Исследование послесварочного напряженно-деформируемого состояния кольцевого шва магистрального трубопровода из стали Х70

Автор: Муругов А.А.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 7 (49), 2019 года.
Бесплатный доступ
В данной статье рассматривается моделирование прогнозирования структурно-фазовых превращений и их влияние на напряженно-деформируемое состояние. Описаны основные методики реализации температурной, металлургической и деформационной задач при аргонно-дуговой сварке части магистрального трубопровода. Рассмотрены результаты экспериментов. Сделаны выводы.
Сварка, моделирование, структурно-фазовые превращения
Короткий адрес: https://sciup.org/140274868
IDR: 140274868 | УДК: 004.942,
Study of the post-welding stressed-deformable condition of the round seam of the main pipeline from steel X70
This article discusses the modeling of prediction of structural and phase transformations and their effect on the stress-strain state. The basic techniques for the implementation of temperature, metallurgical and deformation problems in argon-arc welding of part of the main pipeline are described. The results of experiments are considered. Conclusions are made.
Текст научной статьи Исследование послесварочного напряженно-деформируемого состояния кольцевого шва магистрального трубопровода из стали Х70
Вследствие интенсивного развития трубопроводной системы в нашей стране нашлось широкое применение внедрения трубопроводов нового поколения из высокопрочных сталей. Это является закономерным процессом повышения надежности и эффективности капитальных сооружений высокого уровня безопасности, достигаемых снижением собственного энергопотребления и использованием высокого давления.
Во время сварки основной металл претерпевает структурно-фазовые превращения, которые, в свою очередь, влияют на напряженно-деформируемое состояние после сварки, что создаёт определённые технологические сложности при проектировании технологического оснащения. Одним из способов прогнозирования структурно-фазовых превращений при сварке и влияния их на напряженно-деформируемое состояние сварных конструкция является их численное моделирование на основе решения термической задачи, например при сварке магистрального трубопровода из стали Х70 (класс прочности К60).
Численное моделирование распределения структурно-фазовых превращений в материале - сложная алгоритмическая задача. Так как фазовое превращение изменяет тепловые свойства материалов, в то время как изменение температуры приводит к фазовым превращениям ряда элементов. В механико-металлургическом анализе фазовые превращения влияют на механический анализ (то есть на остаточное напряжение), однако результаты механического анализа слабо влияют на металлургический анализ
В соответствии с представленной схемой взаимного влияния, для нахождения распределения аустенита брались во внимание только сильные и средние связи влияния.
Для реализации температурной задачи использовалась математическая модель двойного полуэллипсоида Голдака [1], где тепловой поток, проходящий через точку с координатами (x, y, z) внутри двойного полуэллипсоида вычисляется по формуле:
( . №ffQ q (x, y, z) = —----— exp abCf^y n
3x2 3y2 3z2 a2 b2 Cf2
), (1)
где f f - часть теплового потока в передней части ванны (Вт), Q - вводимая мощность (Вт).
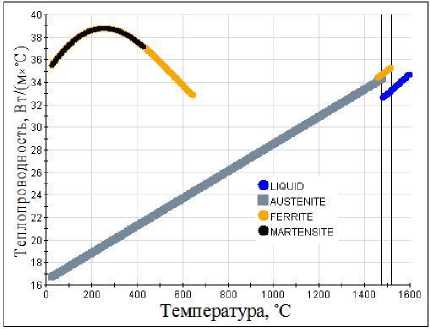
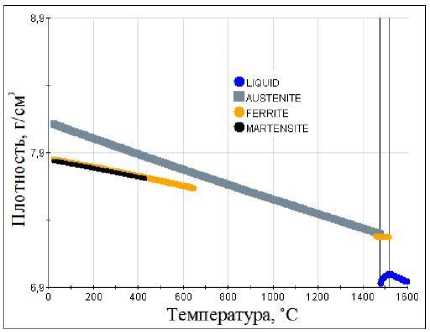
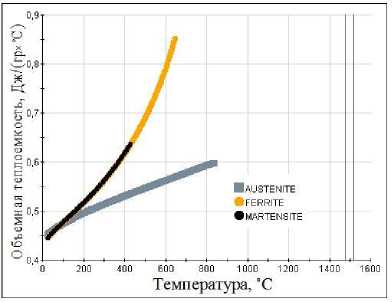
Для проведения численного моделирования тепловой задачи были введены тепловые свойства материала Х70 с учетом фаз феррита, аустенита и мартенсита.
а)
б)
в)
Рисунок 1 – Зависимости теплопроводности (а) и плотности (б), (в) зависимость
объемной теплоемкости от температуры.
Были заданы зависимости теплопроводности (рис. 1, а) и плотности (рис. 2, б) от температуры. Из данных зависимостей видно, что для феррита и мартенсита в диапазоне температур от 0 до 456 °C значения теплопроводности и плотности совпадают.
По результатам проведенного моделирования был проведен анализ эквивалентных напряжений по Мизесу по ширине обечайки с учетом структурно-фазовых превращений (СФП), без учета СФП и по данным исследования авторов [3] (рис. 2).
Асимметричность полученных зависимостей обуславливается несимметричной заделкой обечайки – по одному из торцов.
По результатам численного моделирования величина эквивалентных напряжений с учетом СФП составила порядка 2500 МПа, что на 17% ниже для аналогичных режимов наплавке, выбранного материала, и типоразмера изделия по результатам статьи [4]; эквивалентные напряжения по Мизису без учета СФП по зоне сплавления составили порядка 3200 МПа.
Величина эквивалентных напряжений с учетом СФП меньше на 28% чем без учета, следовательно при однопроходной сварке структурнофазовые превращения оказывают существенное влияние на магнитуду эквивалентных напряжений, и как следствие необходимость в дальнейшем учитывать подобные превращения в многопроходной сварке.
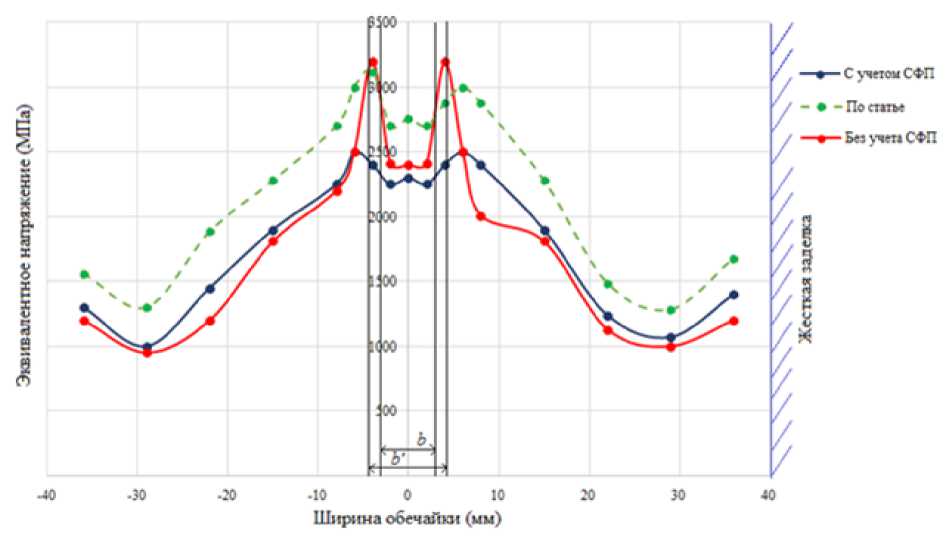
Рисунок 2 – Зависимость эквивалентного напряжения от координаты по ширине обечайки. b’ – ширина сварного шва для анализа, учитывающего СФП, b – ширина сварного для анализа без учета СФП
Список литературы Исследование послесварочного напряженно-деформируемого состояния кольцевого шва магистрального трубопровода из стали Х70
- Рыкалин Н.Н., Бекетов А.И. Расчет термического цикла околошовной зоны по очертанию плоской сварочной ванны // Сварочное производство. 1967.№ 9. С. 22-24.
- Макаров Л.Э. Компьютерная оценка свариваемости низколегированной стали // Сварка и диагностика. 2014. №4. С. 23-30.
- Анализ и классификация методов оценки усталостной прочности сварных тонкостенных конструкций корпуса судна / Коростылев Р.И. [и др.] // Вестник государственного университета Морского и речного флота им. адмирала С.О. Макарова. 2016. Выпуск 3 (37). С. 104-118.
- Darmadi, Djarot B. Residual stress analysis of pipeline girth weld joints: Dissertation submitted for the Degree of Doctor of Philosophy thesis, School of Mechanical, Materials and Mechatronic Engineering. University of Wollongong, 2014. 289 p.
