Исследование микроструктуры и микротвердости зон лазерного оплавления чугуна Нирезист ЧН16Д7ГХ

Автор: Гилев Виктор Григорьевич, Морозов Евгений Александрович, Пуртов Иван Борисович, Русин Евгений Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-1 т.16, 2014 года.
Бесплатный доступ
Приведены результаты исследования микроструктуры и микротвердости зон лазерного оплавления чугуна нирезист ЧН16Д7ГХ после лазерного оплавления в зависимости от скорости перемещения луча лазера. Обработку проводили волоконным лазером при диаметре пятна 0,2 мм при мощности лазерного излучения 1 кВт и скорости перемещения луча 10-40 мм/с.
Лазерного оплавления, чугун нирезист, микроструктура, микротвердость
Короткий адрес: https://sciup.org/148203508
IDR: 148203508 | УДК: 621.9.048.7:669.15
Microstructure and microhardness research of Ni-rezist cast iron after laser surface melting
Results of research of a microstructure and microhardness of Ni-rezist cast iron after a laser surface melting are given. Processing carried out the fiber laser a beam focused to a spot with a diameter of 0,2 mm at the power of laser radiation of 1 kw and at the speed of movement of laser beam 10-40 mm/sec.
Текст научной статьи Исследование микроструктуры и микротвердости зон лазерного оплавления чугуна Нирезист ЧН16Д7ГХ
Лазерные технологии поверхностной и локальной обработки материалов с развитием волоконных и других новых видов лазеров находят все большее и разнообразное применение [1-3]. Детали из аустенитного чугуна нирезист ЧН16Д7ГХ широко применяются в машиностроении. Их применение в парах трения, работающих в абразивной и коррозионной средах, требует защиты от износа и коррозии. Обработка чугунов лазерной закалкой и оплавлением известна для серых, высокопрочных и некоторых легированных чугунов, упрочнение при этом обусловлено образованием мартенсита, ледебурита, дисперсных карбидов [4-13].
Лазерная обработка с оплавлением поверхности в ряде случаев диктуется необходимостью получения упрочненных слоев, обладающих утонченной структурой с метастабильными фазами, а также для устранения поверхностных дефектов, измельчения и перераспределения различных включений, присущих данному типу чугунов [14]. При этом значительно ухудшается исходная шероховатость обрабатываемой поверхности. Твердость и износостойкость чугунов после лазерного оплавления определяется количеством образующегося ледебурита [9].
В некоторых случаях глубина упрочненной зоны должна достигать величины порядка 2 мм.
Пуртов Иван Борисович, студент.
Русин Евгений Сергеевич, аспирант ПНИПУ, инженер-технолог Департамента инновационных разработок.
Целью настоящей работы является исследование лазерного поверхностного оплавления аустенитного чугуна нирезист ЧН16Д7ГХ сфокусированным лучом.
МЕТОДИКА ПРОВЕДЕНИЯ ИССЛЕДОВАНИЙ
Химический состав исследуемого чугуна нирезист (ТУ 4111-025-12058737-2008) приведен в табл.1. Заготовки образцов вырезаны из изделий, полученных литьем. Образцы имели вид сегментов колец шириной 6-7 мм, и высотой 8-10 мм. Размеры образцов позволяли проводить лазерные дорожки длиной 10-12,7 мм. Исходная микроструктура чугуна нирезист представляет собой аустенитную металлическую основу, включения графита пластинчатой формы. Твердость материала составляет 120-180 HB.
Процесс оплавления осуществляли на установке OPTOMEC LENS 850-R с волоконным лазером YLR-1000 IPG Photonics c длиной волны 1,07 мкм, пятном круглого сечения и гауссовым распределением плотности мошности. Конструкция системы обеспечивает фокусировку луча на расстоянии 8 мм от обреза лазерной головки в пятно диаметром 0,2 мм.
Обработку проводили одиночными проходами в среде высокочистого аргона. Длина каждой дорожки 10 или 12,7 мм. Условия проведения режимов лазерной обработки приведены в табл.2.
Микротвердость зоны оплавления измеряли на микротвердомере ПМТ-4 при нагрузке 50 г. Микроструктуры после лазерной обработки исследовали на микроскопе Olimpus GX-51 при увеличении 50-1000 крат. Состояние поверхности изучали на микроскопе МБС-10. Для выявления микроструктуры использовали реактив Обергоффера.
Таблица1. Химический состав чугуна нирезист ЧН16Д7ГХ
|
Элемент |
углерод |
Si |
Mn |
Cr |
Ni |
Cu |
|
Содержание, вес.% |
2,2-3,0 |
1.2-2.7 |
0.5-1.6 |
1.5-3.0 |
14-17 |
5-8 |
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ И ОБСУЖДЕНИЕ
Образующийся в процессах лазерного оплавления рельеф поверхности в значительной мере определяется явлениями массопереноса расплава под действием сил поверхностного натяжения. Прежде всего, следует отметить перенос значительного объема расплава в сторону противоположную направлению движения луча. При скоростях 30 и 40 мм/с в результате этого процесса на поверхности образуются периодические структуры рельефа, рис.1.
Поверхностный рельеф аналогичен структурам, образующимся на поверхности при закалке с оплавлением псевдосплава сталь-медь [15]. Но в отличие от [15], где рельеф имел форму чередующихся кольцевых гребней, в данном случае рельеф имеет форму вытянутых треугольников, что очевидно связано с применением в данном случае узко сфокусированного луча в отличие от расфокусированного, примененного в [15].
В конце лазерной дорожки во всех случаях зафиксирован короткий отрезок канавки, из которой расплав был перенесен вдоль дорожки назад. В начале дорожки фиксируются наиболее высокие валики.
Известны два механизма массопереноса в неоднородно локально нагретых расплавах: механизм термокапиллярной конвекции и меха- низм капиллярной термоконцентрационной конвекции, которые отличаются особенностями образующегося при этом рельефа [16].
Особенностью процесса в условиях наших экспериментов является малый диаметр падающего луча и высокая плотность мощности в нем. Соответственно 0,2 мм и 2500 кВт/см2, что значительно меньше диаметров (2,19-3,99 мм) и больше плотностей мощности (8-16 кВт/см2) применяемых в [15].
Поэтому основным механизмом образования рельефа является перемещение расплава вдоль лазерной дорожки. Причем в случае скоростей 10 мм/с и 20 мм/с перемещение происходит на расстояние всей дорожки длиной 12,7 мм. В случае скоростей 30 и 40 мм/с время существования расплава значительно меньше, перемещение вдоль дорожки значительно короче, что приводит к образованию характерного периодического рельефа, рис.1. Период рельефа на образце, оплавленном при скорости перемещения 30 мм/с непостоянен по длине, наблюдается значительный перенос расплава в направлении обратном движению луча. И только при скорости 40 мм/с этот перенос подавлен малым временем существования расплава, а процесс образования рельефа происходит в установившемся режиме.
Необходимо отметить, что исследуемый нами процесс оплавления поверхности сфокусированным лучом имеет общие черты с процессом ла-

Рис. 1. Вид поверхности чугуна нирезист после оплавления лучом лазера при различных скоростях движения луча:
линиями показано место сечений образцов при приготовлении шлифов
зерной сварки, так как он происходит с глубоким проплавлением, Согласно [17] в поперечном сечении шов лазерной сварки имеет сложную форму с узкой зоной “кинжального” проплавления в нижней части и с расширенной чашеобразной верхней частью. Аналогичная форма зоны оплавления получена нами при оплавлении чугуна сфокусированным лучом, рис. 2.
Сложная форма ванны при лазерной сварке и исследуемом в настоящей статье процессе определяется спецификой процессов плавления. Головная часть ванны находится под непосредственным воздействием концентрированного лазерного излучения с высокой плотностью мощности. В этой части ванны обеспечивается быстрый нагрев металла до температуры кипения и активное испарение, оказывающее давление на расплавленный металл. В результате этого возникает эффект глубокого проплавления, обычно связанный с образованием парогазового канала. В хвостовой части ванны плавление металла обусловлено процесса- ми теплопереноса вследствие массообмена и теплопроводности. При этом происходит периодический перенос перегретого жидкого металла из головной части ванны в зону кристаллизации. Это находит отражение в виде периодического рельефа на поверхности, см. рис.1.
Периодические процессы могут приводить к периодическому коллапсу нижней части газового канала глубокого проплавления, чем можно объяснить образование пор в наших опытах. Образование пор при лазерном воздействии на чугун возможно также вследствие испарения или сублимации графита [18]. Образующиеся по этому механизму поры формируются на скоплениях чешуек или отдельных чешуйках графита и первоначально не имеют округлой формы, но при переходе в расплав они округляются.
Площадь сечения зоны оплавления обратно пропорциональна скорости перемещения луча по образцу, то есть пропорциональна времени взаимодействия луча с веществом, табл.2., рис.3а.
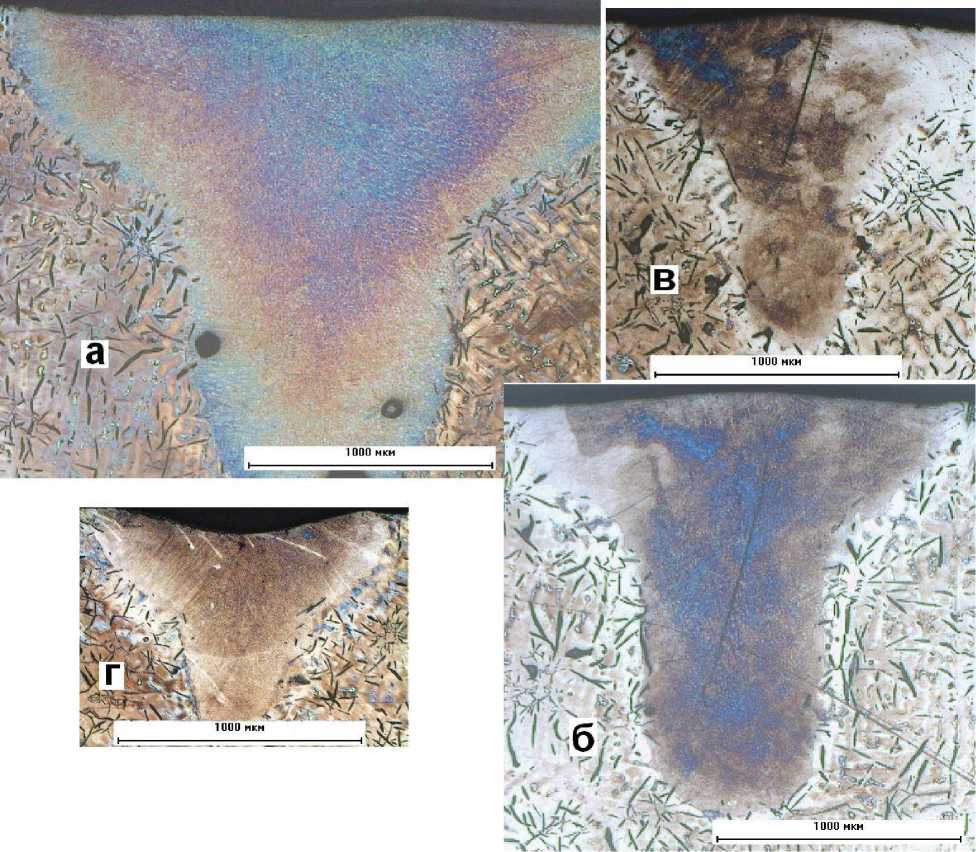
Рис. 2 Формы зоны лазерного оплавления чугуна нирезист сфокусированным лучом при скоростях перемещения лазерного луча, мм/с:
а – 10; б – 20; в – 30; г – 40
Таблица 2. Размеры и площадь сечения зоны оплавления и убыль массы
|
№ |
V, Мм/с |
L, Мм |
l, мм |
H, мм |
h, мм |
S, мм2 |
Δm, мг |
Am/12,7 мм, мг |
|
1 |
10 |
2,634 |
2,040 |
2,959 |
8,6 |
0,6992 |
||
|
2 |
20 |
1,861 |
1,7426 |
1,702 |
4,6 |
0,3740 |
||
|
3 |
30 |
1,465 |
1,366 |
0,9648 |
2,8 |
0,2276 |
||
|
4 |
40 |
1,247 |
0,891 |
0,6336 |
2,3 |
0,1870 |
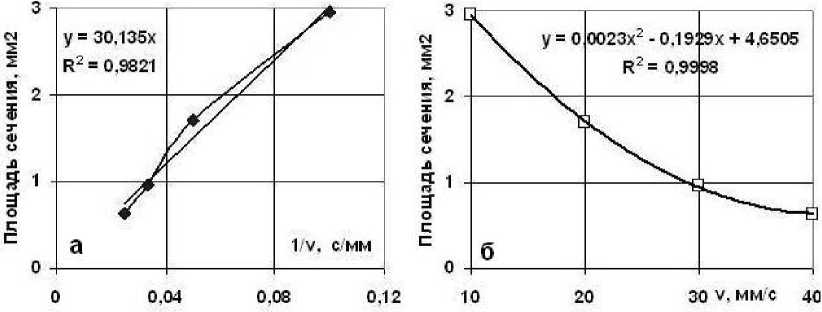
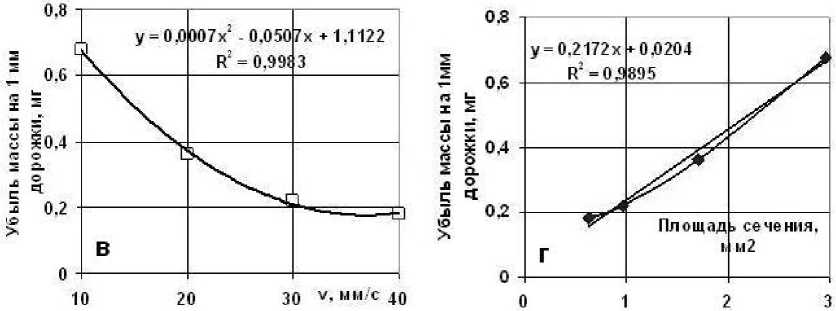
Рис. 3. Зависимости а, б – площади сечения оплавленной зоны; в – убыли масс от скорости движения луча; г – соотношение между убылью массы и площади сечения зоны оплавления
Отклонение от линейной зависимости при больших скоростях обусловлены влиянием отвода тепла от зоны оплавления. Боле точная аппроксимирующая зависимость приведена на рис.3б. В процессе оплавления наблюдается образование брызг расплава и пылеобразных выделений темного цвета и происходят изменения веса образцов. Убыль массы в процессе оплавления увеличивается со снижением скорости перемещения луча, рис. 3в. Из рис. 3б и 4в можно видеть одинаковый вид зависимостей величин площади сечения зоны оплавления и убыли массы от скоростиперемещения. Рис. 3г подтверждает, что между этими величинами имеется пропорциональность. Убыль массы, отнесенная к единице длины дорожки, пропорциональна площади сечения зоны оплавления, рис. 3г. Коэффициент пропорциональности в среднем составляет вели- чину порядка 0,224. То есть убыль массы составляет величину 0,22 мг на 1 мм3 оплавленного объема. Учитывая, что 1 мм3 чугуна имеет массу 7 г/ см3= 7 мг/мм3, то убыль массы в весовом отношении составляет величину порядка 3,5 вес.% к весу оплавленного объема. Наклон экспериментальной кривой рис. 3г уменьшается с ростом скорости перемещения и соответственно с уменьшением размеров зоны оплавления.
Характерные структуры, обнаруженные в зоне оплавления образца, полученного при V=10 мм/с приведены на рис. 4. Окраинные части зоны оплавления пронизывают протяженные первичные кристаллы дендритов аустенита, в центральной части дендриты менее протяженные.
Для сравнения приводим структуры, полученные при V=40 мм/с, рис. 5. Направление роста первых длинных кристаллов аустенита во всех
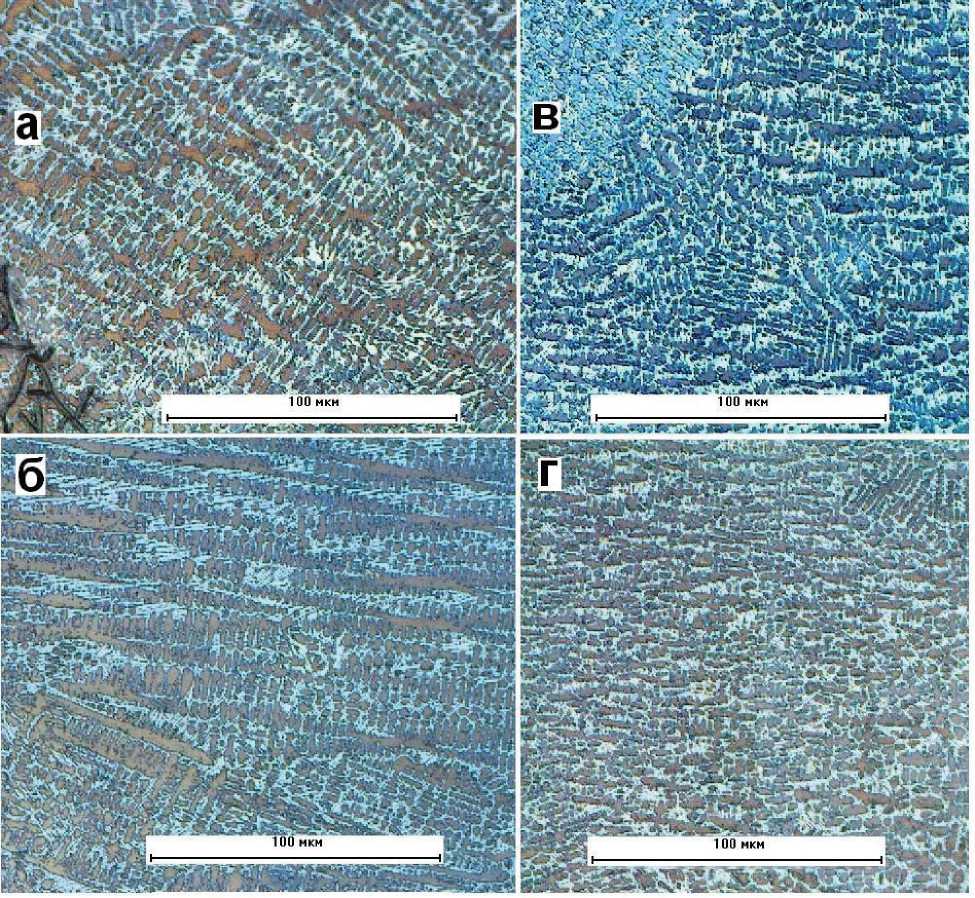
Рис.4. Структуры в зоне оплавления образца, полученного при V=10 мм/с: а – левый край верхней части, б – левый край нижней части, в – середина верхней части, г –середина нижней части
случаях перпендикулярны границе зоны расплава. На самом дне нижней части зоны расплава при v=40 мм/c образуется структура с равноосными мелкими кристаллами аустенита.
Исследованные структуры, а именно направление первых наиболее протяженных кристаллов аустенита, рис.4, 5 соответствуют форме ванны расплава, рис. 2. Первые кристаллы аустенита растут перпендикулярно траектории лазерной дорожки. А в сечениях, перпендикулярных дорожкам они растут перпендикулярно границам зоны расплава. Так например направление роста кристаллов примерно под 45о к поверхности образца на рис. 5а и 5б соответствует очертаниям границы зоны оплавления на рис.3г. В нижней части и при больших скоростях движения луча благодаря большей скорости охлаждения образуется более дисперсная структура, рис. 5г.
Существенных отличий в микротвердости в различных частях ванны расплава не обнаружено. При увеличении скорости движения луча по поверхности наблюдается небольшой рост твердости, однако эффект был на уровне разброса данных измерений.
Относительно малые величины твердости обусловлены низким содержанием углерода в исходном чугуне, потерей части углерода в ходе оплавления и соответственно малым содержанием ледебурита в структуре оплавленной зоны.
Список литературы Исследование микроструктуры и микротвердости зон лазерного оплавления чугуна Нирезист ЧН16Д7ГХ
- Технологические возможности лазерной наплавки с использованием мощных волоконных лазеров/Г.А. Туричин, Е.В. Земляков, Е.Ю. Поздеева, Я. Туоминен, П. Вуористо//МиТОМ. 2012. № 3. с.35-40.
- Повышение износостойкости газотермических покрытий из бронзы БРА7Н6Ф лазерным легированием/О. Г. Девойно, М. А. Кардаполова, А. С. Чаус//МиТОМ. 2012. № 3. с.40-45.
- Исследование микроструктуры и микротвердости псевдосплава сталь-медь после лазерной термической обработки/Гилев В.Г., Безматерных Н.В., Морозов Е.А.//МиТОМ. 2014. № 5. с.34-40.
- Бирюков В.П. Лазерная закалка поверхностей трения серого чугуна сканирующим лучом//Трение и износ. 1986. Т.7. №4. С.718-721.
- Крапошин B.C. Влияние остаточного аустенита на свойства сталей и чугунов после поверхностного оплавления//Металловедение и термическая обработка металлов. 1994. №2. С.2-5.
- Крапошин B.C., Шалевич К.В., Вязьмина Т.М. Влияние лазерного нагрева на количество остаточного аустенита в сталях и чугунах//Металловедение и термическая обработка металлов. 1989. №10. С.21-29.
- Макаров А.В., Малыгина И.Ю., Осинцева А.Л. Влияние лазерной обработки на структуру, износостойкость и усталостные свойства высокопрочного чугуна//Физика и химия обработки материалов. 2006. №4. С.46-55.
- Упрочнение высокопрочного чугуна излучением YAG:Nd-лазера/О.В. Бурлаченко, А.Ю. Тихвинская, А.А. Зеленский//Физика и xимия обработки материалов 2009. №3. С.55-57
- Сафонов А.Н. Изучение структуры и твердости поверхности железоуглеродистых сплавов после их оплавления лазерным излучением. МиТОМ, 1999, №1, С.7-10.
- Гуреев Д.М., Зайкин А.Е., Ямщиков C.B. Влияние лазерной и термической обработки на структуру и свойства высокохромистого чугуна//Металловедение и термическая обработка металлов. 1985. № 11. C.14-17.
- Гуреев Д.М., Шухостанов В.К., Ямщиков С.В. Формирование остаточных напряжений в высокохромистом чугуне при лазерной обработке//Физика и химия обработки материалов. 1990. №6. С. 53-57.
- The effect of laser surface hardening on the wear and friction characteristics of acicular bainitic ductile iron/Kh. M. Adel, A.S. Dhia and M. J. Ghazali//Diyala Journal of Engineering Sciences, Vol. 01, No. 01, December. 2008. URL: http://www.iasj.net/iasj?func= fulltext&aId=35330 (дата обращения 15.10.2014)
- Erosion by solid particle impingement: experimental results with cast-iron, laser-treated surfaces/A.R. da Costa and R.Vilar//Tribology Letters. 3 (1997). Pp. 379-385.
- Поверхностное упрочнение серого чугуна совмещенной лазерной и ультразвуковой обработкой/Девойно О.Г., Кукин С.Ф., Спиридонов Н.В., Кобяков О.С., Бузун У.Л.//Наука и техника. 2013. №2. С.3-6.
- Исследование микроструктуры и рельефа поверхности при лазерной термической обработке тонкостенного цилиндра из порошкового псевдосплава сталь-медь/В.Г. Гилев, Е.А. Морозов, А.С. Денисова, А.М. Ханов//Известия Самарского научного центра РАН. 2012. Том 14. № 4 (5). С.1212-1217.
- Майоров В.С. Проявления капиллярной термоконцентрационной неустойчивости при взаимодействии лазерного излучения с веществом//Современные лазерно-информационные и лазерные технологии Сборник трудов ИПЛИТ РАН . М.: Интерконтакт Наука, 2005. С.236
- Верхотурова И.В., Петраченко Ю.А. Технология лазерной обработки. Благовещенск: Амурский гос. ун-т, 2007. 158 с. URL: http://www.amursu.ru/attachments/1170_1656.p df (дата обращения 11.10.2014).
- Stavrev D., Dikova Ts. Behaviour of graphite in laser surface hardening of irons/Поведение графита при лазерном упрочнении чугунов//Машины, Технологии, Материалы. 2007 №4. С.98-101.URL: http://www.mech-ing.com/journal/Archive/4-5-2007/3.Mate ri ali/3.2_journal-statia-DimitarStavrev-070920.pdf (дата обращения 11.10.2014).
