Исследование процесса абразивного изнашивания материалов рабочих органов рыхлительного оборудования

Автор: Кузнецова В.Н.
Журнал: Вестник Омского государственного аграрного университета @vestnik-omgau
Рубрика: Технические науки
Статья в выпуске: 3 (27), 2017 года.
Бесплатный доступ
Рассматривается проблема обеспечения надежности и долговечности рабочих органов рыхлительного оборудования. Данные свойства во многом определяются величиной абразивного износа материалов, из которых изготовлены машины и их рабочие органы. В процессе силового воздействия абразивной частицы на поверхность при абразивном изнашивании выделяют два этапа. Первый из них характеризуется внедрением абразивной частицы в металл поверхностного слоя рабочего органа. Для обеспечения внедрения поверхностная твердость абразивной частицы должны быть выше твердости металла изнашиваемой поверхности. На втором этапе частица, внедрившись в материал на определенную глубину, совершает поступательное перемещение по его поверхности. При этом абразивная частица осуществляет сложное полидеформационное разрушение материала рабочего органа. В статье проанализированы факторы, влияющие на абразивное изнашивание их материалов. Обоснована целесообразность учета физико-механических и морфологических свойств абразивных частиц при оценке вида их фрикционного взаимодействия с материалами рабочих органов рыхлительного оборудования. Рассмотрены результаты исследования твердости абразивных кварцевых частиц Иртышского региона. Излагаются результаты исследования процесса взаимодействия абразивных песчаных частиц с материалом рабочего органа, позволяющие определить величину силы внедрения частиц в материал в процессе его изнашивании. Определено значение глубины внедрения абразивной частицы в материал рабочего органа от действия нормальной составляющей силы внедрения. Это позволило обосновать предельные значения критерия перехода одного вида фрикционного взаимодействия к другому и установить границы зон фрикционного взаимодействия по длине рабочего органа.
Рабочие органы, износ, интенсивность изнашивания, абразивные частицы, долговечность, надежность
Короткий адрес: https://sciup.org/142199362
IDR: 142199362 | УДК: 631.5
Investigation of the process of abrasive wear of materials working bodies ripping equipment
The problem of ensuring the reliability and longevity of the working bodies of the ripping equipment is considered. These properties are largely determined by the amount of abrasive wear of the materials of which the machines and their working bodies are made. In the process of the power action of the abrasive particle, two stages are distinguished on the surface of the working body during abrasive wear. The first of them is characterized by the introduction of an abrasive particle into the metal of the surface layer of the working body. To ensure the introduction of the surface hardness of the abrasive particle should be higher than the hardness of the metal wear surface. At the second stage, the particle, having penetrated into the material at a certain depth, makes a translational motion along its surface. At the same time, the abrasive particle performs a complex polydeformation destruction of the material of the working body. The article analyzes the factors influencing the abrasive wear of the materials of the working bodies. The expediency of taking into account the physicomechanical and morphological properties of abrasive particles in evaluating the type of their frictional interaction with the materials of the working bodies of the ripping equipment is substantiated. The results of investigation of the hardness of abrasive quartz particles of the Irtysh region are considered. The results of the investigation of the process of interaction of abrasive sand particles with the material of the working body are presented, which allow to determine the amount of force of introduction of particles into the material during its wear. The value of the depth of introduction of an abrasive particle into the material of the working body from the action of the normal component of the penetration force is determined. This allowed us to justify the limiting values of the criterion for the transition of one type of frictional interaction to the other and establish the boundaries of the zones of friction interaction along the length of the working body.
Текст научной статьи Исследование процесса абразивного изнашивания материалов рабочих органов рыхлительного оборудования
Надежность и долговечность рабочих органов машин для разработки контактных сред, в том числе рыхлительного оборудования, связаны с физико-механическими свойствами как среды, так и материала рабочего органа, величины сил сопротивления, возникающих при разработке среды, в частности, почвы. Нагрузка, действующая на рабочий орган рыхлительного оборудования, носит изменяющийся характер. Чем больше сопротивление почвы разработке, тем больше нагрузка, частота ее изменения и скорость изнашивания рабочего органа.
Исследованиями [1–3] установлено, что интенсивность изнашивания рабочих органов, кроме вышеуказанных факторов, определяется количеством абразивных частиц в почве и их морфологией [4]. При рыхлении мелкодисперсных почв изнашивание рабочих органов происходит более равномерно: на их поверхности отсутствуют глубокие царапины, вмятины, изнашивание имеет характер истирания. В процессе работы изменяются основные конструктивные параметры: их рабочая длина, угол заострения, площадка износа. Изнашиваются все грани рабочих органов. Наибольший износ – в зоне режущей кромки, он уменьшается по мере удаления от нее [2].
Таким образом, возникла необходимость в проведении теоретических и экспериментальных исследований для оценки влияния множества факторов и параметров на процесс изнашивания рабочих органов рыхлительного оборудования.
Объекты и методы
При абразивном изнашивании важен параметр, определяющий динамику данного процесса, – вид фрикционного взаимодействия. Различают три их вида:
-
– упругое оттеснение изнашиваемого материала, при котором изнашивания практически не происходит;
-
– пластическое деформирование, при нем разрушение материала происходит через десятки и сотни тысяч циклов нагружения;
-
– микрорезание, где происходит срез стружки с поверхности материала за один цикл нагружения.
Вид фрикционного взаимодействия определяется физико-механическими свойствами взаимодействующих материалов. Существенное влияние на него оказывают такие свойства материалов, как строение кристаллической решетки и прочность межмолекулярных связей в них, определяющие важный параметр – твердость. К сожалению, у сведений о твердости песка крайне разноречивый характер. Из ряда источников следует, что твердость песка составляет 6500 МПа, в других указана величина 12000 МПа. Вероятно, такой большой разброс твердости вызван тем, что область залегания песка на территории России достаточно широка, его генезис представлен большим спектром видов [3].
Для уточнения показателей твердости песка и оценки закона распределения его зерен по твердости необходимо провести ее замеры непосредственно с места залегания. В качестве объекта исследования был выбран песок аллювиального генезиса поймы реки Иртыша. Для замера твердости песка использован метод испытаний на микротвердость. Исследования проведены на приборе ПМТ-3 с помощью метода вдавливания индентора (алмазной пирамидки) в одно из зерен песка, закрепленных в шлифе.
В результате проведенных замеров установлено: наибольшим значением твердости среди абразивных частиц грунтов Западной Сибири обладают песчаные. Вероятностный закон распределения твердости песка имеет нормальный усеченный характер (рис. 1) [5].
Как видно из графической зависимости, у наиболее вероятной твердости песка величина 7500 МПа. Значение наименьшей твердости составило 4500 МПа, наибольшей – 11000 МПа.
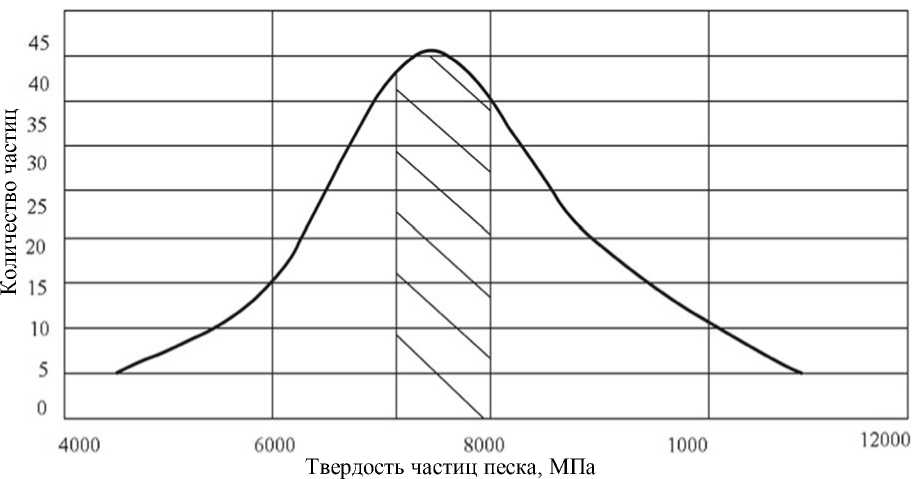
Рис. 1. Вероятностный закон распределения твердости абразивных песчаных частиц
Критерием оценки вида фрикционного взаимодействия, как показывают исследования многих авторов [1; 2; 6], является отношение глубины погружения абразивной частицы в материал рабочего органа h к радиусу закругления ее выступа R. Величина h соотношения
R
определяется величиной силы внедрения абразивной частицы в мате- h риал рабочего органа, ее размерами и морфологией. При отношении < 0,02 наблю-R
h дается упругое оттеснение материала рабочего органа; при 0,3 < < 0,02 - пластиче-R
h ское оттеснение; при < 0,3 - микрорезание (данные приведены для стали 110Г13Л). R
Базовой математической моделью для расчета величины сил внедрения выбрана представленная в [1; 4]. Предлагаемая модель предусматривает использование матричного метода решения уравнений. Используется расчетная схема (рис. 2).
На поверхности прямоугольного штампа (рис. 2), взаимодействующего с материалом рабочего органа, множество сферических выступов, представляющих абразивные частицы. Величины радиусов сферических выступов равны радиусам выступов частиц песка в грунте [5]. Штамп внедряется в материал рабочего органа под действием нормальной составляющей силы разработки почвы.
Для расчетной схемы был предусмотрен ряд допущений:
-
– все выступы расположены на одном уровне;
-
– нагрузка на выступы пропорциональна суммарной площади сечения абразивных частиц;
-
– выступы на штампе распределены случайно равномерно;
-
– материал рабочего органа представляет упругое тело с определенным модулем упругости Е и коэффициентом Пуассона ν .
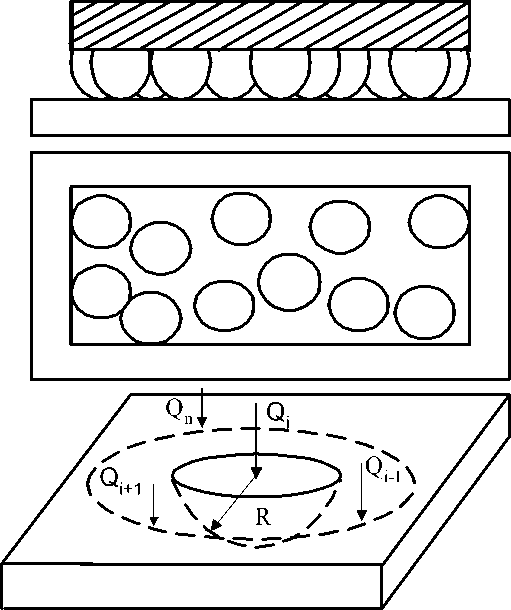
Рис. 2. Расчетная схема внедрения штампа абразивных частиц в материал рабочего органа
Движение частиц грунта в плоскости перемещения рабочего органа описывается уравнением [7]
(a-ө qaa\ ap p Ь?+657) = - 57, (1)
где ρ , υ , p – соответственно плотность, скорость и давление грунта; t – время.
Уравнение (1) по сути описывает закон сохранения импульса и включает два уравнения: одномерного движения и неразрывности пластически сжимаемой среды.
Нормальная составляющая силы сопротивления почвы разработке определяется как поверхностный интеграл
N = jj P ( x,y ) dxdy = max л P ( x ) • Q ( y ) dxdy , (2)
F P (x) F где F – площадь контактной поверхности рабочего органа, P(x), Q(y) – закономерности распределения давлений по поверхности рабочего органа в продольной и поперечной плоскостях соответственно; Pmax(x) – максимальное значение давления по поверхности рабочего органа в продольной плоскости; x, y – координаты штампа на поверхности рабочего органа.
Вычислим силу трения, направленную по касательной к поверхности рабочего органа
Fmp = fWP ( x,y ) dxdy = mfx, . H P ( x У Q ( y ) dxdy , (3)
max
F P (x) F где f – коэффициент внешнего трения.
Результаты исследований
Опираясь на исследования А.И. Зеленина [8], можно утверждать, что нагрузка на переднюю грань рабочего органа распределяется по пропорциональному закону. Исходя из этого измерена величина силы, приходящейся на каждый штамп. В результате проведенных исследований установлено, что величина силы внедрения штампа в материал зависит от конструктивных параметров и местоположения штампа по длине рабочего органа [5].
Исследования [4] показывают, что перемещение под отдельным выступом штампа (абразивной частицей) будет определяться из уравнения
І-1
^i = aQi2/3 + bQi + c^Qj arcsin
R
+ cl^=i+1 Qj arcsin
j(X i -X j ) + (У і - y j )
R
^(X i -X j )+(y t -y j )
где R – радиус выступов абразивных частиц; x i , y j – координаты расположения частиц в штампе, мм; Q – сила внедрения абразивной частицы в материал рабочего органа; E , ν – модуль упругости и коэффициент Пуассона; a , b , c – коэффициенты, зависящие от радиуса выступов абразивных частиц и физико-механических свойств материала рабочего органа;
a = [ ^i1-^ ^ i-1 , [ 16 E-R J ’
, П (1- V 2 )
b = —---—, 8 R E (3-4 V)
1- V 2
C = ---
^ R E
■
В вышеприведенном уравнении (4) имеется составляющая от действия силы на данный выступ и составляющая от влияния перемещения других выступов штампа.
Приравнивая η 1 и η i , имеем
где i = 2, 3, …, n .
S"=1 Ci,j Qj = a (Qt/3 - Qi2/3),
При
і >2,
і *j,
j >2
При
С- ■
CM
= С
arcsin-j= J<*
R
-Xj )2- ( y t- y j )2
і >2
— arcsin
R
J (x i -X j ) 2 - ( y i- y j )
;)
CU = С
• arcsin
7(X i -X i )2 - (У і -У і )2
—
b .
При і > 2
Cu =b — arcsin-t= R =. (11)
, 7 ( X i -X i )2 + ( У і -У і )2
Cu = 1 .
Уравнение (8) дополняем выражением, являющимся условием суммы сил под от- дельными зернами SQ суммарному усилию на штамп Q
S ?=i Q i = Q. (12)
В результате имеем систему уравнений
^v;lVQ; , №/3—Q,2/3 ). (13)
I S ?.! Q i = Q .
Используя математические преобразования, разложения в ряд Тейлора и полино- мы Чебышева, определено значение глубины внедрения абразивной частицы в материал рабочего органа от действия нормальной составляющей силы внедрения. Действие тангенциальной составляющей силы на глубину внедрения абразивной частицы учиты- вается коэффициентом ΔT:
h = (aQf/3 + bQt) • ДТ, ΔТ = 1,05–1,07.
Заключение
Расчет по зависимости (14) глубины внедрения абразивных частиц с различными Һ радиусами закругления их выступов позволяет по критерию - установить границы зон фрикционного взаимодействия по длине рабочего органа. Таким образом, можно с большой достоверностью определить участки, по которым возникает вопрос о целесообразности их защиты от абразивного изнашивания.
Защите от интенсивного износа должна подлежать область рабочего органа, подверженная микрорезанию. Однозначно, нет необходимости защищать область упругого оттеснения.
Для оценки интенсивности изнашивания в зоне пластического оттеснения необходимо рассчитать количество циклов до разрушения материала рабочего органа. Эта величина функционально связана с прочностью почвы и глубиной рыхления. С ростом глубины рыхления количество циклов ускоренно падает. Падение количества циклов наблюдается и при росте прочности. Это явление объясняется тем, что с ростом глубины рыхления и прочности почвы давление со стороны грунта на рабочий орган возрастает, а между давлением и количеством циклов до разрушения материала рабочего органа наблюдается ускоренно убывающая зависимость.
Siberian State Automobile and Highway University , Omsk
Investigation of the process of abrasive wear of materials working bodies ripping equipment
Список литературы Исследование процесса абразивного изнашивания материалов рабочих органов рыхлительного оборудования
- Крагельский И.В. Основы расчетов на трение и износ/И.В. Крагельский, М.Н. Добычин, В.С. Комбалов. -М.: Наука, 1977. -525 с.
- Рейш А.К. Повышение износостойкости строительных и дорожных машин/А.К. Рейш. -М.: Машиностроение, 1986. -181 с.
- Тененбаум М.М. Сопротивление абразивному изнашиванию/М.М. Тененбаум. -М.: Машиностроение, 1976. -270 с.
- Горячева И.Г. Контактные задачи в трибологии/И.Г. Горячева, М.Н. Добычин. -М.: Машиностроение, 1988. -256 с.
- Кузнецова В.Н. Обоснование параметров коронок зубьев землеройных машин (на примере зуба рыхлителя): дис. … канд. техн. наук/В.Н. Кузнецова. -Омск, 2001. -168 с.
- Хрущов М.М. Абразивное изнашивание/М.М. Хрущов, М.А. Бабичев. -М.: Наука, 1970. -252 с.
- Завьялов А.М. Основы теории взаимодействия рабочих органов дорожно-строительных машин со средой: дис. … д-ра техн. наук/А.М. Завьялов. -Омск, 1999. -328 с.
- Зеленин А.Н. Машины для земляных работ/А.Н. Зеленин, В.И. Баловнев, И.П. Керов. -М.: Машиностроение, 1975. -422 с.
