной сердцевины обеспечивает выход свободных жирных кислот на уровне 80–85%. Наибольшая эффективность процесса на первой стадии гидролиза достигается при следующих параметрах: температурный режим 110–115 °С и продолжительность обработки 40 минут.
Проведенный анализ позволил установить корреляционную зависимость между температурными условиями, концентрацией серного кислотного раствора и эффективностью выхода жирных кислот в процессе гидролиза мыльной сердцевины (таблица 2).
Таблица 2.
Влияние температуры гидролиза и концентраций серной кислоты на процесс выделения жирных кислот при гидролизе мыльной сердцевины
Table 2.
The influence of hydrolysis temperature and sulfuric acid concentrations on the process of fatty acid release during soap core hydrolysis
|
Температура гидролиза Temperature hydrolis |
Концентрация серной кислоты, % Sulfuric acid concentration, % |
Выход ЖК, % Yield of fatty acids, % |
|
110 |
10 |
51 |
|
115 |
12 |
57 |
|
80 |
80 |
78 |
|
90 |
90 |
79 |
Экспериментальным путем определены оптимальные условия второй стадии переработки мыльного сырья: температура 90–95 °С при времени обработки 40 минут (таблица 3). После завершения гидролиза массу отстаивают 1,5 часа, после чего верхний слой жирных кислот последовательно промывают горячей водой для удаления остатков серной кислоты и сульфата натрия.
Сульфатная вода при этом направляется на регенерацию с получением товарного сульфата натрия. Выход жирных кислот достигает 79,0% при степени нейтрализации 180,0 мг КОН/г. Полученный продукт характеризуется следующими показателями качества: содержание влаги и летучих веществ – 1,8%, общий жир – 97,0%, глубина расщепления (олеиновая кислота) – 64,5%, при полном отсутствии минеральных кислот.
Таблица 3.
Технологические параметры гидролиза и разложения
Table 3.
Technological parameters of hydrolysis and decomposition
|
Продукт Product |
Параметры | Parameters |
Выход жирных кислот, кг/т соапстока Yield of fatty acids, % |
|||
|
гидролиза | hydolysis |
разложения | decomposition |
||||
|
T, K |
τ, мин |
T, K |
Расход Н 2 SО 4 , г/кг Sulfuric acid concentration, % |
||
|
Мыльная |
110 |
45 |
85 |
33 |
202 |
|
сердцевина |
115 |
40 |
90 |
31 |
198 |
|
Soap core |
115 |
45 |
90 |
38 |
204 |
Заключение
В результате исследования процессов трехэтапной технологии извлечения жирных кислот из соапстоков, полученных при переработке высокомасличных культур, были выявлены кинетические закономерности следующих процессов: щелочного омыления гидратированного растительного масла, высаливание хлоридом натрия, кислотного гидролиза и разложения мыльной сердцевины (мыльного ядра) серной кислотой различной концентрации. Кинетические исследования показали, что при щелочном омылении гидратированных растительных масел выход жирных кислот в большей степени зависит от продолжительности процесса, чем от концентрации NаОН.
Оптимальная концентрация NaCl для эффективного фазового разделения при высаливании омыленного масла составляет 8–10%. Применение двухстадийного кислотного гидролиза с использованием на первом этапе 10–12% Н 2 SО 4 , а на втором – 80–92% Н 2 SО 4 позволило увеличить выход жирных кислот до 80–85%. В ходе работы определены оптимальные параметры кислотного расщепления мыльного ядра.
Полученные жирные кислоты характеризуются улучшенными качественными показателями: сниженным содержанием влаги и летучих компонентов при высокой степени расщепления. Разработанный процесс демонстрирует эффективную технологию переработки соапстоков с получением высококачественных жирных кислот.
