Исследование обрабатываемости материала БРАЖ 10, полученного DMD-методом

Автор: Ардашев Дмитрий Валерьевич, Дюрягин Александр Анатольевич
Рубрика: Технология
Статья в выпуске: 1 т.21, 2021 года.
Бесплатный доступ
В работе рассмотрены результаты экспериментального исследования обрабатываемости материала БрАЖ 10, полученного с использованием DMD-метода (Direct Metal Deposition). DMD - это одна из новых наукоемких технологий, относящаяся к группе аддитивных, суть которой заключается в прямом осаждении материала из газопорошковой струи металлических частиц. Применение данной технологии позволяет изготавливать детали достаточно сложной формы, при этом появляется возможность отказа от трудоемких заготовительных процессов. Кроме того, данная технология позволяет наносить многокомпонентные покрытия, обладающие специальными свойствами, такими как жаростойкость, коррозионностойкость, повышенная прочность, износостойкость и т. д. Объектом экспериментального исследования является процесс фрезерования. Предмет исследования - выходные параметры процесса. Цель работы заключается в оценке обрабатываемости фрезерованием наплавленного материала, используя показатели силы резания и качества обработанной поверхности. Основными методами, применяющимися для достижения поставленной цели, являются эксперимент, измерение и анализ. В результате проведения эксперимента были получены данные, необходимые для дальнейшей обработки. Основная задача опытов заключалась в регистрации силы резания и измерении шероховатости обработанной поверхности при различных подачах, что является важнейшим этапом для установления их взаимосвязи. В результате проведения исследования была установлена взаимосвязь силы резания при фрезеровании и шероховатости обработанной поверхности от подачи, что позволило определить коэффициент относительной обрабатываемости материала БрАЖ 10, полученного DMD-методом. Полученные значения коэффициента относительной обрабатываемости могут быть применены при проектировании операции механической обработки такого материала для назначения режимов резания.
Аддитивные технологии, процесс фрезерования, обрабатываемость, коэффициент относительной обрабатываемости, сила резания, шероховатость, браж 10
Короткий адрес: https://sciup.org/147233498
IDR: 147233498 | УДК: 621.9.011 | DOI: 10.14529/engin210105
Investigation of the machinability of the CuAl10Fe4 material obtained by the DMD-method
The paper considers the results of an experimental study of the machinability of the CuAl10Fe4 material obtained using the DMD-method (Direct Metal Deposition). DMD is one of the new high-tech technologies belonging to the additive group, the essence of which is the direct deposition of material from a gas-powder jet of metal particles. The use of this technology makes it possible to manufacture parts of a rather complex shape, while it becomes possible to abandon labor-intensive procurement processes. In addition, this technology allows the application of multicomponent coatings with special properties such as heat resistance, corrosion resistance, increased strength, wear resistance, etc. The object of experimental research is the milling process. The subject of research is the output parameters of the process. The purpose of the work is to assess the machinability of the deposited material by milling using the indicators of the cutting force and the quality of the machined surface. The main methods used to achieve this goal are experiment, measurement and analysis. The results of the experiment provided the data necessary for further processing. The main task of the experiments was to register the cutting force and measure the roughness of the machined surface at various feeds, which is the most important stage for establishing their relationship. As a result of the study, the relationship between the cutting force during milling and the roughness of the machined surface from the feed was established, which made it possible to determine the coefficient of relative machinability of the CuAl10Fe4 material obtained by the DMD-method. The obtained values of the coefficient of relative machinability can be used in the design of the operation of machining such a material to assign cutting conditions.
Текст научной статьи Исследование обрабатываемости материала БРАЖ 10, полученного DMD-методом
DMD – это одна из новых наукоемких технологий, относящаяся к группе аддитивных, суть которой заключается в прямом осаждении материала из газопорошковой струи металлических частиц [1–4]. Применение данной технологи позволяет изготавливать генеративные детали достаточно сложной формы, при этом появляется возможность отказа от трудоемких заготовительных процессов. Еще одним достоинством данного метода является возможность нанесения многокомпонентных покрытий, обладающих специальными свойствами, такими как жаростойкость, коррозионностойкость, повышенная прочность, износостойкость и т. д. [5, 6].
Таким образом, перспектива к переходу от традиционного заготовительного производства к современным аддитивным технологиям состоит в том, что данный метод позволяет изготавливать такие заготовки, конфигурация которых приближена к чертежу готовой детали [7], что в свою очередь позволяет сократить время ее последующей обработки, повысить производительность и снизить затраты на режущий инструмент. Обработка резанием таких заготовок будет производиться с минимальными припусками [8].
Механическая обработка заготовок, полученных таким малоизученным способом, требует назначения наиболее рациональных режимов резания с учетом специфики физических и механических свойств материала. Справочная литература не располагает такой информацией, поэтому режимы в настоящее время для обработки таких материалов назначаются методом подбора. Для правильного назначения режимов резания и формирования справочной базы необходимо проведение достаточного большого количества экспериментальных исследований, включающих замеры параметров процесса формообразования (сила резания, износ инструмента, шероховатость обработанной поверхности и т. д.) при варьировании технологическими параметрами (подача инструмента, скорость, глубина резания, геометрия инструмента и т. д.).
В последнее время вопрос по обработке генеративных материалов получает все более широкое распространение [9–12], что свидетельствует о заинтересованности машиностроительной отрасли в преимуществах, характерных для данного вида заготовок. Однако по-прежнему отсутствуют общепризнанные рекомендации по обработке и назначению режимов для лезвийной обработки таких материалов.
В работах [13–15] проводится сравнительный анализ параметров процесса резания сплава Inconel 718 на основе никеля, который широко применяется в авиастроении. Производится обработка двух заготовок, одна из которых получена DMD-методом, другая – методом ковки. После замера изгибающего момента, действующего на фрезу, установлено, что при одинаковых параметрах резания изгибающий момент при обработке наплавленной заготовки выше и изменяется неравномерно вследствие неоднородности поверхности.
В работе [16] проведена оценка обрабатываемости карбида вольфрама, полученного методом лазерного спекания. В качестве эталонного материала принимается закаленная сталь Х12МФ. Оценка обрабатываемости производится путем сравнения силы резания, возникающей при фрезеровании образцов. Здесь, как и в большинстве работ по данному направлению, оценка обрабатываемости носит лишь качественный характер, что не позволяет в итоге определить численный показатель или модель, на основании которых можно разработать рекомендации по обработке генеративных материалов.
Таким образом, разработка рекомендаций для обработки новых материалов, полученных DMD-методом, является актуальной задачей для современного машиностроительного производства.
Основная часть
Целью работы является оценка обрабатываемости фрезерованием наплавленного материала, используя показатели силы резания и качества обработанной поверхности.
Для достижения цели решаются следующие задачи:
-
1. Измерить величину составляющих силы резания, возникающих в процессе обработки сплава БрАЖ 10, а также шероховатость обработанной поверхности, установить их функциональную взаимосвязь с подачей на зуб.
-
2. Определить коэффициент относительной обрабатываемости материала БрАЖ 10 по показателям силы резания и качества обработанной поверхности.
Эксперимент
Объектом экспериментального исследования является процесс фрезерования. Предмет исследования – выходные параметры процесса.
Эксперимент проводился на фрезерном станке с ЧПУ ГФ2171С5 с применением концевых фрез диаметром 8 мм из материала Р6М5.
Согласно справочникам [17, 18] были выбраны параметры процесса формообразования, представленные в табл. 1.
Образцы представляют собой диски. Один образец из материала сталь 45, другой – из стали 40Х, на который наплавлен слой материала БрАЖ 10.
Для измерения силы резания образцы в виде дисков устанавливались на динамометр Kistler 9257В. Динамометр в процессе обработки образцов передает возникающий электрический сигнал на прибор Kistler 5070А, в котором происходит разложение полученного сигнала на три составляющие силы резания. Обработка полученных значений сил резания производится в программном обеспечении DynoWare. Для измерения шероховатости поверхности применяется профилометр АБРИС-ПМ7.
Таблица 1
Параметры процесса формообразования
|
Подача S z , мм/зуб |
Скорость резания V, м/мин |
Глубина резания t, мм |
Диаметр инструмента D, мм |
Число зубьев z, шт. |
|
0,02 |
18 |
0,5 |
8 |
3 |
|
0,04 |
||||
|
0,06 |
||||
|
0,10 |
Сила резания
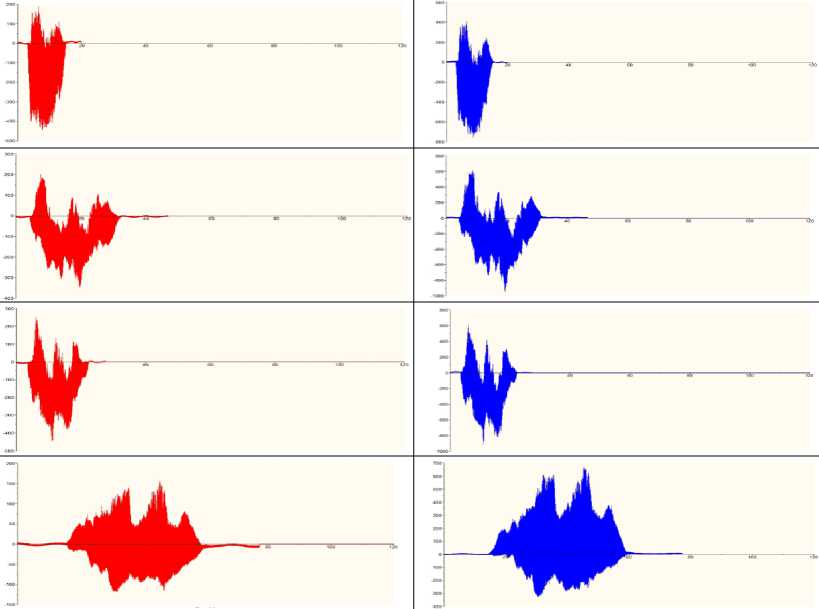
Результаты эксперимента в виде диаграмм составляющих силы резания при обработке стали 45 и БрАЖ 10 представлены в табл. 2 и 3 соответственно.
Для корректного определения коэффициента относительной обрабатываемости составляющие силы резания измерялись при обработке заготовок из стали 45 и БрАЖ 10. Обработка производилась с одинаковыми режимами для всех образцов. Из графиков видно, что наблюдается тенденция к увеличению силы резания при соответствующем увеличении подачи.
Таблица 2
Диаграммы составляющих силы резания при обработке стали 45
|
Составляющая силы резания |
|||
|
Py(t) |
Pz(t) |
||
|
ю со ю" со cd а cd У cd П О С |
0,02 |
„^~=г____^____________ |
Н®ВВ" |
|
0,04 |
|||
|
0,06 |
W-—■го ьь » «, Го |
°зЪ го eb во го 8b |
|
|
0,1 |
J 20 30 ГО SO SO 70 Sb 2 |
||
Диаграммы составляющих силы резания, возникающие при фрезеровании БрАЖ 10, отличаются неравномерностью с течением времени. Периодически изменяющийся характер сил свидетельствует о том, что на поверхности образца имеются участки с различной концентрацией железа и меди [8, 19], то есть участки с различной твердостью, что вызывает уменьшение или увеличение силы резания.
Диаграммы составляющих силы резания при обработке БрАЖ 10
Таблица 3
Составляющая силы резания

Py(t)
Pz(t)
0,02
0,04
0,06
0,1
Оценка обрабатываемости проводилась по значению составляющей силы резания P yz , которая используется для исследования оправки на изгиб. Для этого по полученным экспериментальным значениям составляющих P y и P z находили их максимальные значения. Найденные значения представлены в табл. 4.
Таблица 4
Максимальные значения составляющих силы резания
|
Материал заготовки |
Подача Sz, мм/зуб |
Составляющая силы резания |
||
|
Py, Н |
Pz, Н |
Pyz, Н |
||
|
Сталь 45 |
0,02 |
88,87 |
226,59 |
243,39 |
|
0,04 |
138,95 |
403,41 |
426,67 |
|
|
0,06 |
90,24 |
464,51 |
473,19 |
|
|
0,1 |
80,41 |
645,97 |
650,95 |
|
|
БрАЖ 10 |
0,02 |
187,13 |
568,14 |
598,17 |
|
0,04 |
200,78 |
609,86 |
642,06 |
|
|
0,06 |
251,31 |
605,53 |
655,61 |
|
|
0,1 |
156,37 |
669,62 |
687,63 |
|
Согласно методике, представленной в [20], проводился регрессионный анализ с целью установления зависимости, по которой изменяется величина силы резания с изменением подачи.
По полученным экспериментальным значениям силы резания были найдены зависимости силы резания от подачи на зуб при обработке стали 45 (1) и БрАЖ 10 (2). По критерию Фишера данные уравнения регрессии являются значимыми:
y = 4782,83∙Sz + 185,49 (1)
y = 1044,23∙Sz + 588,44(2)
На основании этого коэффициент относительной обрабатываемости по показателю силы резания определяются по формуле:
K = 4782,83∙Sz + 185,49
KPyz = 1044,23∙Sz + 588,44
Шероховатость обработанной поверхности
Вторым показателем, по которому оценивалась обрабатываемость, является шероховатость. Шероховатость обработанной поверхности при каждой из подач измерялась трижды. Полученные значения микронеровностей представлены в табл. 5.
Таблица 5
Шероховатость обработанной поверхности
|
Материал заготовки |
Подача Sz, мм/мин |
Шероховатость Ra, мкм |
||
|
1 |
2 |
3 |
||
|
Сталь 45 |
0,02 |
6,05 |
6,70 |
6,19 |
|
0,04 |
9,83 |
9,24 |
9,86 |
|
|
0,06 |
10,37 |
10,79 |
10,89 |
|
|
0,1 |
11,92 |
11,32 |
11,82 |
|
|
БрАЖ 10 |
0,02 |
3,39 |
3,59 |
3,06 |
|
0,04 |
3,67 |
3,75 |
3,89 |
|
|
0,06 |
4,19 |
3,95 |
3,70 |
|
|
0,1 |
4,13 |
4,31 |
4,17 |
|
Аналогичным образом был проведен регрессионный анализ, по результатам которого были получены зависимости шероховатости обработанной поверхности от подачи на зуб для стали 45 (4) и БрАЖ 10 (5). По критерию Фишера данные уравнения регрессий являются значимыми y = 61,06∙Sz + 6,22(4)
y = 10,06∙Sz+3,26(5)
На основании этого коэффициент относительной обрабатываемости по показателю качества обработанной поверхности определяется по формуле
K = 61,06∙Sz+6,22
KRa = 10,06∙Sz+3,26
Коэффициент относительной обрабатываемости
По экспериментальным данным при помощи регрессионного анализа были получены формулы, по которым можно определить обрабатываемость материала БрАЖ 10, полученного DMD-методом, для используемых в исследовании условий обработки. Значения коэффициента относительной обрабатываемости для различных подач представлены в табл. 6. Из рассчитанных значений коэффициента видно, что по показателю силы резания материал БрАЖ 10 обрабатывается хуже, чем сталь 45, а по качеству обработанной поверхности – лучше. То есть при фрезеровании материала БрАЖ10 при прочих равных условиях требуется приложить сил больше, чем при обработке стали 45. А при обработке с одинаковыми силами резания величина шероховатости стали 45 превосходит БрАЖ10.
Таблица 6
Значения коэффициента относительной обрабатываемости
|
Подача Sm, мм/зуб |
Коэффициент относительной обрабатываемости |
|
|
K Pyz |
K Ra |
|
|
0,02 |
0,46 |
2,15 |
|
0,04 |
0,59 |
2,36 |
|
0,06 |
0,73 |
2,56 |
|
0,08 |
0,84 |
2,73 |
|
0,1 |
0,96 |
2,89 |
Таким образом, учитывая полученные выражения для определения коэффициента относительной обрабатываемости, при обработке материала БрАЖ 10 можно пользоваться режимами резания, предназначенными для стали 45. При этом необходимо умножать значение подачи на соответствующий ей коэффициент относительной обрабатываемости. Однако также следует учитывать, какой из показателей процесса резания является лимитирующим.
Согласно выражению (6) для нахождения коэффициента относительной обрабатываемости сведем в таблицу рекомендуемые значения подачи для ряда значений шероховатости при фрезеровании материала БрАЖ 10 (табл. 7). Коэффициент относительной обрабатываемости по показателю силы резания можно применять для проверки подачи по допустимой жесткости станка, используя значения для стали 45.
Таблица 7
Рекомендуемые значения подачи
|
Шероховатость Ra, мкм, до |
Подача Sz, мм/зуб |
|
4,0 |
0,07 |
|
5,0 |
0,17 |
|
6,3 |
0,30 |
|
8,0 |
0,47 |
|
10,0 |
0,66 |
Выводы
-
1. Силы резания, возникающие при фрезеровании материала БрАЖ 10, полученного DMD-методом, имеют неравномерный характер проявления во времени, что связано с неоднородностью поверхностного слоя заготовки.
-
2. Влияние подачи на шероховатость обработанной поверхности носит слабовыраженный характер.
-
3. Определены выражения для нахождения коэффициента относительной обрабатываемости по показателям силы резания и качества обработанной поверхности. На основании полученной формулы рассчитаны значения коэффициента для различных подач.
-
4. Определены рекомендуемые значения подач, соответствующие величинам шероховатости обработанной поверхности для использования при проектировании операции фрезерования материала БрАЖ 10.
Список литературы Исследование обрабатываемости материала БРАЖ 10, полученного DMD-методом
- Pinkerton, A.J. Laser direct metal deposition: theory and applications in manufacturing and maintenance / A.J. Pinkerton // Advances in Laser Material Processing. – 2010. – P. 461–491. DOI: 10.1533/9781845699819.6.461
- Experimental and numerical study of the influence of induction heating process on build rates Induction Heating-assisted laser Direct Metal Deposition (IH-DMD) / M.T. Dalaee, L. Gloor, C. Leinenbach, K. Wegener // Surface and Coating Technology. – 2020. – Vol. 384. DOI: 10.1016/ j.surfcoat.2019.125275
- Aghili, S.E. Investigation of powder fed laser cladding of NiCr-chromium carbides singlesubstrate / S.E. Aghili, M. Shamanian // Optics and Laser Technology. – 2019. – Vol. 119. DOI: 10.1016/ j.optlastec.2019.105652
- Leyens, C. Innovations in Laser cladding and direct laser metal deposition / C. Leyens, E. Beyer // Laser Surface Engineering. – 2015. – P. 181–192. DOI: 10.1016/B978-1-78242-074-3.00008-8
- Yang, Y.H. Microstructure evolution and protective properties of TaN multilayer coatings / Y.H. Yang, F.B. Wu // Surface and Coating Technology. – 2006. – Vol. 308. – P. 108–114. DOI: 10.1016/j.surfcoat.2016.05.091
- CrVN/TiN nanoscale multilayer coatings deposited by DC unbalanced magnetron sputtering / E. Contreras, Y. Galindez, M.A. Rodas et al. // Surface and Coating Technology. – 2017. – Vol. 332. – P. 214–222. DOI: 10.1016/j.surfcoat.2017.07.086
- Boisseliera, D. Improvement of the laser direct metal deposition process in 5-axis configuration / D. Boisseliera, S. Sankarea, T. Engelb // Physics Procedia. – 2014. – Vol. 56. – P. 239–249. DOI: 10.1016/j.phpro.2014.08.168
- Ардашев, Д.В. Экспериментальное исследование дефектного слоя на заготовках, выращенных DMD-методом / Д.В. Ардашев, А.А. Дюрягин, Д.М. Галимов // Обработка металлов (технология, оборудование, инструменты). – 2020. – Т. 22, № 4. – С. 6–17. DOI: 10.17212/1994-6309-2020-22.4-6-17
- Machining of Additively Manufactured Parts: Implications for Surface Integrity / O. Oyelola, P. Crawforth, R. M’Saoubi, A.T. Clare // Procedia CIRP. – 2016. – Vol. 45. – P. 119–122. DOI: 10.1016/j.procir.2016.02.066
- Post-Processing of Additively Manufactured Metal Parts / D.L. Bourell, W. Frazier, H. Kuhn, M. Seifi // Additive Manufacturing Processes. – 2020. – Vol. 24. DOI: 10.31399/asm.hb.v24.9781627082907.
- Дранков, А.В. Изготовление деталей РКТ из отечественного порошка нержавеющей стали / А.В. Дранков // Аддитивные технологии. – 2019. – № 2. – С. 50–55.
- Das, S. Producing Metal Parts with Selective Laser Sintering/Hot Isostatic Pressing / S. Das // JOM. – 1998. – P. 17–20. DOI: 10.1007/s11837-998-0299-1
- Inconel 718 superalloy machinability evaluation after laser cladding additive manufacturing process / A. Calleja, G. Urbikain, H. Gonzalez et al. // The International Journal of Advanced Manufacturing Technology. – 2018. – Vol. 97. – P. 2873–2885. DOI: 10.1007/s00170-018-2169-5
- Analysis of the Machining Process of Inconel 718 Parts Manufactured by Laser Metal Deposition / T. Ostra, U. Alonso, F. Veiga, M. Ortiz // Materials. – 2019. – Vol. 12. DOI: 10.3390/ma12132159
- Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. / A. Devillez, F. Schneider, S. Dominiak et al. // Wear. – 2007. – Vol. 262. – P. 931–942. DOI: 10.1016/j.wear.2006.10.009
- Twardowski, P. Machining Characteristics of Direct Laser Deposited Tungsten Carbide / P. Twardowski, S. Wojciechowski // IntechOpen – 2012. – P. 19. DOI: 10.5772/51439
- Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч. 2. – М.: Экономика, 1990. – 472 c.
- Общемашиностроительные нормативы режимов резания: справочник. В 2 т. Т. 1 / А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. – М.: Машиностроение, 1991. – 640 с.
- Бурова, Д.Н. Исследования и применения влияния магнитного поля на систему «железо–медь–вода» / Д.Н. Бурова, И.С. Цебрук, Н.В. Классен // XVII Всерос. с междунарю участием школа-семинар по структурной макрокинетике для молодых ученых имени академика А.Г. Мержанова. – Черноголовка, 2019. – С. 134–136. DOI: 10.24411/9999-004А-2019-10045
- Шаламов, В.Г. Вероятностно-статистические методы в машиностроении / В.Г. Шаламов. – Челябинск: Издательский центр ЮУрГУ, 2018. – 152 с.
