Исследование процесса абразивно-экструзионной обработки каналов с переменной формой сечения

Автор: Левко Валерий Анатольевич, Снетков Павел Алексеевич, Пшенко Елена Борисовна
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 3 (36), 2011 года.
Бесплатный доступ
Проведены исследования потока рабочей среды в кольцевой щели. Установлена степень влияния площади сечения щели и состава рабочей среды на параметры обработки. Разработаны рекомендации по применению выравнивающих устройств.
Абразивно-экструзионная обработка, кольцевая щель, рабочая среда, площадь поперечного сечения, выравнивающее устройство
Короткий адрес: https://sciup.org/148176588
IDR: 148176588 | УДК: 621.924
Research of abrasive flow machining process channels with variable cross section area
The medium flow investigations in the annular gap have been completed. The degree influences of cross-sectional area of the slit and the medium for the processing parameters was found. The recommendations on the use of leveling devices developed.
Текст научной статьи Исследование процесса абразивно-экструзионной обработки каналов с переменной формой сечения
В номенклатуре деталей машиностроительного производства встречаются детали, имеющие внутренние каналы с переменной формой поперечного сечения. Например, для внутреннего канала сопел-насадок характерно сочетание цилиндрической и конусной частях.
Практика экспериментальной абразивно-экструзионной обработки (АЭО) таких деталей без применения каких-либо выравнивающих устройств выявила неравномерность качества обработанной поверхности каналов в цилиндрической и конусной части.
Рабочая среда при АЭО представляет собой вязкоупругую среду, наполненную абразивными зернами. Свойства рабочей среды описаны в работах [1; 2]. При сдвиговом течении в обрабатываемом канале в потоке рабочей среды возникают как касательные, так и нормальные напряжения. Абразивные зерна при течении образуют вязкоупругие цепочки, деформация отдельных звеньев которых оказывает дополнительное влияние на общую деформацию рабочей среды [3]. Вид и характер деформации рабочей среды оказывает влияние на условия контакта микровыступов единичного абразивного зерна с микровыступами обрабатываемой поверхности и учитывается в модели контактных взаимодействий при АЭО [4].
Визуальные исследования течения рабочей среды в конусных каналах позволили уточнить качественную картину потока. Установлено, что равномерности обработки в конусном канале без применения специальных выравнивающих устройств добиться сложно, поскольку изменение профиля потока рабочей среды происходит непосредственно в обрабатываемом канале [5].
Для обеспечения равномерной обработки таких каналов нами предложено устройство, выравнивающее сечение канала по его длине. При этом происходит переход от течения среды через местное сопротивление (конус) к течению в кольцевом канале.
Исследования проведены в два этапа на установке УЭШ-25 с использованием устройства, которое имитирует течение в кольцевой щели (рис. 1). На первом этапе установлены эмпирические зависимости шероховатости обработанной поверхности Ra, а также величина ее изменения в ходе обработки ΔRa и величина изменения диаметра отверстия Δ D исследуемого образца в зависимости от дисперсности наполнителя Ba ′ среды и площади зазора S заз между обрабатываемой поверхностью и внутренним телом.
Образец 1 помещен во внутреннюю выточку корпуса 4 и закрыт крышкой 3 , образующей с корпусом 4 замковое соединение. Внутренние диаметры образца 1 , крышки 3 и корпуса 4 имеют одинаковые номинальные размеры. С других торцев корпуса 4 и крышки 3 выполнены ступенчатые выточки, на которых базируются основания 5 . В эти основания вставлялось внутреннее тело 2 . При помощи переходников 6 устройство смонтировано в установку, а его части закреплены относительно друг друга зажимным устройством.
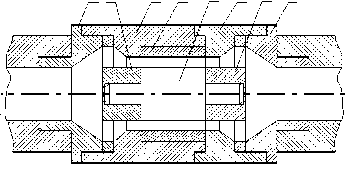
Рис. 1. Устройство-имитатор кольцевой щели
Изменением диаметра внутреннего тела варьировалась площадь зазора S заз между обрабатываемой внутренней поверхностью образца 1 и внутренним телом 2 . Основания 5 выполнены в виде диска со ступицей. В центральную выточку ступицы оснований 5 установлены верхняя и нижняя ступени внутреннего тела 2 соответственно, причем торцы оснований являются установочной базой для основной ступени внутреннего тела 2 . Диски оснований 5 закреплены в выточках корпуса 4 и крышки 3 и имеют по четыре отверстия – канала, по которым рабочая среда течет через устройство. Наружные диаметры основных ступеней сменных внутренних тел 2 обеспечивают зазоры S заз с площадью поперечных сечений 10; 17,5 и 25,5 мм2. Набор сменных внутренних тел и оснований показан на рис. 2.
Шероховатость Ra обработанной поверхности измерена на профилометре М 252, а величина Δ D – на линейном микроскопе УИМ. Перед измерениями образцы выдерживались в течение 30 минут при температуре 20 ± 2 оС.

Рис. 2. Основание и набор сменных внутренних тел
Условия эксперимента: внутренний диаметр образцов – 30 мм; площадь зазора – 10; 17,5; 25,5 мм2; рабочее входное давление – 9,0 МПа; Ва′ – 320, 400, 500 мкм; содержание полимера в среде – 40 %;
Ка′ – 60 %; материал образцов – сталь 38ХГС; количество циклов – 20.
Эксперименты проведены по плану Коно ( m = 2). Для математической обработки произведено кодирование переменных: X 1 = Ba ′ ; X 2 = S заз ; Y 1 = Ra, ΔRa, Δ D . Каждый опыт повторялся шесть раз с рандомизацией во времени.
Для шероховатости Ra обработанной поверхности уравнение регрессии в натуральном выражении имеет вид
Ra = - 0,079 - 0,00016Ba ′ + 0,034 S+ заз
+ 0,0000016Ba ′ 2 - 0,001 S 2 + 0,00001Ba ′ S . заз заз
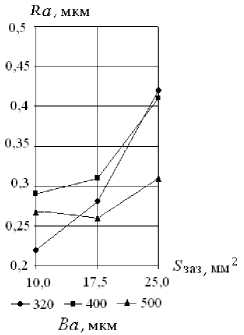
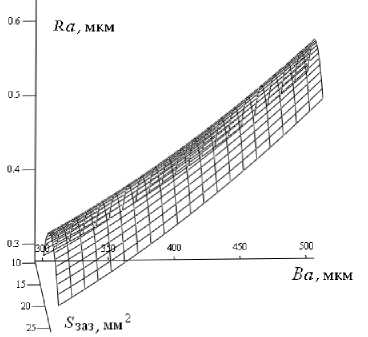
График зависимости Ra от Ва′ и S заз (рис. 3) показывает, что при АЭО средой с Ва′ = 320 мкм и Ва′ = 400 мкм уменьшение площади зазора уменьшает величину Ra. Для среды Ва′ = 500 мкм наблюдается минимум в области S заз = 17,5 мм2.
Это объясняется тем, что при уменьшении величины зазора удельное давление рабочей среды на обрабатываемую поверхность возрастает, но скорость течения потока становится меньше. В данном интервале значений для сред Ва′ = 320 мкм и Ва′ = 400 мкм при уменьшении S заз снижение скорости потока не влияет столь существенно на производительность обработки как увеличение давления среды в канале. Для рабочей среды дисперсностью Ва′ = 500 мкм уменьшение зазора ниже показателя S заз = 17,5 мм2 значительно снижает расходно-напорные характеристики сдвигового течения, что ухудшает условия обработки. Аналогичная картина наблюдается и для изменения шероховатости поверхности в процессе обработки ΔRa.
Для изменения шероховатости ΔRa уравнение регрессии в натуральном выражении имеет вид
ΔRa = 1,638 - 0,006Ba ′ + 0,0166 S+ заз
+ 0,0000061Ba ′ 2 - 0,0008 S 2 + 0,00006Ba ′ S . заз заз
Для сред дисперсностью до 400 мкм уменьшение зазора между внутренним телом и обрабатываемой поверхностью увеличивает изменение шероховатости при АЭО. Для сред зернистостью 500 мкм и более при S заз< 17,5 мм2 показатель ΔRa уменьшился. Эти среды имеют повышенную жесткость, что вызывает при уменьшении площади зазора снижение скорости потока РС.
Для изменения диаметра обрабатываемого отверстия Δ D уравнение регрессии в натуральном выражении выглядит следующим образом:
Δ D= 1,324 - 0,0003Ba ′ - 0,0154 S + 0,000003Ba ′ 2 + заз
+ 0,0009 S 2 - 0,00000003Ba ′ S . заз заз
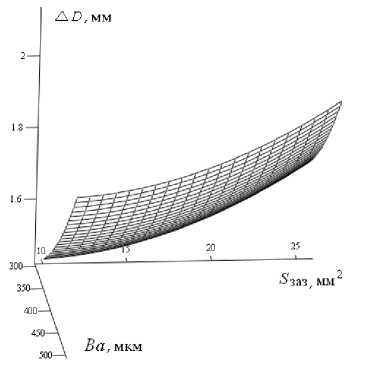
График зависимости Δ D от Ва′ и S заз (рис. 4) показывает, что при АЭО средами с Ва′ = 320 мкм и Ва′ = 400 мкм уменьшение площади зазора увеличивает величину Δ D .
а
б
Рис. 3. Зависимость шероховатости Ra от зернистости Ва′ и площади зазора кольцевой щели S заз : а – в декартовой системе координат; б – поверхностный

а
б
Рис. 4. Зависимость изменения диаметра отверстия Δ D от Ва′ и площади зазора кольцевой щели S заз : а – в декартовой системе координат; б – поверхностный
Для среды дисперсностью Ва′ = 500 мкм наблюдается минимум в области S заз = 17,5 мм2. Это объясняется тем, что при уменьшении величины зазора удельное давление среды на обрабатываемую поверхность возрастает, но скорость течения потока становится меньше. В данном интервале значений для сред Ва′ = 320 мкм и Ва′ = 400 мкм при уменьшении S заз снижение скорости потока не влияет столь существенно на производительность обработки как увеличение давления потока в канале.
Для среды с дисперсностью наполнителя Ва′ = 500 мкм уменьшение зазора после S заз = 17,5 мм2 значительно снижает скорость течения, что ухудшает условия обработки. Применение выравнивающего устройства позволило повысить производительность (ΔRa, Δ D ) и качество (шероховатость Ra поверхности после обработки) процесса АЭО. Лучшие результаты достигнуты при АЭО средой Ва′ = 500 мкм с использованием выравнивающего устройства, обеспечивающего площадь зазора S заз = 17,5 мм2.
Для подтверждения экспериментальных результатов и моделирования обработки сопла-насадки спроектировано и изготовлено разъемное приспособление – имитатор внутренней поверхности сопла-насадка (рис. 5). Съемные образцы-вкладыши 5 позволили провести оценку параметров АЭО. Материал образца и имитатора – сталь 38ХГС.

Рис. 5. Приспособление – имитатор сопла-насадка:
1 – крышка; 2 – основание; 3 – цилиндрическая часть канала;
4 – конусная часть канала; 5 – пазы для съемных образцов
Для реализации изменения режима АЭО от течения в конусе к течению в кольцевой щели спроектированы и изготовлены выравнивающие приспособления (рис. 6). Диаметры приспособлений подобраны так, чтобы обеспечить необходимую площадь поперченного сечения кольцевой щели.

Рис. 6. Выравнивающие устройства, реализующие разную площадь сечения кольцевой щели
На основании результатов предыдущих исследований в качестве основной среды выбрана среда следующего состава: наполнитель – нормальный электрокорунд 18А Ва′ = 320 мкм, Ка = 50 %; плотность среды ρ = 1410,32 кг/м3, количество абразивных зерен К КЗ = 92,9 105/кг; упругие свойства – модуль Юнга E = 119 600, величина коэффициента Пуассона μ = 0,411. Согласно эмпирической зависимости [6] при P вх = 6 МПа коэффициент эффективной вязкости η = 36320 Па∙с.
Одной из проблем исследований было сравнение расходно-напорных характеристик потока среды в цилиндрической части канала и кольцевой щели между выравнивающим приспособлением и внутренней поверхностью конусной части канала. Для этого рассчитаны расход потока среды (табл. 1) и градиента скоростей γ (табл. 2) на стенке в цилиндрическом и кольцевом каналах.
Таблица 1
Отношение расходов РС в цилиндрическом канале и кольцевой щели
|
Индекс течения n |
Расход РС Q , м 3 /с ⋅ 10 –5 |
Q цил / Q кол |
|
|
Q цил |
Q кол |
||
|
1 |
0,70 |
0,11 |
6,4 |
Таблица 2
Отношение пристеночных градиентов скоростей РС в цилиндрическом канале и кольцевой щели
|
Индекс течения n |
Пристеночный градиент скорости потока |
γ цил / γ кол |
|
|
γ цил |
γ кол |
||
|
1 |
4,57 |
3,80 |
1,2 |
Размеры каналов подбирались из условия равенства площадей их поперечных сечений Sцил = Sкол . Цилиндрический канал насадка имеет радиус R = 0,0125 м. Следовательно площадь его поперченного сечения Sцил = 0,00049 м2. Для кольцевой щели требуемое усло- вие соблюдается при радиусе отверстия Rотв = 0,0156 м и радиусе выравнивающего устройства Rуст = 0,0094 м.
Расход в кольцевой щели меньше, чем в цилиндрическом канале в 6,4 раза, а пристеночный градиент давлений в 1,2 раза. Чтобы уравнять расход и пристеночный градиент для обоих каналов необходимо для кольцевой щели увеличить площадь зазора S кол в 1,2...6,4 раза, по сравнению с рассмотренной выше и равной площади цилиндрического канала S цил = 0,00049 м2. Увеличение площади зазора между обрабатываемой конусной поверхностью и выравнивающим приспособлением в 1,2 раза обеспечило равные расходы в кольцевом и цилиндрическом каналах.
Для дальнейшей обработки применено выравнивающее устройство, обеспечивающее S кол = 17,5 мм2. Контролируемыми параметрами были Ra, ΔRa и Δ h . Измерение данных параметров произведено после 5, 10, 15, 20, 25 и 30 циклов обработки. Количество обработанных образцов – 6. Требуемая величина шероховатости поверхности Ra = 0,32 мкм достигнута за 20 циклов обработки как в цилиндрической части, так и в конусной части канала. Съем металла составил 0,015 мм на сторону. Дальнейшая обработка позволила через 10 циклов обеспечить шероховатость Ra = 0,22 мкм при съеме металла 0,19 мм на сторону.
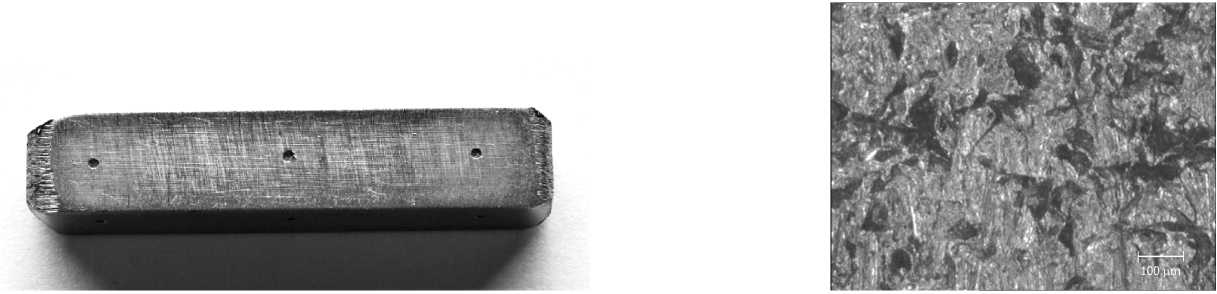
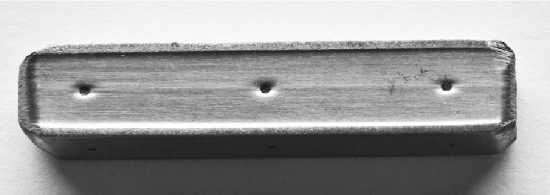
Исходное состояние поверхности образца перед АЭО приведено на рис. 7.
На образце (рис. 7, а ) шероховатость поверхности не имеет доминирующей ориентации. Параметры исходной шероховатости Ra ≈ 0,85 мкм. Увеличенное изображение состояния поверхности (рис. 7, б ) этого позволяет визуально наблюдать раковины протяженностью 20…200 мкм, расположенные хаотично. На поверхности наблюдаются риски, расположенные перпендикулярно основному направлению потока среды при АЭО. Ширина рисок составляет 5…30 мкм, протяженность – по всей ширине образца.
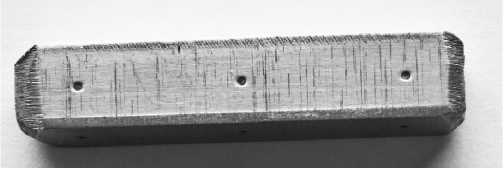
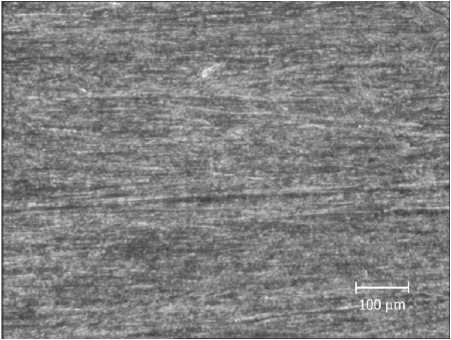
Состояние поверхности образца после 15 циклов АЭО представлено на рис. 8.
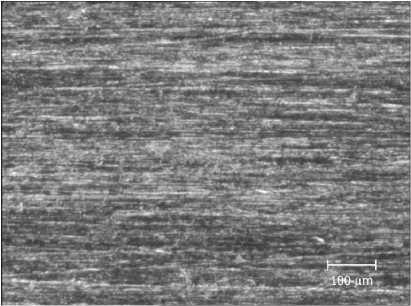
На образце (рис. 8, а ) шероховатость поверхности приобрела доминирующее направление, совпадающее с направлением потока среды. Измеренная величина шероховатости Ra ≈ 0,31 мкм. Структура поверхности изменилась. При увеличении в 63 раза (рис. 8, б ) видно, что структура поверхности после обработки стала однородной. Раковины отсутствуют. Однако видны перпендикулярные риски.
При увеличении в 125 раз (рис. 8, в ) видно, что структура шероховатости проявляется более отчетливо. Она представлена комплексом рисок двух типов. Первый тип рисок имеет ширину 1…5 мкм и глубину 1…3 мкм. Второй тип рисок имеет ширину 5…15 мкм и глубину 3…8 мкм. Протяженность рисок обоих типов от 100 мкм. На обработанной поверхности не обнаружены микровыступы различных включений или следы шаржирования абразивным зерном.
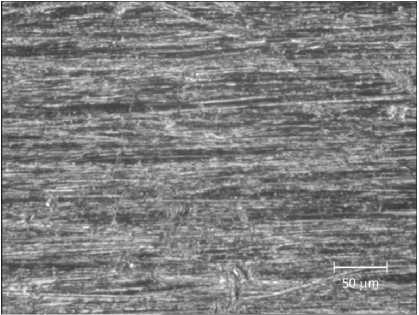
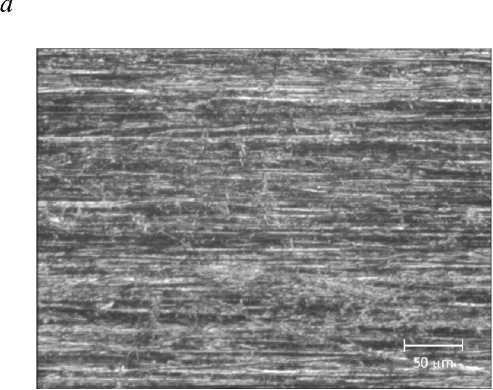
Состояние поверхности образца после 30 циклов АЭО приведено на рис. 9.
а б
Рис. 7. Исходное состояние поверхности образца перед АЭО: а – образец; б – увеличение в 63 раза
а
б в
Рис. 8. Состояние поверхности образца после 15 циклов АЭО: а – образец; б – увеличение в 63 раза; в – увеличение в 125 раз
б в
Рис. 9. Состояние поверхности образца после 30 циклов АЭО: а – образец; б – увеличение в 63 раза; в – увеличение в 125 раз
На образце (рис. 9, а ) шероховатость снова претерпела изменения. Измеренная величина шероховатости Ra ≈ 0,22 мкм. При увеличении в 63 раза (рис. 9, б ) видно, что структура шероховатости также представлена комплексом рисок двух типов. Однако протяженность рисок второго типа существенно уменьшилась. Это заметно при рассмотрении изображения образца с увеличением в 125 раз (рис. 9, в ). Протяженность рисок первого типа осталась более 100 мкм. Протяженность рисок второго типа составила 20…50 мкм.
Перпендикулярные риски не наблюдаются. Видны микродефекты материала основного слоя металла, выраженные в виде нитевидных включений. Эти включения наблюдаются в центре фотографий (рис. 9, в ). На обработанной поверхности не обнаружены следы шаржирования АЗ.
Использование выравнивающего устройства при обработке конусных каналов обеспечило равномерную шероховатость обработанной поверхности за счет изменения характера течения, т. е. перехода от течения в местном сопротивлении (конусе) к течению в кольцевой щели с постоянным сечением.
Абразивно-экструзионной обработкой с применением выравнивающего устройства позволило обеспечить равномерную шероховатость в каналах с переменной формой поперечного сечения. Ограничением по величине шероховатости и числу используемых циклов АЭО является допуск на финишную обработку.
В результате исследований процесса АЭО каналов с переменной формой сечения была подана заявка на патент Российской Федерации «Способ абразивноэкструзионной обработки канала, выполненного в форме цилиндра переходящего в конус».
