Исследование линий для переработки технической конопли в однотипную и штапелированную пеньку

Автор: Королева Е.Н., Новиков Э.В., Безбабченко А.В., Шевалдин Д.М.
Рубрика: Общее земледелие, растениеводство
Статья в выпуске: 3 (175), 2018 года.
Бесплатный доступ
Однотипная пенька в настоящее время в России является основным сырьем для производства текстильных и технических изделий. Целью данной работы является исследование свойств пеньки, переработанной на различных линиях технологического оборудования. Представлены исследования линий с использованием чесальных машин агрегата ПЛ-150Л1 и Ч-600Л, щипальной машины ЩПМЛ-1 и машины для переработки льна МПЛ в штапелированное волокно различных характеристик. Определены показатели качества штапелированной пеньки, предложено технологическое оборудование для предприятий. Получены технологические данные для планирования переработки однотипной пеньки в штапелированное волокно, в свою очередь полученное волокно может быть использовано при производстве различных изделий.
Однотипная и штапелированная пенька, массовая доля костры, средняя массодлина волокна, средневзвешенная линейная плотность, технологические линии и оборудование
Короткий адрес: https://sciup.org/142216744
IDR: 142216744 | УДК: 677.027:633.522 | DOI: 10.25230/2412-608X-2018-3-175-85-91
Lines for processing of industrial hemp into the single-type and staple hemps
The single-type hemp is currently the main raw material for the production of textile and technical products in Russia. The purpose of this work is to study the properties of hemp processed on different lines of technological equipment. We studied lines using the heckling machines Assembly PL-150L and H-600L, teaser-card PML-1 and machines for flax processing MPL into staple hemp with various characteristics. We determined qualitative traits of staple hemp and proposed technological equipments for enterprises. The technological data for planning of single-type hemp processing into a staple fiber were obtained, and the resulting fiber can be used in the production of various products.
Текст научной статьи Исследование линий для переработки технической конопли в однотипную и штапелированную пеньку
Введение. Конопля – одна из важнейших технических культур, используемая в различных отраслях промышленного производства [1]. По сравнению с мировым выращиванием технической конопли Россия с площадью 2600 га находится на шестом месте, уступая КНДР, Франции, Китаю и Румынии, а по производству волокна (пеньки) в 600 т – на десятом месте, после Украины, занимая при этом лишь 1,6 % от мирового производства [1]. Однако интерес к этой культуре у Министерства сельского хозяйства РФ, 85
региональных органов власти, сельхозпредприятий, предприятий переработки конопляного сырья, ведущих рейдеров, профильных НИИ и аграрных вузов возрастает. Подтверждение этому служит II-е Всероссийское отраслевое совещание в 2018 г., посвященное развитию отечественного коноплеводства, организованное Агропромышленной ассоциацией коноплеводов (АПАК) и Министерством сельского хозяйства Российской Федерации. На нем было отмечено, что переработка технической конопли стала превращаться в полноценную конопляную индустрию, которую теперь не только морально, но и финансово поддерживает государство [2]. Государственный заказ в текущем году составляет не менее 350 тыс. т волокна льна и конопли, половина которого пойдет на изготовление тканей, остальное – на производство технических изделий (медицинских, санитарно-гигиенических товаров, сырья для производства углепластика и химической продукции), целлюлозы и строительных материалов. По данным ГК РОСТЕХ, Россия может потреблять целлюлозы не меньше 100 тыс. т в год, известно, что у конопли намного выше выход целлюлозы, чем у льна.
Одиннадцать субъектов Российской Федерации в четырех Федеральных округах образуют сырьевую базу отечественного коноплеводства, занимаясь возделыванием технической конопли [3], и эта цифра в последний год увеличилась. Теперь традиционно конопля культивируется в 16 регионах: Пензенской, Смоленской, Брянской, Калужской, Орловской, Тульской, Липецкой, Рязанской, Тамбовской, Новосибирской областях, Республиках Мордовия, Чувашия и Адыгея, Татарстане, Краснодарском и Ставропольском краях [2]. Именно этим регионам России нужно перерабатывать стебли конопли в волокно и в изделия.
Существует классическая технология переработки целых стеблей технической конопли в трепаную и короткую пеньку [4]. Однако в последние годы после убор- ки специализированным или зерновым комбайном увеличилось количество поломанных стеблей конопли, из которых невозможно получить длинное волокно, а только однотипную пеньку. Именно однотипная пенька (после первичной переработки поломанных стеблей конопли) в настоящее время в России является основным сырьем для производства текстильных и технических изделий. На указанном выше совещании было также отмечено, что нужна экспериментальная площадка, которая объединит исследования по направлениям – нетканые материалы, пряжа, тканые полотна и целлюлоза на основе конопли и льна. Однако технологическая цепочка очень длинная, и для каждого типа продукта требуется свое специфическое оборудование [2]. Поэтому экспериментальную площадку для доработки конопли и льна лучше организовать на базе БКЛМ в Костроме, чтобы разработать полную технологическую схему и обеспечить технические решения для всех предприятий легкой промышленности, работающих с пенькой и льном. Все это требует исследований по первичной переработке конопли и однотипной пеньки по технологиям предпрядения и прядения.
Вопросам первичной обработки лубяных волокон с целью производства короткого льноволокна и смесей его с другими натуральными волокнами посвящен ряд работ [5; 6; 7; 8; 9; 10; 11], однако в них не рассматриваются вопросы, связанные с переработкой однотипной пеньки в текстильные изделия. Производство пряжи, полученной из однотипной пеньки, широко не изучалось, так как этот вид сырья ранее в советские времена не представлял интерес, имеются лишь начальные исследования [12; 13; 14], в которых рассматривался процесс ее переработки в ленту по льняной технологии. Представленная работа является продолжением ранее опубликованных исследований [12; 13; 14]; в ней расширен набор исследуемого технологического оборудования и, как следствие, получены новые знания по переработке однотипной пеньки по льняной технологии.
Штапелированное волокно может быть использовано при производстве различных изделий, для которых необходимо штапелированное волокно различных характеристик.
Целью работы является исследование свойств пеньки, переработанной по льняной технологии предпрядения на различных линиях технологического оборудования.
Материалы и методы. Для исследования была взята однотипная пенька из Курской области урожая 2017 г., полученная из стеблей конопли, поломанных в куделеприготовительном агрегате «Charle&Со» (Бельгия), которые пролежали в поле всю зиму.
Инструментальными методами определен сорт и отдельные характеристики однотипной пеньки по ГОСТ 9993-74 Пенька короткая. Технические условия (табл. 1) [15].
Таблица 1
Характеристики однотипной пеньки по
ГОСТ 9993-74 «Пенька короткая»
|
Характеристика |
Фактические значения |
Значения по ГОСТ для сортов 1–3 |
|
Массовая доля костры, % |
4,0 |
не более 12–21 |
|
Массовая доля «лапы», % |
0 |
не более 4–7 |
|
Разрывная нагрузка, кгс |
7,1 |
не менее 31–17 |
|
Сорт однотипной |
не |
|
|
(короткой) пеньки |
соответствует* |
|
|
Другие характеристики однотипной пеньки |
||
|
Средняя массодлина волокна, мм |
167,6 |
– |
|
Средневзвешенная линейная плотность, текс |
13,5 |
– |
|
Массовая доля несвязанной костры, % |
1,2 |
– |
|
Массовая доля связанной костры, % |
2,8 |
– |
|
Удельный вес несвязанной костры, % |
30,0 |
– |
|
Удельный вес связанной костры, % |
70,0 |
– |
|
* сорт однотипной (короткой) пеньки не соответствует даже |
||
|
самому низкому сорту 3 из-за низкой прочности волокна. |
||
Анализируя отдельные характеристики волокна, определенные по ГОСТ (табл. 1), следует отметить, что большинство из них соответствуют сорту 1, однако низкая разрывная нагрузка не соответствует даже самому низкому сорту 3. Низкая прочность пеньки равная 7,1 кгс объясняется тем, что сырье лежало в поле с осени 2016 до весны 2017 г.
Далее однотипная пенька с характеристиками, представленными в таблице 1, перерабатывалась в штапелированную пеньку на линиях для переработки льна:
-
- линия 1: машина переработки льна (далее МПЛ) с прямым билом (рис. 1а) и с билом «секир» (рис. 1б);
-
- линия 2: чесальная машина агрегата ПЛ-150Л1 + Ч-600Л;
-
- линия 3: чесальная машина агрегата ПЛ-150Л1 + Ч-600Л + ЩМПЛ-1;
-
- линия 4: чесальная машина агрегата ПЛ-150Л1 + Ч-600Л + МПЛ прямое било (рис. 1а) и било «секир» (рис. 1б).

а

б
Рисунок 1 – Вид рабочих органов-бил машины МПЛ:
а – прямое било; б – било «секир»
У полученной штапелированной пеньки на различных переходах определялись: выход волокна, массовая доля костры, удельный вес связанной и несвязанной костры, средняя массодлина, средневзвешенная линейная плотность волокна.
Отличиями представленных исследований от других [11; 12; 13] являются:
-
- исходное сырье – однотипная пенька была получена на иностранном куделеприготовительном агрегате линии 87
«Charle&Со» (Шарль, Бельгия), а в работах [11; 12; 13] на отечественных упрощенных линиях;
-
- использовалась грубочесальная машина от поточной линии ПЛ-150Л1, а не чесальная машина ЧГ-150ПД;
-
- в машине переработки льна МПЛ был применен рабочий орган-било двух форм: прямое и «секир» (рис. 1);
-
- в одной из линий применена щипальная машина ЩМПЛ-1.
Результаты и методы. Результаты исследований представлены в таблицах 2–4 и на рисунках 2–4.
Таблица 2
Характеристики штапелированной пеньки, полученной на линии 1
|
Характеристика |
МПЛ |
|||
|
било прямое |
било «секир» |
|||
|
10/1800* |
10/2000 |
5/1800 |
10/1800 |
|
|
Средняя массодлина волокна, мм |
132,2 |
112,4 |
60,0 |
70,1 |
|
Средневзвешенная линейная плотность, текс |
10,8 |
11,2 |
9,2 |
10,5 |
|
Массовая доля костры, %, в т.ч.: |
3,0 |
1,7 |
2,0 |
2,4 |
|
массовая доля несвязанной костры, % |
0,5 |
0,8 |
0,7 |
1,4 |
|
массовая доля связанной костры, % |
2,5 |
0,9 |
1,3 |
1,0 |
|
удельный вес несвязанной костры, % |
16,7 |
47,1 |
35,0 |
58,3 |
|
удельный вес связанной костры, % |
83,3 |
52,9 |
65,0 |
41,7 |
|
Выход волокна, %, в т.ч.: с прямым билом |
96,3 |
96,6 |
– |
– |
|
с билом «секир» |
– |
– |
95,1 |
95,7 |
*10/1800 – скорость питания МПЛ 10 м/мин, частота вращения рабочего органа 1800 мин-1
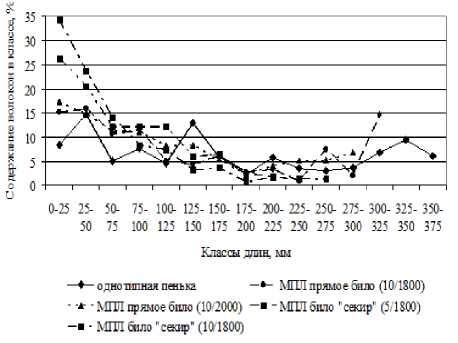
Рисунок 2 – Содержание волокон по классам длин в штапелированной пеньке после линии 1
Таблица 3
Характеристики ленты после линии 2 и штапелированной пеньки после линии 3
|
Характеристика |
Чесальная машина агрегата ПЛ-150Л1+ Ч-600Л |
Чесальна я машина агрегата ПЛ-150Л1 + Ч-600Л + ЩМПЛ-1 |
|
Средняя массодлина волокна, мм |
104,4 |
79,8 |
|
Средневзвешенная линейная плотность, текс |
8,4 |
7,5 |
|
Линейная плотность ленты, ктекс |
22,5 |
– |
|
Массовая доля костры, %, в т.ч. |
3,3 |
2,0 |
|
массовая доля несвязанной костры, % |
1,0 |
0,7 |
|
массовая доля связанной костры, % |
2,3 |
1,3 |
|
удельный вес несвязанной костры, % |
30,3 |
35,0 |
|
удельный вес связанной костры, % |
69,7 |
65,0 |
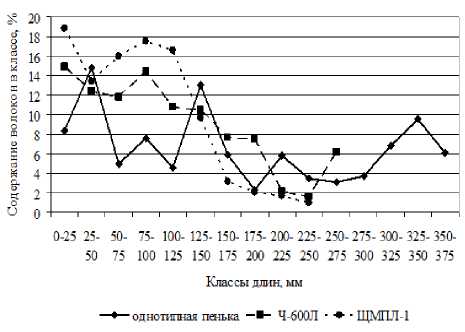
Рисунок 3 – Содержание волокон по классам длин в штапелированной пеньке после линий 2 и 3
Таблица 4
Характеристики штапелированной пеньки после линии 4
|
Характеристика |
Чесальная машина линии ПЛ-150Л1 + Ч-600Л + МПЛ |
|||
|
прямое било |
било «секир» |
|||
|
10/1800* |
10/2000 |
5/1800 |
10/1800 |
|
|
Средняя массодлина волокна, мм |
103,9 |
101,4 |
86,5 |
100,7 |
|
Средневзвешенная линейная плотность, текс |
8,0 |
8,0 |
7,4 |
7,8 |
|
Массовая доля костры, %, в т.ч. |
3,0 |
3,3 |
3,2 |
3,3 |
|
массовая доля несвязанной костры, % |
1,3 |
1,3 |
1,5 |
1,3 |
|
массовая доля связанной костры, % |
1,7 |
2,0 |
1,7 |
2,0 |
|
удельный вес несвязанной костры, % |
43,3 |
39,4 |
46,8 |
39,4 |
|
удельный вес связанной костры, % |
56,7 |
60,6 |
53,1 |
60,6 |
|
Выход волокна, %: с прямым билом |
97,4 |
96,7 |
– |
– |
|
с билом «секир» |
– |
– |
94,9 |
96,2 |
*10/1800 – скорость питания МПЛ 10 м/мин, частота вращения рабочего органа 1800 мин-1
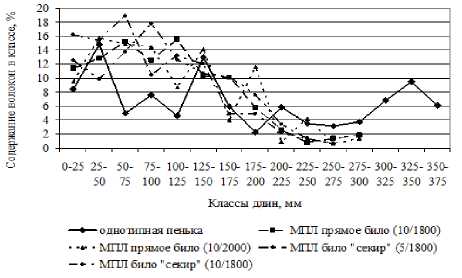
Рисунок 4 – Содержание волокон по классам длин в штапелированной пеньке после линии 4
Анализируя результаты таблиц 2, 3, 4 и рисунков 2, 3, 4 можно отметить:
по линии 1 (табл. 2 и рис. 2):
-
- массовая доля костры в волокне после МПЛ с различными билами существенно не изменяется и остается на уровне 1,7–3,0 % (табл. 2);
-
- среднюю массодлину можно снизить с применением в МПЛ била «секир» в 2,5 раза, с применением прямого била в 1,5 раза (табл. 2, и рис. 2);
-
- основную массу волокон по классам составляют волокна длиной 1–100 мм, при чем с применением прямого била эти волокна составляют 54 %, а с применением била «секир» – 78 %; по режимам обработки: прямое било при режиме 10/1800 – 53,2 %, при 10/2000 – 54,5 %; било «секир» 5/1800 – 83,3 %, 10/1800 – 72,2 % (рис. 2);
-
- после обработки однотипной пеньки в штапелированную пеньку на линии с МПЛ в волокне исчезают волокна длиной 325–375 мм; по режимам обработки: прямое било 10/1800 отсутствуют волокна длиной выше 325 мм, 10/2000 – выше 300 мм, било «секир» 5/1800 – выше 275 мм, 10/1800 – выше 225 мм (рис. 2);
-
- средневзвешенная линейная плотность волокна в линиях 1 и 2 при различной скорости транспортера уменьшилась в 1,3 раза по сравнению с линейной плотностью исходной однотипной пеньки и изменяется незначительно от 9,2 до 11,2 текс (табл. 2);
-
- выход штапелированной пеньки на последнем переходе составляет 95–97 %, при чем выход несколько ниже у била «секир» (табл. 2);
по линиям 2 и 3 (табл. 3 и рис. 3):
-
- массовая доля костры изменяется незначительно, т.е. с 3 до 2 % (табл. 3);
-
- после обработки ленты в щипальной машине средневзвешенная плотность волокна снижается не более чем на 1 текс, а длина волокна уменьшается на 25 мм (табл. 3);
-
- основную массу волокон составляют волокна длиной 1–150 мм, при чем в ленте после машины Ч-600-Л эти волокна составляют 74,8 %, а в волокне после щипальной машины – 92 % (рис. 3);
-
- после обработки однотипной пеньки на линии с чесальной машиной исчезают волокна длиной выше 275 мм, а при обработке в щипальной машине – выше 250 мм (рис. 3);
по линии 4 (табл. 4 и рис. 4):
-
- массовая доля костры в волокне практически не изменяется и составляет 3,0–3,3 % (табл. 4);
-
- средневзвешенная плотность при обработке на МПЛ с разными билами и режимами существенно не меняется (табл. 4);
-
- основную массу волокон составляют волокна длиной 1–175 мм, при чем с применением прямого била эти волокна составляют 83 %, а с применением била «секир» – 87 %, а по режимам обработки: прямое било 10/800 – 87,8 %, 10/2000 – 77,3 %, било «секир» 5/1800 – 86,1 %, 10/1800 – 87,1 % (рис. 4);
-
- после обработки ленты на линии с МПЛ исчезают волокна длиной 300– 375 мм, прямое било – отсутствуют волокна длиной выше 300 мм, било «секир» – выше 275 мм (рис. 4);
-
- выход волокна на последнем переходе с применением МПЛ с прямым билом составляет 97 %, с применением била «секир» – 95–96 % (табл. 4).
Обобщая результаты экспериментальных исследований, предлагается линия технологического оборудования для пе- реработки технической конопли в штапе-лированную пеньку, которая представлена на рис. 5.
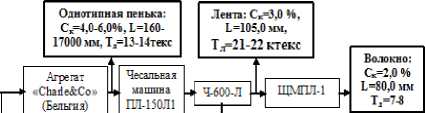
Прямое било:
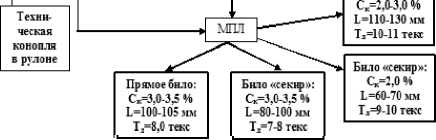
Рисунок 5 – Схема линии технологического оборудования для переработки технической конопли в штапелированную пеньку
Выводы. На представленной линии технологического оборудования (рис. 5) можно перерабатывать однотипную пеньку в штапелированное волокно различных характеристик. В зависимости от требуемых значений характеристик готового штапелированного волокна выбирается та или иная технологическая цепочка.
Предлагаемый состав технологического оборудования из четырех машин отечественного производства позволяет по льняной технологии с минимальными финансовыми вложениями изменять характеристики готового штапелированного волокна, тем самым адаптироваться к современным рыночным условиям.
Для того чтобы снизить длину волокна в 2–3 раза по отношению к первоначальной длине, необходимо использовать машину МПЛ с билом «секир» или щипальную машину ЩМПЛ-1.
Для снижения линейной плотности штапелированного волокна в 2 раза наиболее эффективно в линии использовать чесальную машину Ч-600Л.
Получены технологические данные для планирования переработки однотипной пеньки в штапелированное волокно.
Список литературы Исследование линий для переработки технической конопли в однотипную и штапелированную пеньку
- Сухорада Т.И., Пройдак М.Н., Герасимова А.С., Семынин С.А., Шабельный М.М. Новый сорт конопли масличного направления Омегадар-1//Масличные культуры. Науч.-тех. бюл. ВНИИМК. -2009. -Вып. 1 (140). -С. 147-150.
- https://www.rosflaxhemp.ru/zhurnal/informa-cija-i-analiz.html/id/2295.
- Новиков Э.В., Басова Н.В., Ущаповский И.В., Безбабченко А.В., Коновалов В.В. Состояние коноплеводства в России и за рубежом//Инновационные разработки для производства и переработки лубяных культур: материалы Междунар. науч.-практ. конф. ФГБНУ ВНИИМЛ, г. Тверь, 18 мая 2017 г. -Тверь: изд-во «Твер. гос. ун-т», 2017. -С. 70-77.
- Марков В.В., Суслов Н.Н., Трифонов В.Г., Ипатов А.М. Первичная обработка лубяных волокон. Учебник для студентов вузов текстильной промышленности. -М.: «Легкая индустрия», 1974. -416 с.
- Безбабченко А.В., Шевалдин Д.М., Чекренева Т.П., Новиков Э.В., Корабельников А.Р. Исследование энергосберегающей технологии переработки льняной ленты в модифицированное волокно//Известия вузов. Технология текстильной промышленности. -2012. -№ 6. -С. 40-43.
- Корабельников А.Р., Лебедев Д.А., Шутова А.Г. Выделение сорных примесей с поверхности слоя волокнистого материала//Известия вузов. Технология текстильной промышленности. -2012. -№ 4. -С. 143-146.
- Новиков Э.В., Безбабченко А.В., Корабельников А.Р. Технологии производства механически модифицированного льноволокна, межвенцовых утеплителей и ваты на льнозаводах и их экономическая эффективность//Научный вестник КГТУ. -2012. -№ 2. -С. 7.
- Носов А.Г., Вихарев С.М., Дроздов В.Г. Влияние влажности на вероятностные параметры распределения штапельной длины отходов трепания при обработке в дезинтеграторе//Известия вузов. Технология текстильной промышленности. -2013. -№ 3. -С. 40-42.
- Бойко Г.А., Чурсина Л.А., Головенко Т.Н., Меняйло-Басистая И.А. Перспективы использования смесей волокон льна масличного с другими натуральными волокнами//Известия вузов. Технология текстильной промышленности. -2013. -№ 2. -С. 47-50.
- Новиков Э.В., Безбабченко А.В. Исследование линии для производства однотипного льноволокна на льнозаводе//Научный вестник КГТУ. -2013. -№ 1. -С. 8.
- Безбабченко А.В., Новиков Э.В. Разработка и исследование установки для штапелирования льносырья в непрерывном технологическом потоке//Научный вестник КГТУ. -2013. -№ 2. -С. 16.
- Новиков Э.В., Проталинский С.Е., Безбабченко А.В. Исследование процесса переработки однотипной пеньки в текстильную ленту по льняной технологии//Известия вузов. Технология текстильной промышленности. -2015. -№ 6. -С. 30-33.
- Новиков Э.В., Безбабченко А.В., Проталинский С.Е. Исследование технологий переработки конопли в однотипное волокно различных характеристик//Известия вузов. Технология текстильной промышленности. -2014. -№ 6. -С. 42-46.
- Безбабченко А.В., Новиков Э.В., Ковалев М.М., Пучков Е.М. Универсальная линия для переработки льна и пеньки в различные виды готовой продукции//Известия вузов. Технология текстильной промышленности. -2016. -№ 1. -С. 54-58.
- ГОСТ 9993-74. Пенька короткая. Технические условия. -М.: ИПК Издательство стандартов, 1999. -7 с.
