Исследование процесса шлифования монокристалла на станках с различной кинематикой

Автор: Муратов Равиль Арифович, Муратов Карим Равилевич, Гашев Евгений Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-5 т.14, 2012 года.
Бесплатный доступ
Проведены сравнительные исследования процесса шлифования деталей из монокристалла (LiNbO3) на станках с различной кинематикой рабочего движения инструмента. Исследование выполнено с целью определения влияния характера траектории рабочего движения на производительность шлифования и качество обработанной поверхности.
Шлифование, монокристалл, растровая кинематика, циклоидальная траектория, инструмент
Короткий адрес: https://sciup.org/148201375
IDR: 148201375 | УДК: 621.923
Research the process of monocrystal grinding on machine tools with various kinematics
Comparative researches of grinding process at details from monocrystal (LiNbO3) on machine tools with various kinematics of labor movement of the instrument are carried out. Research is executed for the purpose of definition the influence of trajectory of labor movement character on productivity of grinding and quality of the processed surface.
Текст научной статьи Исследование процесса шлифования монокристалла на станках с различной кинематикой
Муратов Карим Равилевич, кандидат технических наук, доцент. Е-mail: unpl_mtf@pstu.r
Гашев Евгений Анатольевич, аспирант высокой квалификации исполнителя, поэтому механизация финишных операций с обеспечением стабильного качества и производительности обработки является актуальной задачей.
В нашем университете на базе учебной научно-производственной лаборатории механикотехнологического факультета проведены сравнительные исследования, целью которых, было обоснование выбора оборудования для механизированной абразивной обработки торцов пластин из МНЛ. На данном этапе экспериментально опробован процесс шлифования торцов пластин из МНЛ на станках с различной кинематикой, отличающихся видом траектории рабочего движения инструмента. Сравнительные опыты проводились на плоскодоводочных станках с растровой траекторией (Растр 220) [1, 2], с циклоидальной траекторией [3] и на станке с вращательным движением инструмента фирмы Remet. Исследование выполнено с целью определения влияния характера траектории рабочего движения на производительность шлифования и качество обработанной поверхности. В экспериментах использовалось приспособление с тангенциальным креплением пакета пластин из МНЛ, одновременно в приспособлении обрабатывались три пакета по четыре пластины размером 36х3х1 мм.
Опробованы два метода абразивной обработки: шлифование свободным абразивом – водная суспензия ЭБ М7 массовой концентрации 17% на притире из оптического стекла марки К8 и шлифование связанным абразивом на притире АСН 10/7, связка В3-01, концентрация 2, СОЖ – вода. Опыты проводились при постоянных режимах обработки. Средняя скорость резания – 0,18 м/с. Усилие прижима деталей к притиру 0,24 кг, что соответствует среднему давлению Р =64 кПа (0,64 кг/см2). Время цикла шлифования – 1 минута, каждый эксперимент повторялся 5 раз. Средние значения по производительности съема и шероховатости обработанной поверхности представлены в табл. 1. Качество шлифованной поверхности также оценивалось по количеству новых сколов, которые фиксировались путем фотографирования торцевой поверхности пакета деталей до и после обработки.
Таблица 1. Результаты сравнительных исследований
|
Вид траектории Метод шлифования |
Вращательная |
Циклоидальная |
Растровая |
Показатели обработки |
|
Свободный абразив ЭБ М7 |
0,173 |
0,183 |
0,170 |
Ra , мкм |
|
1,322 |
1,375 |
1,215 |
Rz , мкм |
|
|
0,218 |
0,230 |
0,213 |
Rq , мкм |
|
|
1,491 |
1,556 |
1,555 |
R , мкм max |
|
|
1,675 |
1,558 |
1,555 |
Rt , мкм |
|
|
7,1 |
9,4 |
10,4 |
Q, мкм/мин |
|
|
Связанный абразив АСН 10/ 7 |
0,078 |
0,074 |
0,088 |
Ra , мкм |
|
0,674 |
0,553 |
0,694 |
Rz, мкм |
|
|
0,101 |
0,093 |
0,114 |
Rq , мкм |
|
|
0,852 |
0,669 |
0,809 |
Rmax , мкм |
|
|
0,852 |
0,691 |
0,809 |
Rt , мкм |
|
|
8,4 |
11,4 |
12 |
Q , мкм/мин |
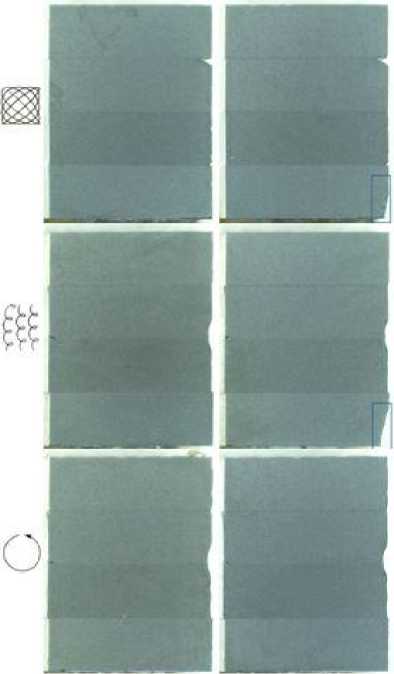
исходная после обработки
Рис. 1. Фотографии поверхности, шлифованной свободным абразивом, при различных траекториях рабочего движения (х20)
Независимо от метода шлифования по мере усложнения траектории рабочего движения производительность съема возрастает на 25-30%, при этом на шероховатость обработанной поверхности вид траектории влияет незначимо. В результате фотографирования поверхности до и после обработки, рис. 1 и 2, установлено, что вероятность образования сколов на кромках возрастает при шлифовании на станках с усложненной кинематикой, характеризующейся постоянно меняющимися по направлению и величине скоростью и ускорением рабочего движения. На фотографиях вновь возникшие сколы отмечены прямоугольниками. Наиболее глубокие сколы (более 45 мкм) обнаружены после шлифования связанным абразивом на станке с растровой траекторией рабочего движения (рис. 2). Это можно объяснить высокой динамичностью растровой траектории движения режущих зёрен, при которой могут возникать так называемые «тупиковые» точки, когда скорость движения падает до нуля, а ускорение резко возрастает до максимума. В таких точках происходит мгновенное реверсирование направления движения режущего зерна, что может провоцировать возникновение сколов, особенно на периферийных кромках обрабатываемой поверхности. Поэтому станки с колебательным или поступательным рабочим движением не могут быть рекомендованы для операций шлифования и полирования таких хрупких материалов как ниобат лития.
Процесс шлифования на станке с вращательным движением притира показал удовлетворительные результаты по качеству обработки. Как при обработке свободным абразивом, так и связанным, крупных сколов не наблюдалось. Размеры микро сколов на кромках пластин в большинстве своём соизмеримы с глубиной нарушенного слоя и могут быть удалены на операции полирования.
Выводы: результаты сравнительных экспериментов показали, что для механизации и автоматизации процессов шлифования и полирования торцов пластин из ниобата лития, имеющих небольшие габариты и вес, целесообразно использовать станки с вращательным рабочим движением инструмента.
Исследование выполнено при поддержке Министерства образования и науки Российской Федерации, соглашение 14.B37.21.0934. «Создание технологий и исследование процесса прецизионной обработки монокристалла ниобата лития для интегрально-оптических схем».
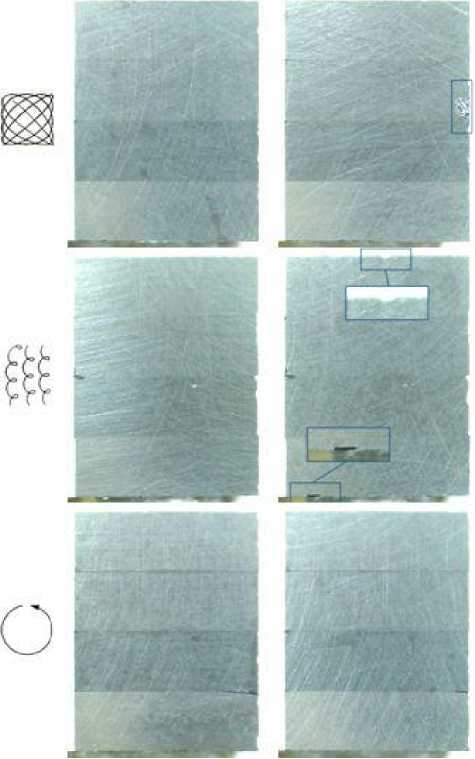
исходная после обработки
Рис. 2. Фотографии поверхности, шлифованной связанным абразивом, при различных траекториях рабочего движения (х20)
Список литературы Исследование процесса шлифования монокристалла на станках с различной кинематикой
- Ханов, А.М. Технология и оборудование с растровой кинематикой для формирования шероховатости поверхностей постоянной кривизны в нанометровом интервале/А.М. Ханов, Р.А. Муратов, Е.А. Гашев, К.Р. Муратов//СТИН. 2010. №2. С. 13-16.
- Анциферов, В.Н. Растровый метод обработки прецизионных поверхностей./В.Н. Анциферов, А.М. Ханов, Р.А. Муратов и др.//Известия Самарского научного центра Российской академии наук. 2011. Т.13, №1(3). С. 512-519.
- Ханов, А.М. Управление траекторией рабочего движения при доводке плоскостей // А.М. Ханов, К.Р. Муратов, Е.А. Гашев // Известия Самарского научного центра Российской академии наук. 2011. Т. 13, №1(3). С. 667-669.
