Исследование процесса абразивно-экструзионной обработки малых отверстий

Автор: Левко Валерий Анатольевич, Левко Андрей Анатольевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (37), 2011 года.
Бесплатный доступ
Проведены исследования потока рабочей среды отверстий с малой площадью поперечного сечения. Разработан новый состав рабочей среды, наполненной алмазными пастами. Экспериментальная обработка зубча того венца показала применимость рабочей среды нового состава для обработки малых отверстий.
Абразивно-экструзионная обработка, кольцевая щель, рабочая среда, площадь поперечного сечения, выравнивающее устройство
Короткий адрес: https://sciup.org/148176644
IDR: 148176644 | УДК: 621.924
Research of abrasive extrusion-type processing of small holes
The research of flow of operating environment of holes with small cross-sectional area were performed. A new composition of the working media, filled with diamond paste, was developed. The experimental processing of a gear wreath revealed the applicability of the new operating environment for the processing of holes with small crosssectional area.
Текст научной статьи Исследование процесса абразивно-экструзионной обработки малых отверстий
Одной из проблем в машиностроении является финишная обработка отверстий и каналов малых размеров. В машиностроении существует определенный класс деталей, характеризующийся наличием отверстий, каналов или фасонных поверхностей с поперечными сечениями, имеющими малую площадь. К деталям с такими отверстиями можно отнести каналы в тангенциальных форсунках ЖРД, отверстия в охлаждаемых лопатках газотурбинных двигателей, отверстия в инжекторах дизельного топлива. К фасонным поверхностям можно отнести поверхности шлицев, зубчатых венцов малогабаритных шестерен. Например, при абразивно-экструзионной обработке (АЭО) таких отверстий рабочая среда традиционного состава по ряду причин не может совершать процесс сдвигового течения.
Для обработки таких деталей применяется технология микроАЭО, с применением РС с пониженной вязкостью. Однако ее применение ведет к снижению производительности обработки, так как среды для микроАЭО очень слабо проявляют упругие свойства.
Целью данных исследований являлось определение такого состава среды, который позволил бы проводить финишную обработку малых отверстий традиционной двунаправленной АЭО. Такое решение существенно расширило бы технологические возможности данного способа. Обработка таких отверстий на установках для двунаправленной АЭО позволит увеличить коэффициент загрузки оборудования и повысит производительность.
Известно, что рабочая среда при АЭО представляет собой вязкоупругую полимерную основу, наполненную абразивными зернами различной дисперсности. При сдвиговом течении в обрабатываемом канале в потоке рабочей среды возникают как касательные, так и нормальные напряжения [1]. Дисперсность зерен и степень наполнения основы абразивными зернами определяют эффективную вязкость и жесткость рабочей среды [1; 2]. Количество абразивных зерен и их величина определяют характеристики вязкоупругих цепочек, образующихся при сдвиговом течении рабочей среды в обрабатываемом канале. Размер звена определяет условия деформации как отдельной вязкоупругой цепочки, так и рабочей сре- ды в целом [3]. Вид и характер деформации рабочей среды оказывает влияние на условия контакта микровыступов единичного абразивного зерна с микровыступами обрабатываемой поверхности и учитывается в модели контактных взаимодействий при АЭО [4].
Визуальные исследования течения рабочей среды в конусных каналах позволили уточнить качественную картину потока. Установлено, что при неправильном выборе состава рабочей среды в обрабатываемом канале малого сечения происходит образование комплекса зерен, препятствующего течению сдвига. Поршень рабочего цилиндра не смог обеспечить необходимую величину напряжения сдвига и произошло заклинивание абразивного инструмента. Для АЭО таких каналов необходимо использовать РС специальных составов с пониженной вязкостью [5].
Исследования проведены в два этапа. На первом этапе определялась технологическая возможность применения для финишной обработки малых отверстий двунаправленной АЭО средой на основе каучука СКТ. На втором этапе проведена обработка зубчатого венца шестерни рабочей средой, состав которой выбран по установленным на первом этапе зависимостям.
Основной целью первого этапа было установление эмпирических зависимостей АЭО каналов с малыми отверстиями от состава среды и технологических параметров обработки. Для исследований был разработан образец 1 (рис. 1), изготовленный из сплава АМг 6. Канал 2 получен фрезерованием концевой фрезой. Реперная точка 3 предназначена для контроля изменения глубины канала.
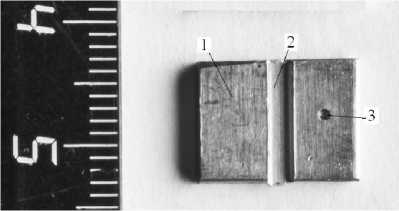
Рис. 1. Образец с малым отверстием
Основой приспособления имитатора малого отверстия (рис. 2) является цилиндрический корпус 1 с внутренними выточками и осевым отверстием. Вкладыш 2, устанавливаемый в выточку, имеет паз для размещения образца 3. Ответный вкладыш, вводимый в эту же выточку, образует с образцом отверстие малого сечения. Ответный вкладыш на рисунке не показан. С двух сторон корпуса устанавливаются переходники 4, реализующие перестройку профиля потока от цилиндрического диаметром 25 мм (рабочий цилиндр установки) к цилиндрическому диаметром 10 мм (осевое отверстие корпуса).

Рис. 2. Приспособление имитатор малого отверстия
Геометрические характеристики обрабатываемого канала: длина L к = 10 мм, размеры сечения 2 × 0,625 мм, площадь поперечного сечения S сеч = 1,25 мм2, периметр поперечного сечения SP сеч = 4,25 мм, площадь минимального поперечного сечения канала S min = S сеч , суммарная площадь обрабатываемой поверхности S обр = L к SP сеч = 42,5 мм2. Форма, размер и угол входного Z вх и выходного Z вых отверстия канала идентичны: Z вх = Z вых . Исходная шероховатость исследуемой поверхности отверстия Ra = 0,4…0,51 мкм. исх
Исходя из величины L к , принят предварительный диапазон величин сдвигающих давлений среды на входе P = 10…12 МПа, а на выходе P = 0…2 МПа. вх вых
Отношение L/ S = 8,0 и S/ S= 10 влияет на к сеч обр сеч выбор коэффициента эффективной вязкости η среды и дисперсности наполнителя.
Первоначально за основу был выбран традиционный состав рабочей среды. В качестве наполнителя – электрокорунд белый, зернистостью Ba = 80 мкм. Введение ряда пластификаторов позволило на 25…30 % снизить вязкость РС. При этом показатель степени наполнения (весовой) Ka уменьшился с 50 до 40 %. При АЭО средой такого состава привело к заклиниванию среды в обрабатываемом канале при сдвигающем давлении P = 10 МПа и P = 12 МПа. вх вых
Для решения этой проблемы авторами в качестве наполнителя предложено использовать алмазные пасты АСМ по ГОСТ 25593–84, предназначенные для доводки и полирования. Исходя из условий обработ- ки, было выбрано три пасты: АСН 60/40 НОМ Г, АСН 60/40 ПОМ Г и АСН 60/40 ВОМ Г.
Разработана технология смешивания каучука СКТ с алмазными пастами, обеспечивающая однородный состав среды и равномерное распределение алмазных зерен в ее объеме.
Состав среды (весовой): каучук СКТ – 40 %, алмазная паста – 60 %, дисперсность наполнителя Ba = 40…60 мкм. Поскольку в составе паст содержатся поверхностно-активные вещества, дополнительные пластификаторы в РС не вводились. Степень наполнения РС алмазными зернами составила для среды на основе пасты АСН 60/40 НОМ Г –Ka = 6 %, на основе пасты АСН 60/40 ПОМ Г –Ka = 14 %, на основе пасты АСН 60/40 ВОМ Г – Ka = 28 %.
Второй проблемой, наблюдаемой при АЭО малых отверстий, была существенная перестройка профиля потока на входе в прямоугольное малое отверстие. Ее характер подобен картине, наблюдаемой при визуальном исследовании течения среды через прямоугольное отверстие в перегородке [5].
Зона формирующегося сдвигового течения в рабочем цилиндре и переходнике имеет размеры малого отверстия. Размеры зоны сжатия среды на порядок больше. Эта зона оказывает дополнительное сопротивление перемещению поршня в рабочем цилиндре. В данном случае коэффициент ξ кв, характеризующий потери давления потока при экструзии всего объема РС, имеет безразмерную величину в интервале 19…25. Этот эффект увеличивает время полуцикла экструзии на 20…30 %.
Нами предложено решение, направленное на минимизацию влияния перестройки профиля потока на входе в отверстие на производительность АЭО. Было предположено, что мгновенное изменение направления течения среды в отверстии на противоположное позволит улучшить условия обработки.
При мгновенном изменении направления потока, которое не превышает время релаксации среды, характер деформации потока сохранится. Зоны деформации сохранят свой профиль. Деформация растяжения мгновенно сменяется деформацией течения сдвига. При этом нормальные напряжения в среде возникают не только на входе в канал, но и в самом отверстии. За счет этого уменьшается время экструзии среды на один полуцикл и увеличивается величина прижатия зерен к обрабатываемой поверхности.
Исследуемые параметры: Ra – шероховатость обработанной поверхности; ΔRa – изменение шероховатости; Δ h – величина удаляемого слоя. Регулируемые параметры: степень наполнения рабочей среды Ka – 6, 14, 28 %; время полуцикла экструзии Δ t – 0,6; 1,2; 1,8 с. Сдвигающее давление – P вх = 12 МПа. Время обработки – 60 с.
Эксперименты проведены по плану Коно ( m = 2). Для математической обработки произведено кодирование переменных x 1 = Ka , x 2 = Δ t , y 1 = Ra , y 2 = ΔRa , y 3 = Δ h .
Получены следующие эмпирические зависимости:
Ra = 0,341 - 0,001Ka + 0,0758Δ t+ 0,00003Ka2 -
- 0,028Δ t 2 - 0,002 5KaΔ t ;
ΔRa = 0,052 + 0,006Ka - 0,043 7Δ t - 0,000127Ka2 +
+ 0,026 85Δ t 2 + 0,00136KaΔ t ;
Δ h= 5,448 + 0,275Ka - 8,096Δ t - 0,000 83Ka2 +
+ 3,61Δ t 2 + 0,303KaΔ t .
Повышение степени наполнения среды для всех вариантов АЭО привело к увеличению производительности обработки и позволило достичь за 60 с шероховатости поверхности малого отверстия Ra = 0,25 мкм.
Анализ полученных зависимостей показал, что при увеличении параметров Ka и Δ t шероховатость обработанного отверстия Ra монотонно убывает на всем исследуемом интервале, а величина удаленного слоя Δ h в отверстии монотонно возрастает. Подобная зависимость наблюдается и вне исследуемого интервала. Исследуемая функция неограниченно возрастает или убывает, что делает спорной применимость зависимостей вне исследуемого диапазона.
Установлено, что при существующей конструкции установки невозможно обеспечить мгновенное изменение направления потока, которое не превышает время релаксации рабочей среды. Поэтому при экспериментальной обработке малых отверстий характер деформации потока при переключении системы не сохранялся. Наблюдалась полная перестройка профиля потока при каждом полуцикле АЭО.
Результаты исследований показали, что увеличение весового содержания алмазных зерен в рабочей среде до 25…28 % позволяет обеспечить оптимальное сочетание вязких и упругих свойств среды, при которых сохраняется возможность течения сдвига среды в отверстии с малым поперечным сечением и ее максимальное по величине напряженно-деформированное состояние.
Известно, что стальные шестеренки обладают на порядок большей ударной прочностью зубьев, чем латунные или алюминиевые, т. е. их живучесть при авариях намного выше. У таких шестеренок величина наклепа, вызванного высоким уровнем вибраций, существенно ниже. Эти обстоятельства делают необходимым применение стальных шестеренок в ответственных деталях.
Одной из проблем операций формообразования зубчатого венца 1 шестеренки (рис. 3) является финишная обработка зуба и удаления заусенцев 2. К малым отверстиям можно отнести впадины зубчатого венца.
Визуальные исследования течения в образце с зубчатым венцом позволили выявить особенности течения среды при АЭО подобных каналов (рис. 4). В первоначальный момент времени наблюдаются две зоны 2, в которых происходит деформация сжатия, а также большая зона 1 с деформацией растяжения. После достижения критического значения напряжения деформация растяжения переходит в деформацию сдвигового течения и наблюдается зона 3.
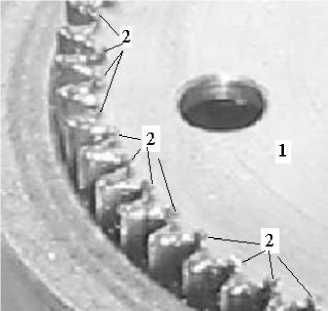
Рис. 3. Шестеренка после операции нарезания зубьев
В целом в канале наблюдается градиент скорости потока среды. Расходные характеристики в каждом из двенадцати зубчатых каналов практически одинаковы. На выходе из канала наблюдается зона 5 волнового истечения среды с одновременным упругим восстановлением.
Установлен равномерный расход рабочей среды по всем каналам, а также пульсация потока при прохождении канала. Коэффициент местных потерь IP =57 ξ кв ≈ вх вых ,.
Сопоставление результатов данных исследований с данными, полученными при исследовании АЭО малых отверстий рабочей средой, наполненной алмазной пастой, позволило сделать вывод о возможности АЭО зубчатого венца шестеренки. Для этого было разработано специальное приспособление (рис. 5).
Шестеренка 1 при обработке базируется на внутренний уступ корпуса 2 и внутреннее тело 5 основания 3. Переходники 4 обеспечивают установку приспособления в рабочие цилиндры установки УЭШ-25 и перестройку профиля потока среды. Восемь отверстий внутреннего тела 5 обеспечивают требуемое направление потока к зубчатому венцу и равномерное распределение потока по всему обрабатываемому диаметру.
По данной схеме обработано несколько шестерен. Параметры шероховатости поверхности и изменения геометрических размеров зубчатого венца, а также степень удаления заусенцев оценивалось после 300 с обработки.
Состав среды (весовой): каучук СКТ – 40 %, алмазная паста – 60 %, дисперсность наполнителя Ba = 40…60 мкм. Использована паста АСН 60/40 ВОМ Г – Ka = 28 %. Сдвигающее давление P вх = 12 МПа. Шероховатость ПС контролировалась на профилометре М253, изменение линейных размеров – на координатно-измерительной машине «Оптон 8».
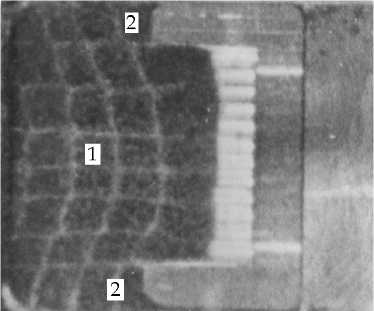
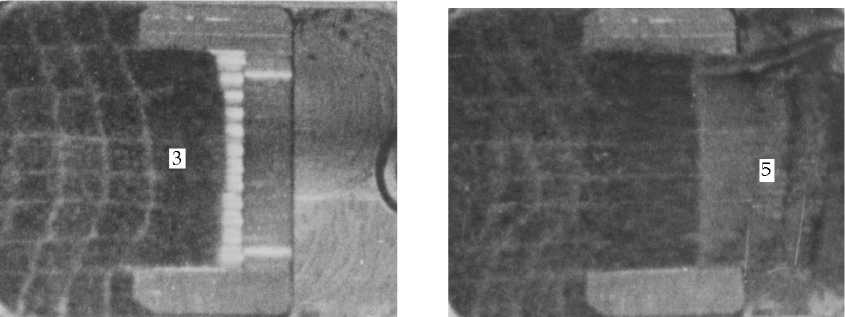
Рис. 4. Процесс через зубчатый фрагмент малых отверстий

Рис. 5. Приспособление для АЭО зубчатого венца шестеренки
Исходная шероховатость ПС Ra = 0,62…0,69 мкм, шероховатость ПС после АЭО – Ra = 0,52…0,55 мкм по всей поверхности канала. Величина снимаемого припуска составила 0,05…0,08 мм. Заусенцы при данной схеме АЭО удалить не удалось. Рекомендовано перед операцией АЭО удалять заусенцы торцевым шлифованием.
В результате исследований процесса АЭО малых отверстий была подана заявка на патент Российской
Федерации «Рабочая среда для абразивно-экструзионной обработки малых отверстий».
Рабочая среда для абразивно-экструзионной обработки малых отверстий относится к отделочной обработке рабочей средой, подаваемой под давлением, и может быть использована для улучшения качества поверхности сквозных каналов с малой площадью поперечного сечения в деталях машин. В среде в качестве абразивного наполнителя и пластификатора ис- пользуют мазеобразные алмазные пасты типа Е или Г. Весовое содержание в среде алмазных зерен 24…28 % и использование в качестве основы синтетического каучука СКТ обеспечивает такое сочетание вязких и упругих свойств среды, при котором сохраняется возможность ее сдвигового течения в отверстии с малым поперечным сечением и максимальное по величине напряженно-деформированное состояние, позволяющее добиваться максимальной производительности.
