Исследование коррозионной стойкости биорезорбируемого магниевого сплава Mg-1Zn-0,05Ca

Автор: Воробьев Е.В., Дьяконов Г.С., Шарафуллин И.Ф., Гришина Ю.Ф.
Журнал: Российский журнал биомеханики @journal-biomech
Статья в выпуске: 2 т.30, 2026 года.
Бесплатный доступ
В данной работе проведено исследование микроструктуры и свойств биорезорбируемого магниевого сплава Mg1Zn0,05Ca. Сплав с литой структурой был подвергнут гомогенизационному отжигу при Т = 450°С длительностью 8 ч. Гомогенизационный отжиг обеспечил растворение частиц, богатых цинком, и равномерное распределение цинка в твердом растворе. Гомогенизированный сплав подвергался деформационнотермической обработке, которая представляла собой равноканальное угловое прессование и последующее волочение. В результате были получены прутки диаметром 12 мм и длиной 1500 мм. Деформационнотермическая обработка обеспечила формирование мелкозернистой структуры со средним размером зерен ~ 8,6 мкм. Микроструктура магниевого сплава с литой, гомогенизированной и мелкозернистой структурой была исследована при помощи оптической и сканирующей электронной микроскопии, а также методом энергодисперсионной спектрометрии. Были оценены механические свойства магниевого сплава в различных микроструктурных состояниях. Для каждого исследованного состояния была измерена скорость коррозии при погружении образцов в раствор Рингера. В результате проведения коррозионных исследований было установлено, что измельчение структуры магниевого сплава Mg1Zn0,05Zn приводит к повышению коррозионной стойкости сплава. Показано, что коррозионное разрушение образцов магниевого сплава с литой структурой контролируется механизмом питинговой коррозии. Формирование мелкозернистой структуры способствует развитию поверхностной коррозии и обеспечивает улучшение коррозионной стойкости сплава в растворе Рингера. Обсуждается взаимосвязь между микроструктурным состоянием магниевого сплава Mg1Zn0,05Zn его механическими и коррозионными свойствами.
Mg-Zn-Ca, скорость коррозии, микроструктура, размер зерна, механические свойства, гомогенизация, деформационная обработка, механизмы коррозии
Короткий адрес: https://sciup.org/146283368
IDR: 146283368 | УДК: 531/534: [57+61] | DOI: 10.15593/RZhBiomeh/2026.2.07
Investigation of corrosion resistance of bioresorbable magnesium alloy Mg-1Zn-0.05Ca
In this work, the microstructure and properties of bioresorbable magnesium alloy Mg1Zn0.05Ca are studied. The alloy with a cast structure was subjected to homogenization annealing at T = 450°C for 8 hours. Homogenization annealing ensured the dissolution of zincrich particles and uniform distribution of zinc in the solid solution. The homogenized alloy was subjected to deformationheat treatment, which was equalchannel angular pressing and subsequent drawing. As a result, rods with a diameter of 12 mm and a length of 1500 mm were obtained. After deformationheat treatment, a finegrained structure with an average grain size of ~ 8.6 μm was formed. The microstructure of the magnesium alloy with a cast, homogenized, and finegrained structure was studied using optical and scanning electron microscopy, as well as energydispersive spectrometry. The mechanical properties of magnesium alloy in different microstructural states were evaluated. For each studied state, the corrosion rate was measured when immersing the samples in Ringer's solution. As a result of the corrosion studies, it was found that the refinement of the structure of the magnesium alloy Mg1Zn0.05Zn leads to an increase in its corrosion resistance. It was shown that the corrosion destruction of magnesium alloy samples with a cast structure is controlled by the mechanism of pitting corrosion. The formation of a finegrained structure promotes surface corrosion and improves the alloy's corrosion resistance in Ringer's solution. The relationship between the microstructural state of the magnesium alloy Mg1Zn0.05Zn and its mechanical and corrosion properties is discussed.
Текст научной статьи Исследование коррозионной стойкости биорезорбируемого магниевого сплава Mg-1Zn-0,05Ca
Титановые сплавы, нержавеющие стали и кобальтхромовые стали являются традиционными материалами, которые используются в травматологи, для изготовления костных имплантатов [1]. Эти материалы обла- дают хорошими конструкционными характеристиками и относятся к биосовместимым. Однако, несмотря на их широкое применение, данные материалы обладают некоторыми негативными свойствами, такими как: выделение токсичных элементов, экранирование нагрузки и локальное разрушение костной ткани, а также в некото-


Эта статья доступна в соответствии с условиями лицензии Creative Commons Attribution-NonCommercial 4.0 International
License (CC BY-NC 4.0)
This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International License (CC BY-NC 4.0)
рых случаях необходимость проведения повторной операции для удаления имплантата. Эта важная проблема подтолкнула к созданию биорезорбируемых материалов, которые способны постепенно растворяться в теле организма.
В последние годы особое внимание уделяется разработке биорезорбируемых сплавов на основе магния. Сплавы на его основе имеют высокий интерес благодаря относительно низкому модулю упругости магния (41-45 ГПа). Модуль упругости магниевых сплавов близок к модулю упругости человеческой кости (15-25 ГПа) [2], что снижает вероятность возникновения экранирования [3]. Разработка и внедрение биорезорбируе-мых сплавов является актуальной задачей для создания временных имплантатов, которые повысят качество жизни пациентов и снизят вероятность развития осложнений во время заживления. На данный момент существует большое количество сплавов на основе магния, легированного различными металлами, в том числе и редкоземельными [4–8]. Однако некоторые редкоземельные металлы являются токсичными для организма человека, и необходимо строго контролировать химический состав таких сплавов. Одними из наиболее перспективных являются сплавы системы Mg-Zn-Ca . Каждый отдельный элемент сплавов системы Mg-Zn-Ca является полностью биосовместимым для организма человека, элементы Zn и Ca могут оказывать противовоспалительное действие и способствовать восстановлению костной ткани [9]. С точки зрения механических свойств добавление Zn и Ca в небольшом количестве приводит к увеличению прочности сплава за счет механизмов твердорастворного и дисперсионного упрочнения [10].
Необходимо отметить, что магниевые сплавы подвержены интенсивной коррозии. Высокая скорость коррозии биорезорбируемых магниевых сплавов приводит к потере прочности, ограничивая их практическое применение в качестве биоматериалов [2]. Эта проблема до сих пор остается актуальной, и большое количество исследований нацелено на повышение коррозионных свойств магниевых сплавов различными методами.
Легирование является одним из наиболее эффективных методов повышения улучшения механических и коррозионных свойств магниевых сплавов. Другим эффективным методом повышения механических свойств является деформационная обработка с целью измельчения крупной литой структуры [11].
Так, в одной из работ было наглядно продемонстрировано, что в результате комбинированной деформационной обработки методом равноканально-углового прессования (РКУП) и последующей ротационной ковки предел прочности сплава ZX 40 был повышен в три раза и составил 380 МПа. Измельчение структуры магниевых сплавов вместе с повышением прочности часто приводит к улучшению коррозионных свойств [12].
В ряде работ отмечается, что коррозионные свойства магниевых сплавов могут быть дополнительно улучшены в результате термической обработки. В этом случае улучшение коррозионных свойств часто связывают с изменением фазового состава, а также с размерами и формой дисперсных частиц, которые играют важную роль в коррозионных процессах [13; 14].
Также продолжаются дискуссии об оптимальном соотношении Zn/Ca для достижения высоких механических характеристик и коррозионной устойчивости в сплавах системы Mg-Zn-Ca , особенно во взаимосвязи между микроструктурным состоянием магниевого сплава и скоростью коррозии.
В связи с этим в данной работе была предпринята попытка углубить понимание механизмов, контролирующих механические и коррозионные свойства биоре-зорбируемых магниевых сплавов.
Основная цель настоящей работы заключалась в установлении микроструктурных факторов, которые влияют на развитие процессов коррозии магниевого сплава Mg -1 Zn -0,05 Ca . Для этого было проведено измерение скорости коррозии сплава в различных микроструктурных состояниях, а также выполнено подробное исследование морфологии поверхности и слоя, сформированного продуктами коррозии.
Материал и методики исследования
Материал исследования
Исходный материал для исследований представлял собой литой магниевый сплав Mg -1 Zn -0,05 Ca , с содержанием цинка ~ 1 %, и кальция ~ 0,05 % (вес.).Литой сплав был подвергнут гомогенизации для устранения неоднородности химического состава. Гомогенизацию сплава проводили в воздушной среде в муфельной печи Nabertherm ( Nabertherm GmbH , Германия) при температуре 450 °С длительностью 8 ч. После гомогенизации образцы охлаждали на воздухе.
Методика деформационно-термической обработки
Гомогенизированные образцы подвергали деформационно-термической обработке (ДТО), которая представляла собой равноканальное угловое прессование (РКУП) и последующее волочение. Образцы сплава диаметром 20 мм и длиной 100 мм деформировали методом РКУП по маршруту В С с углом пересечения каналов ф = 120°. Заготовки нагревали в течение 10-12 мин перед каждым проходом ECAP . Температура деформации после каждого прохода снижалась с 350 °С на первом проходе до 200 °С, на последнем. Общее количество проходов РКУП составило 4.
Степень деформации на каждом проходе РКУП -( e n ), рассчитывалась в соответствии со следующей формулой [15; 16]:
2 . /фх en = Л cotan( J 32
где ф - угол наклона матрицы ECAP . Степень деформации сплава после РКУП-деформации составила e n « 2,7.
После РКУП-деформации образцы подвергались волочению. Степень деформации при волочении рассчитывалась в соответствии со следующей формулой:
e = In ( D о / D)
где D о - исходный диаметр заготовки, а D i - окончательный диаметр заготовки. Степень деформации на этапе волочения составила ® 0,5.
Методика микроструктурных исследований
Микроструктурные исследования проводились с помощью оптического микроскопа Olympus GX 51 и сканирующего электронного микроскопа Jeol JSM -6390 LV . Для микроструктурных исследований поверхность образцов шлифовали на наждачной бумаге и полировали на круге MD-Chem с использованием коллоидной суспензии OP-S . Энергодисперсионная спектрометрия (ЭДС) выполнялась при помощи системы энергодисперсионного микроанализа AZtecLive Lite Xplore 30.
Методика проведения механических испытаний
Механические испытания на растяжение проводились на испытательной машине Instron 5982 при комнатной температуре со скоростью 1 мм/мин. Образцы магниевых сплавов для механических испытаний имели длину рабочей части 4 мм, толщину и ширину 1 мм. Для каждого микроструктурного состояния было испытано по три образца.
Методика проведения коррозионных испытаний
Образцы диаметром 12 мм и высотой 3 мм погружались в раствор Рингера. Коррозионные испытания были проведены с учетом требований ГОСТ ISO 9226 и ASTM G1 -03 [17; 18]. Температура испытаний составляла 37 ± 0,2 °С. На каждое микроструктурное состояние было испытано по 2 образца. Измерение потери массы проводилось после 24, 120, 384 и 720 ч, после измерений проводили замену раствора Рингера. При каждом извлечении образцов из раствора Рингера перед взвешиванием продукты коррозии удалялись раствором следующего состава: 200 г CrO3, 10 г AgNO3, 20 г Ba (NO3)2 и 1000 мл H2O. Скорость коррозии рассчитывалась в соответствии со следующей формулой:
K ( M о - M 1 )
CR =---------- ,
Sρτ где K = 8,76 ■ 104, мм/год; М0 - исходная масса образца, г; М1 - масса после коррозионных испытаний, г; S -площадь поверхности, см2; р - плотность материала, г/см3; т - время выдержки, ч.
Результаты и их обсуждение
Микроструктура сплава
Микроструктура сплава в литом состоянии представляет собой крупные зерна размером 561 ± 18 мкм (рис. 1, а ). Литые магниевые сплавы обычно имеют неоднородный химический состав и частицы вторых фаз.
Из рис. 1, а , хорошо видно, что литая структура содержит единичные частицы размером около 2 мкм. Согласно литературным данным, магниевый сплав, содержащий 1 % Zn и 0,05 % Ca может содержать частицы Mg 2 Ca -фазы и частицы Ca 2 Mg 6 Zn 3 -фазы [19; 20].
Для устранения химической неоднородности и растворения частиц часто используют гомогенизационный отжиг литых магниевых сплавов. Проведение гомогени-зационного отжига литого сплава Mg- 1 Zn -0,05 Ca способствовало растворению частиц и выравниванию химического состава сплава в объеме.
Ранее, на примере сплава Mg -1 Zn -0,15 Ca , было показано, что гомогенизация литой структуры обеспечивает растворение цинка в твердом растворе [21]. Схожий результат показали авторы другой работы на примере сплава Mg -6 Zn [22]. Эффективное влияние гомогенизации можно объяснить высокой растворимостью Zn в Mg в твердом состоянии. Растворимость Zn составляет 1,5 вес. % в Mg при 25 °C [22].
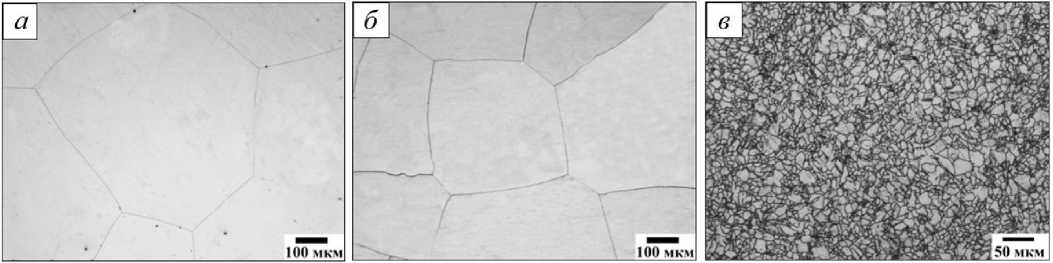
Рис. 1. Оптическая металлография, микроструктура сплава 5: а - литой; б - гомогенизация; в - ДТО
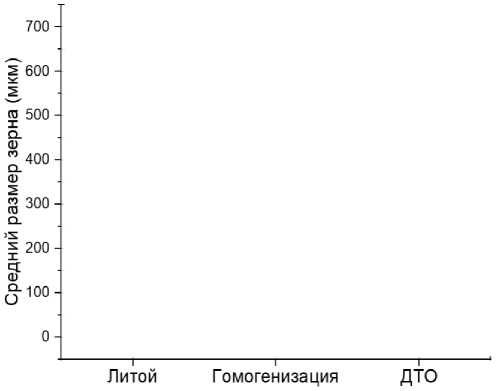
Рис. 2. Средний размер зерна в литом состоянии, гомогенизированном состоянии и после ДТО
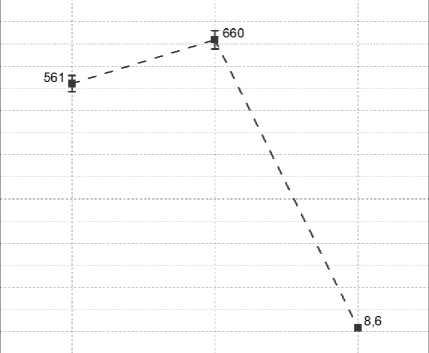
Деформационно-термическая обработка (ДТО) привела к существенному измельчению структуры сплава (рис. 1, в ). Средний размер зерен уменьшился более чем в 60 раз, с 561 мкм в литом состоянии, до 8,6 мкм после ДТО (рис. 2). Как известно, эволюция микроструктуры магниевых сплавов в условиях теплой и горячей деформации обычно контролируется механизмом динамической рекристаллизации [23]. Наличие изогнутых границ и зерен неправильной формы (рис. 1, в ) в целом подтверждает данное утверждение.
Эволюция частиц и распределение легирующих элементов в структуре сплава было более подробно исследовано методом энергодисперсионной спектроскопии (ЭДС). ЭДС-карты, представленные на рис. 3, хорошо показывают распределение цинка и кальция в структуре литого, гомогенизированного и деформированного сплава.
Литая структура содержала относительно крупные частицы, богатые цинком (риc. 3, а ). Частицы с повышенным содержанием цинка располагались преимущественно на границах зерен, их размер достигал 10 мкм. Основываясь на результатах ЭДС-анализа (рис. 3, а, спектр 1), частицы с повышенным содержанием цинка могут представлять собой фазу MgZn (табл. 1).
Также в структуре литого сплава обнаруживались более мелкие частицы, богатые кальцием. Согласно результатам анализа химического состава (рис. 3, а, спектр 2) данные частицы представляют собой Mg2Ca- фазу (см. табл. 1). Такие частицы располагались хаотично, их размер составлял около 2,5 мкм. Необходимо отметить, что частицы, богатые кальцием, крайне неоднородно распределялись в объеме сплава. Согласно фазовой диаграмме, сплавы системы Mg-Zn-Ca с малым содержанием кальция обычно имеют в своем составе частицы Mg2Ca и Ca2Mg6Zn3 [19]. В рамках данной работы не проводился подробный анализ типа частиц после термической и деформационной обработки.
Результаты ЭДС-анализа показали, что гомогениза-ционный отжиг сплава обеспечил полное растворение цинковых частиц и равномерное распределение цинка в твердом растворе (рис. 3, б ). Также в структуре гомогенизированного сплава присутствовали частицы, богатые кальцием. Последующая деформационная обработка сохранила гомогенное распределение цинка в сплаве, частицы Mg 2 Ca также сохранились в структуре.
Механические испытания на растяжение
В табл. 2 представлены результаты механических испытаний на растяжение.
Как следует из микроструктурных исследований, гомогенизационный отжиг привел к увеличению размеров зерен до 660 мкм (рис. 2). В соответствии с известным соотношением Холла – Петча увеличение размера зерен обычно приводит к снижению прочности [24]. Однако проведение гомогенизационного отжига привело к увеличению прочности сплава до 125 МПа, то есть почти на 30 % по сравнению с литой структурой. Этот необычный результат можно объяснить возросшим вкладом твердорастворного упрочнения за счет растворения цинка в матрице. Также некоторое упрочнение могло быть обеспечено формированием мелкодисперсных частиц, которые неразличимы на представленных ЭДС-картах.
Дальнейшая деформационно-термическая обработка магниевого сплава привела к значительному увеличению прочностных свойств. Прочность магниевого сплава возросла почти в три раза по сравнению с исходным литым состоянием. Прочность сплава после ДТО составила 259 МПа. Существенное повышение прочности после деформационной обработки традиционно связывают с увеличением вклада зернограничного упрочнения. Также дополнительное упрочнение может быть обеспечено за счет формирования мелких частиц по механизму дисперсионного упрочнения.
Таблица 1
Химический состав частиц вторых фаз
|
Состояние |
Номер спектра |
Содержание компонентов, (вес. %) |
||
|
Mg |
Ca |
Zn |
||
|
Литое |
1 |
59,7 |
38,8 |
2,2 |
|
Литое |
2 |
89,94 |
0 |
10,06 |
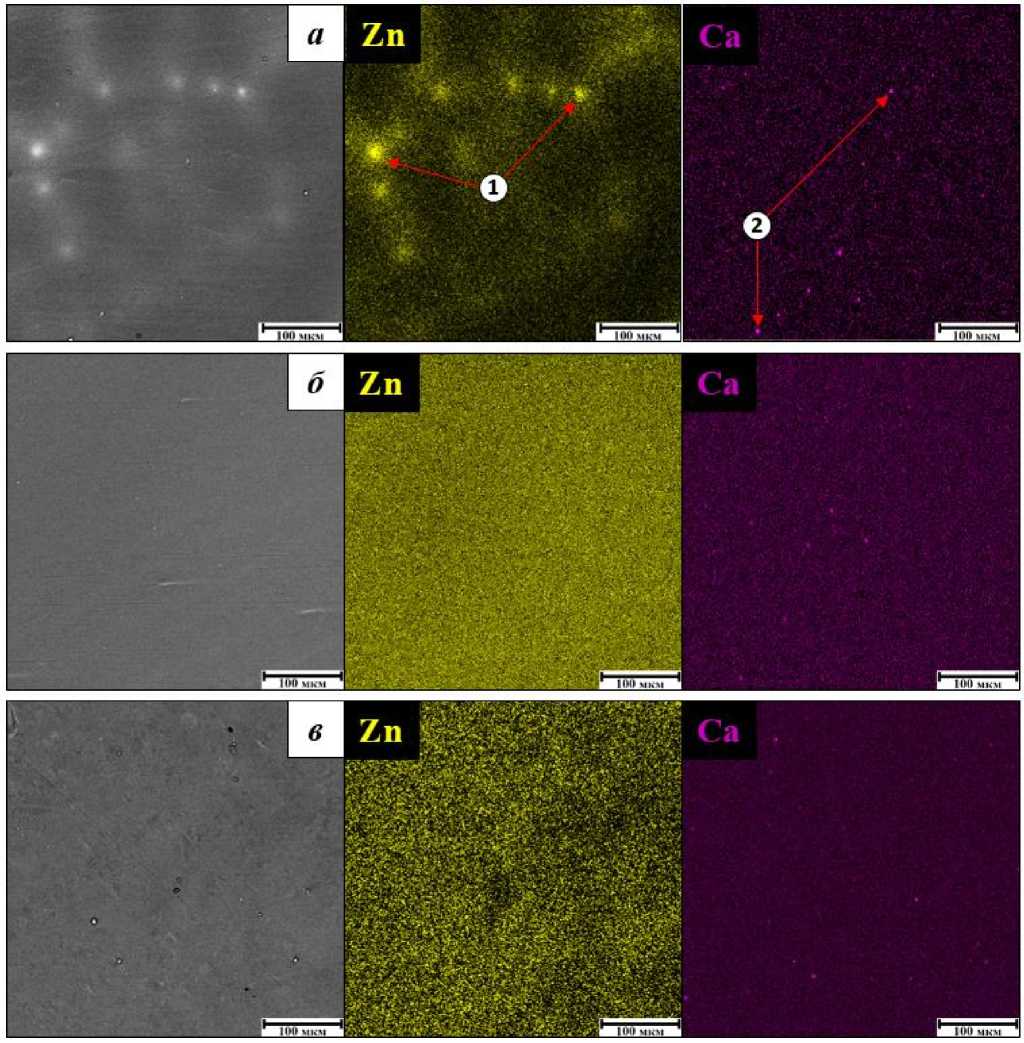
Рис. 3. а - ЭДС-карты литого сплава; б - после гомогенизационного отжига; в - после ДТО
Полученные результаты прочности сплава после деформационно-термической обработки хорошо согласуются с результатами других исследований, выполненных на сплавах системы Mg -1 Zn - xCa . Деформационная обработка сплава Mg- 1 Zn методом экструзии, при температуре 350 °С обеспечила предел прочности сплава на разрыв около 240 МПа [25]. Экструзия сплава Mg -1 Zn -0,3 Ca обеспечила предел прочности 228,5 МПа [26]. Прокатка сплава Mg -2 Zn -0,1 Ca обеспечила предел прочности около 225 МПа [27].
Применение РКУП-деформации и комбинированных методов часто позволяет достичь более высокой прочности в сплавах системы Mg -1 Zn - xCa. Так, РКУП-деформация сплава Mg-1 Zn-0,15 Ca обеспечила достижение прочности 270 МПа [21]. В других работах в хо- де РКУП-деформации сплава Mg-1Zn-0,2Ca с содержанием кальция 0,2 % вес предел прочности составил 248 МПа [28] и ~ 282 MPa [29].
Результаты коррозионных испытаний
Добавление цинка в магниевые сплавы способствует улучшению коррозионной стойкости [30; 31]. Сообщалось что при добавлении цинка механизм улучшения коррозионной стойкости связан с повышением сопротивления переноса заряда магния, что в результате снижает скорость коррозии [32].
Добавление кальция в состав магниевых сплавов, как отмечалось выше, приводит к формированию фазы Mg2Ca, которая существенно ухудшает коррозионную стойкость [33].
Коррозионные процессы, которые происходят на поверхности магниевых сплавов при погружении в раствор Рингера, характеризуются следующими реакциями.
Окисление магния (анодная реакция): Mg → Mg 2+ + 2 e -.
Восстановление ионов воды (катодная реакция): 2 H 2 O + 2 e - → H 2 ↑ + 2 OH -.
Вследствие этого на поверхностном слое образуется нерастворимый слой Mg(OH) 2 , который способствует защите от коррозии и водорода.
Образование поверхностного слоя протекает по следующей реакции: Mg 2+ + 2 OH - = Mg(OH) 2 .
Формирование слоя Mg(OH) 2 в начальные моменты времени могут сдерживать развитие коррозии. Однако далее Mg(OH) 2 -слой реагирует с хлоридными ионами, присутствующими в жидкостях организма, образуя растворимый, биосовместимый и нецитотоксический MgCl 2 , что приводит к появлению коррозии на поверхности [32].
Mg(OH) 2 + 2 Cl - → MgCl 2 + 2 OH -.
Таким образом, коррозионное поведение характеризуется активностью процессов коррозии на поверхности. Также большое влияние на развитие коррозионных процессов магниевых сплавов оказывают частицы вторых фаз, Mg 2 Ca , Ca 2 Mg 6 Zn 3 и др. [34].
Известно, что коррозия магниевых сплавов в значительной степени определяется интенсивностью процессов микрогальванической коррозии, которая возникает из-за разницы электрохимических потенциалов магния и вторых фаз [33–36].
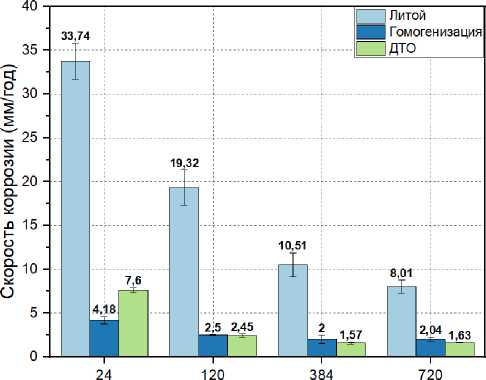
На рис. 4 представлены результаты измерения скорости коррозии магниевого сплава с увеличением длительности нахождения образов в растворе Рингера.
Сплав в литом состоянии показывает максимальную скорость коррозии среди всех исследуемых микроструктурных состояний на протяжении всего эксперимента. Этот результат хорошо согласуется с результатами других авторов [37]. В первые сутки (24 ч) скорость коррозии литого сплава составляет 33,7 мм/год, это более чем в 4 раза выше, чем скорость коррозии сплава после гомогенизации и ДТО (рис. 4). Высокую скорость коррозии магниевых сплавов с литой структурой часто связывают с неоднородностью химического состава и наличием частиц вторых фаз. Сообщается, что частицы Mg2Ca особенно сильно снижают коррозионную стойкость [37]. Таким образом, высокая скорость коррозии литого сплава Mg-1Zn-0,05Ca могла быть обеспечена наличием достаточно крупных частиц вторых фаз разного стехиометрического состава.
С увеличением длительности выдержки образцов в растворе Рингера скорость коррозии литого сплава существенно снижалась и после 720 ч составила 8 мм/год. Сообщается, что в результате взаимодействия многокомпонентных физиологических растворов на поверхности магниевых сплавов может формироваться слой, состоящий из различных соединений, в том числе из Mg(OH) 2 [38] и плохо растворимых соединений ( Mg , Ca )- CO 3 [39; 40]. Формирование такого слоя может обеспечить заметное улучшение коррозионной стойкости магниевых сплавов.
Гомогенизация сплава Mg -1 Zn -0,05 Ca обеспечила значительное повышение коррозионной стойкости. Скорость коррозии гомогенизированного сплава после 24 ч составила 4,18 мм/год. В одной из работ было показано, что в сплавах системы Mg-Zn-Ca с повышением содержания цинка до 1 вес. % избирательная коррозия частиц Mg 2 Ca снижалась [41].
Таким образом, гомогенизация литой структуры обеспечила повышение содержания цинка и его равномерное распределение в матрице, что привело к снижению интенсивности коррозии в первую очередь в области частиц вторых фаз.
Этот результат наглядно показывает взаимосвязь между микроструктурным состоянием и коррозионной стойкостью магниевых сплавов. В результате гомогени-зационный отжиг обеспечил снижение скорости коррозии более чем в восемь раз, по сравнению с литой структурой (рис. 4).
Как видно из рис. 4, скорость коррозии всех исследуемых состояний снижалась с увеличением длительности выдержки образцов в растворе Рингера. После 720 ч минимальную скорость коррозии ~ 1,63 мм/год продемонстрировал образец после ДТО.
Проведение термической и деформационной обработки обеспечило формирование более гомогенной структуры и уменьшение размером зерен и частиц второй фазы.
Таблица 2
Механические свойства сплава в исследуемых состояниях
|
Состояние |
Условный предел текучести ст о,2 (МПа) |
Временное сопротивление разрушению о в (МПа) |
Относительное удлинение 8 , % |
|
Литое |
34 ± 5 |
94 ± 23 |
12,6 ± 2,4 |
|
Гомогенизация |
32 ± 7 |
125 ± 16 |
15,0 ± 2,6 |
|
ДТО |
250 ± 8 |
259 ± 8 |
16,3 ± 1,9 |
Время выдержки (ч)
Рис. 4. Изменение скорости коррозии Mg -1 Zn -0,05 Ca с увеличением длительности выдержки образов в растворе Рингера
Примечательно, что гомогенизированный образец после выдержки длительностью 720 ч показал чуть более высокую скорость коррозии ~ 2,04 мм/год. Причиной этого могут быть очень крупные зерна и наличие относительно крупных частиц Mg 2 Ca -фазы в гомогенизированном состоянии (рис. 3, б ). Считается, что сплавы с крупным размером зерна имеют более низкую адгезию между продуктами коррозии и матрицей, что приводит к более легкому отслоению и снижению коррозионной стойкости [42]. Таким образом улучшение коррозионной стойкости сплава после ДТО может быть обеспечено синергетическим эффектом, связанным с формированием мелкозернистой структуры, однородным растворением цинка в твердом растворе и уменьшением размеров частиц вторых фаз.
Для установления особенностей развития коррозионных процессов в зависимости от микроструктурного состояния сплава было проведено исследование поверхности образцов после коррозионных испытаний.
Исследование поверхности образцов после коррозионных испытаний
На рис. 5 представлены снимки поверхности образцов после выдержки в растворе Рингера на протяжении 24 и 120 ч.
После 24 ч выдержки в растворе Рингера поверхность сплава с литой структурой имела следы поверхностной внутризеренной коррозии в виде коррозионных бороздок, а также питинговой коррозии в виде ямок (рис. 5, а ).
Как известно, формирование питинговой коррозии в магниевых сплавах системы Mg-Zn-Ca связывают с влиянием частиц Mg2Ca, Ca2Mg6Zn3 и др. [37]. В одной из работ было наглядно показано, что локальная коррозия обнаруживается в области Mg2Ca-фазы [34]. При- сутствие частиц приводит к микрогальванической коррозии, где разность потенциалов между частицами и матрицей магния ускоряет процесс коррозии [43].
Как было показано выше, литая структура содержала единичные, относительно крупные частицы фазы MgZn и Mg 2 Ca , которые явились центрами питинговой коррозии.
На рис. 5 представлены снимки поверхности образцов после выдержки в растворе Рингера на протяжении 24 ч. Данные о состоянии поверхности были дополнены результатами исследования поперечного сечения образцов (рис. 6). В табл. 3 приведены результаты измерения толщины слоя, образованного продуктами коррозии, и результаты измерения скорости коррозии исследованных образцов.
Поверхность сплава с литой структурой характеризовалась глубокими очагами питинговой коррозии, которые сформировались на месте крупных частиц (рис. 5, а ). Также на поверхности различаются следы поверхностной коррозии в виде специфических бороздок (рис. 5, б ). Подобные коррозионные бороздки ранее наблюдались в других работах [44]. Примечательно, что бороздки формируются почти параллельно друг другу и сохраняют направленность в пределах зерна, особенно хорошо этот эффект заметен в случае крупнозернистой структуры (рис. 5, б, г ). Формирование коррозионных бороздок в магниевых сплавах связывают с развитием поверхностной коррозии. Необходимо отметить, что причина формирования таких причудливых бороздок на поверхности магниевых сплавов неясна и остается предметом обсуждения.
Средняя толщина слоя, образованного продуктами коррозии, на поверхности литого образца составляет 21 мкм (табл. 3). Очаги питинговой коррозии характеризуются максимальной толщиной слоя, что указывает на интенсивное развитие коррозии и образование большого количества продуктов коррозии в области крупных частиц. Как известно, коррозионные процессы в магниевых сплавах особенно активно развиваются по механизму микрогальванической коррозии в области частиц вторых фаз [33; 41]. Из-за активного развития процессов коррозии слой продуктов коррозии на поверхности литой структуры имеет трещины и надрывы. Это может означать, что в процессе газообразования возможен отрыв частей поверхностного слоя. Это спровоцирует повторную активизацию коррозии в данной области. Таким образом, анализ поверхности сплава с литой структурой указывает на активное развитие коррозионных процессов и формирование толстого слоя продуктов коррозии на поверхности. Данный результат хорошо согласуется с высокими значениями скорости коррозии литого состояния (табл. 3).
Поверхность сплава с гомогенизированной структурой характеризовалась более равномерным распределением поверхностных бороздок (рис. 5, в, г). Этот результат может свидетельствовать, что коррозион-ные процессы развиваются с преобладанием поверхностной
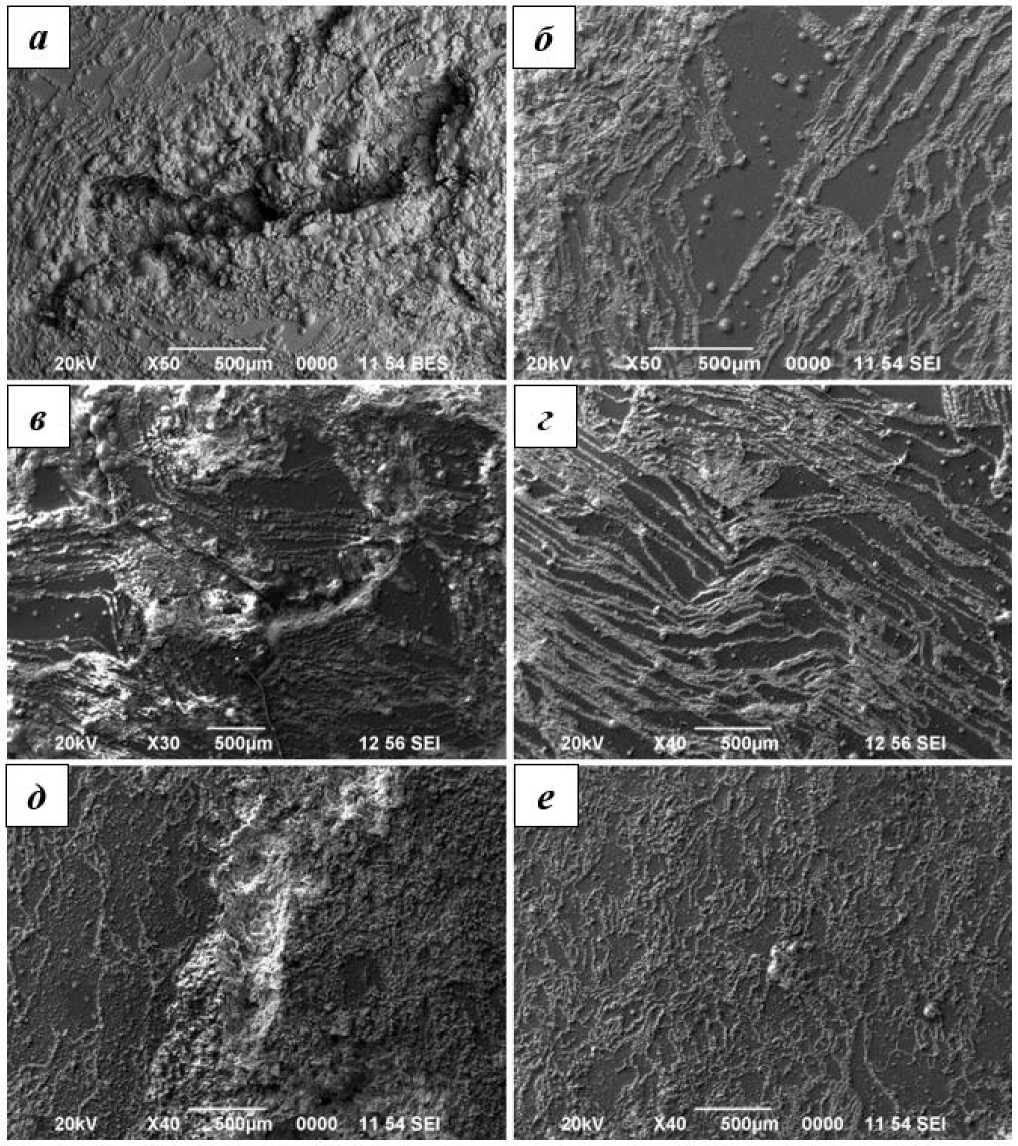
Рис. 5. Поверхность образцов после выдержки в растворе Рингера в течение 24 ч: а, б - литая структура; в, г - гомогенизированная структура; д, е - структура после ДТО
коррозии. Данный вывод хорошо согласуется с результатами ЭДС-исследований, которые показали, что гомогенизация обеспечивает растворение крупных частиц, богатых цинком. Таким образом, повышение гомогенности сплава способствует уменьшению величины разности потенциалов между частицами и матрицей, а также уменьшению количества питингов, что в целом обеспечивает снижение интенсивности питинговой коррозии. Толщина продуктов коррозии на поверхности гомогенизированного сплава уменьшилась почти в 2
раза, по сравнению с литым состоянием, и составила 12 мкм. Этот означает, что интенсивность коррозионных процессов на поверхности гомогенизированного сплава снизилась, о чем свидетельствуют пониженная скорость коррозии ~ 4,2 мм/год (табл. 3).
Поверхность сплава с мелкозернистой структурой отличалась от поверхности литого и гомогенизированного состояния (рис. 5, д, е). Плотность бороздок была существенно больше, а толщина самих бороздок была заметно меньше, чем на поверхности литой и го- могенизированной структуры (см. рис. 3, е). Бороздки формировали произвольные траектории, напоминающие хаотичную паутину.
Этот результат указывает на то, что плотность дефектов кристаллической решетки внутри зерен может влиять на морфологию формирующихся бороздок. Высокая плотность коррозионных бороздок свидетельствует о возросшей роли поверхностной коррозии, хотя необходимо отметить, что на поверхности мелкозернистого сплава все еще обнаруживались единичные очаги питинговой коррозии, образованные на месте крупных частиц вторых фаз. В поперечном сечении толщина слоя продуктов коррозии составила 14 мкм. Это оказалось чуть больше, чем у образца с гомогенизированной структурой. На поверхности мелкозернистого сплава
Таблица 3
Толщина слоя продуктов коррозии на поверхности образцов и скорость коррозии после выдержке в растворе Рингера в течение 24 ч
Представленные результаты показывают, что формирование мелкозернистой структуры в ходе деформационно-термической обработки приводит не только к повышению прочности магниевого сплава, а также улучшает его коррозионную стойкость. Улучшение коррозионных свойств магниевого сплава обеспечивается за счет повышения гомогенности химического состава сплава, а также уменьшения количества и размеров частиц вторых фаз, которые, как известно, являются центрами интенсивной микрогальванической коррозии. Кроме того, формирование почти сплошного слоя продуктов коррозии на поверхности мелкозернистого сплава на начальных этапах коррозионных испытаний способствует снижению скорости коррозии с увеличением времени выдержки в растворе Рингера (рис. 4).
Заключение
Показано, что литая структура магниевого сплава Mg- 1 Zn -0,05 Ca содержала частицы, богатые цинком –
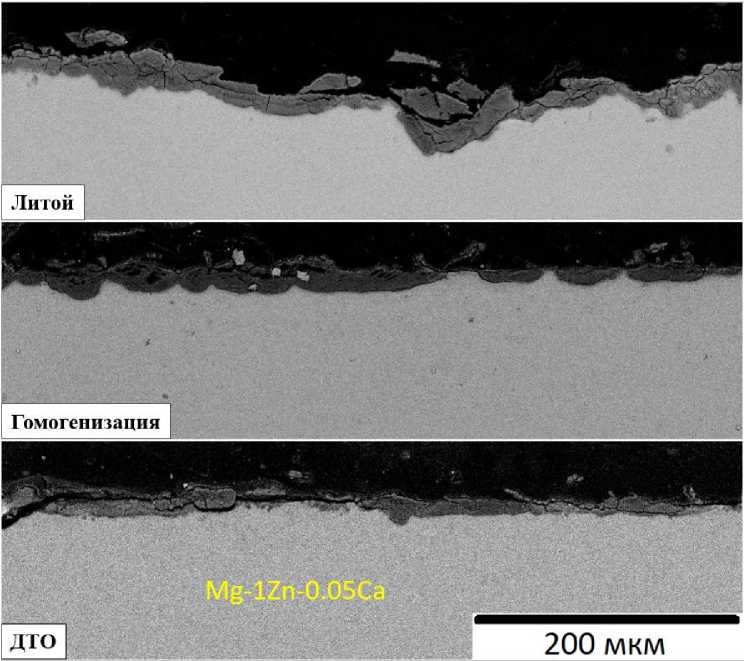
Рис. 6. Поперечное сечение образцов после выдержки в растворе Рингера в течение 24 ч
MgZn размером около 10 мкм, и частицы Mg 2 Ca -фазы размером около 2,5 мкм. В результате проведения гомо-генизационного отжига при Т = 450 °С частицы MgZn были растворены, цинк равномерно распределился в твердом растворе, частицы Mg 2 Ca -фазы остались в структуре сплава.
Проведение гомогенизационного отжига привело к увеличению среднего размера зерен до 660 мкм, вместе с этим прочность сплава возросла по сравнению с литым состоянием и составила 125 МПа. Повышение прочности сплава было обусловлено растворением цинка и возросшим вкладом твердорастворного упрочнения.
Деформационно-термическая обработка сплава обеспечила существенное измельчение структуры сплава. В результате ДТО средний размер зерен уменьшился более чем в 60 раз, с 561 мкм в литом состоянии до 8,6 мкм.
Установлено, что коррозионное разрушение магниевого сплава Mg- 1 Zn -0,05 Zn с литой структурой контролируется питинговой коррозией и характеризуется очень высокой начальной скоростью коррозии ~ 33,7 мм/год после 24 ч выдержки в растворе Рингера. В литом состоянии центрами питинговой коррозии являются крупные частицы фаз MgZn и Mg 2 Ca .
Кроме того, растворение крупных частиц MgZn в
