Исследование процесса ультразвукового фрезерования высокопрочной керамики, применяемой для изготовления деталей авиационной и космической техники

Автор: Козинер Юрий Дмитриевич, Кравцов Дмитрий Александрович, Пожидаев Алексей Алексеевич
Журнал: Космическая техника и технологии @ktt-energia
Рубрика: Проектирование, конструкция и производство летательных аппаратов
Статья в выпуске: 4 (39), 2022 года.
Бесплатный доступ
В настоящей статье рассмотрен метод алмазного фрезерования высокопрочной керамики на основе карбида кремния (SiC) с наложени ем ультразвуковых колебаний на алмазный инструмент. Сложность процесса механической обработки высокопрочной керамики, применяемой для изготовления деталей авиационной и космической техники, обуславливается её свойствами, такими как высокая твёрдость и хрупкость. В связи с этим в настоящее время не существует отработанной технологии её обработки. Для проведения экспериментов по алмазной обработке необходимой задачей являлось проектирование и изготовление ультразвукового шпинделя (излучателя), позволяющего накладывать на алмазный инструмент ультразвуковые колебания. В процессе проведения предварительных экспериментов было определено влияние режимов резания и ультразвуковых колебаний, накладываемых на алмазный инструмент, на эффективность процесса обработки, оценка которого осуществлялась по следующим параметрам: шероховатость и точность поверхности, производительность процесса обработки.
Исследование процесса, изготовление, ультразвуковое фрезерование, алмазный инструмент, высокопрочная керамика, авиационная и космическая техника
Короткий адрес: https://sciup.org/143179295
IDR: 143179295 | УДК: 621.914.7:620.22
A study of ultrasonic milling of high-strength ceramics used in manufacturing of components for aerospace hardware
The paper discusses the method for diamond milling of high-strength ceramics based on silicon carbide (SiC) with application of ultrasonic vibrations to the diamond tool. The difficulty of machining high-strength ceramics that is used for manufacturing components for aerospace hardware is due to its properties such as its high hardness and brittleness, and as the result at present there is no mature process for its machining. In order to conduct experiments in diamond machining, it was necessary to design and build an ultrasonic spindle (emitter), which make it possible to apply ultrasonic vibrations to the diamond tool. Preliminary experiments determined the effects of cutting modes and ultrasonic vibrations applied to the diamond tool on the machining process which was evaluated by the following parameters: surface roughness and precision, machining efficiency.
Текст научной статьи Исследование процесса ультразвукового фрезерования высокопрочной керамики, применяемой для изготовления деталей авиационной и космической техники
Керамические материалы на основе карбида и нитрида кремния являются перспективными для изготовления деталей авиационных и ракетных двигателей, работающих в условиях высоких температур и агрессивных сред. Они обладают высокой жаропрочностью и жаростойкостью, высокими плотностью и стойкостью к окислению и термическим ударам. Детали, изготовленные из высокопрочной керамики, способны работать при температурах до 1 400-1 600 ° С. Эти материалы с успехом могут быть использованы в конструкции принципиально новых авиационных и ракетных двигателей [1–3].
Однако, высокие твёрдость и хрупкость, низкая пластичность такой керамики являются существенными факторами, влияющими на её производительную и качественную обработку. Эти материалы чрезвычайно трудно поддаются всем видам механической обработки (лезвийной и абразивной) из-за высокого износа режущего инструмента и неудовлетворительного качества обработанной поверхности [4].
В настоящее время ультразвуковая обработка находит всё более широкое применение при изготовлении деталей сложной формы из труднообрабатываемых материалов, таких как высокопрочная керамика, твёрдые сплавы, а также композитные материалы [5].
Наложение ультразвуковых колебаний на режущий инструмент позволяет повысить режимы обработки, снизить износ режущего инструмента и обеспечить необходимое качество поверхностного слоя. Наложение ультразвуковых колебаний на вращающийся режущий инструмент позволяет снизить динамическое воздействие (силы резания) на инструмент и заготовку, что в свою очередь играет важную роль при обработке заготовок из хрупких неметаллических материалов [6].
Учитывая, что в настоящее время нет научно обоснованных технологических рекомендаций по производительной и качественной обработке высокопрочной керамики, являющейся перспективным материалом для изготовления деталей авиационных и ракетных двигателей, были проведены экспериментальные исследования по алмазному ультразвуковому фрезерованию керамики на основе карбида кремния (SiC).
оборудование для проведения экспериментов
Для проведения экспериментов по высокоскоростному алмазному фрезерованию керамических заготовок с применением ультразвука была спроектирована и изготовлена установка на базе 3-координатного портально-фрезерного станка с числовым программным управлением (рис. 1).
В состав установки входят:
-
• портально-фрезерный станок с числовым программным управлением с установленной вместо рабочего стола ванной из нержавеющего материала для возможности обработки заготовок, полностью погружённых в смазочно-охлаждающую жидкость;
-
• компьютер с программным обеспечением для настройки и управления приводными двигателями, а также для запуска и отладки управляющей программы для обработки;
-
• спроектированный и изготовленный ультразвуковой шпиндель для алмазного фрезерования, позволяющий осуществлять процесс фрезерования как с наложением осевых ультразвуковых колебаний на режущий инструмент, так и без него [7];
-
• ультразвуковой генератор, предназначенный для преобразования электрической энергии переменного тока промышленной частоты в электрическую энергию переменного тока высокой частоты и служащий для питания пьезокерамических элементов в составе ультразвукового шпинделя;
-
• частотный преобразователь для регулировки скорости вращения ультразвукового шпинделя;
-
• система подачи смазочно-охлаждающей жидкости в зону обработки.
Для проведения экспериментов по высокоскоростной обработке высокопрочной керамики применялся алмазный инструмент в виде цилиндрических алмазных фрез на металлической связке ∅ 6 мм. Твёрдость синтетических алмазов АС32, зернистость 160/125, 250/200.
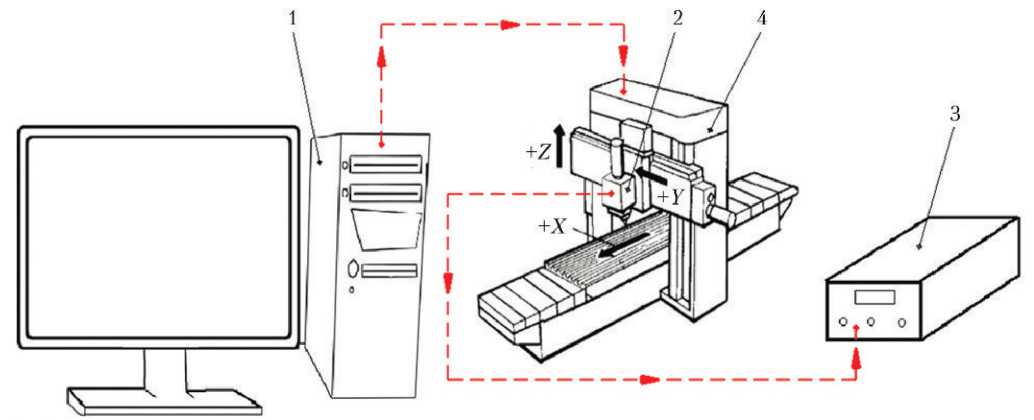
Рис. 1. Установка для ультразвукового фрезерования керамики: 1 — компьютер с программным обеспечением; 2 — ультразвуковой шпиндель (излучатель); 3 — ультразвуковой генератор; 4 — 3-координатный портальнофрезерный станок с ЧПУ
Методика проведения экспериментов
Фрезерование пазов производилось по методу постоянной подачи [8]. Этот метод обработки характеризуется постоянной скоростью подачи S (мм/мин), при этом инструмент и изделие находятся под действием переменной силы резания. Для проведения экспериментов была выбрана схема фрезерования с продольной подачей инструмента при обработке глухих пазов (стеснённое резание) (рис. 2). При такой схеме резания в наибольшей степени проявляются все преимущества и недостатки наложения ультразвуковых колебаний на режущий инструмент.
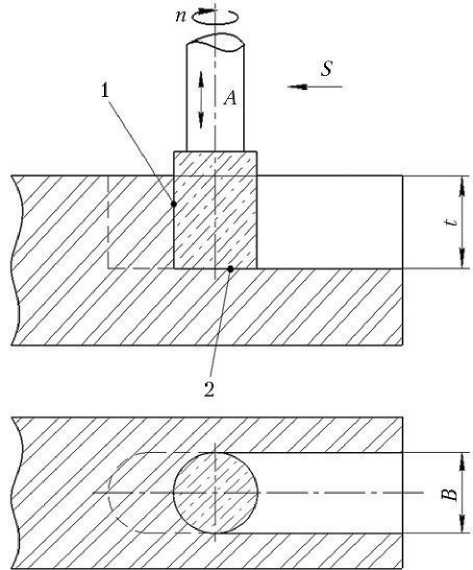
Рис. 2. Схема фрезерования с продольно-круговой подачей инструмента: 1 — главная режущая поверхность; 2 — вспомогательная режущая поверхность; n - частота оборотов шпинделя; А – амплитуда колебаний; t – глубина резания; В – ширина обрабатываемого паза
Процесс ультразвуковой алмазной обработки характеризуется тем, что к обычной кинематической схеме алмазной обработки добавляется элемент кинематики ультразвукового резания в виде высокочастотных колебаний малой амплитуды.
Рассмотрим кинематику процесса ультразвукового алмазного фрезерования с продольно-круговой подачей, где главным режущим элементом является поверхность алмазной фрезы. Анализ кинематики процесса микрорезания позволяет установить траекторию движения единичного зерна и длину контакта зерна с обрабатываемой деталью. На рис. 3 показано действие ультразвуковых колебаний (общий случай) на работу алмазного зерна при фрезеровании с продольно-круговой подачей.
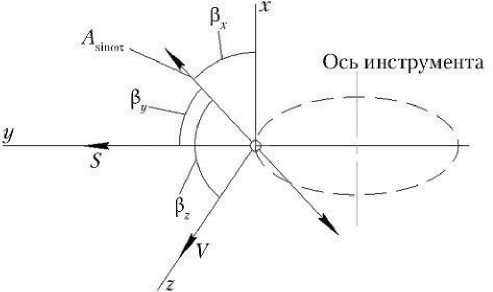
Рис. 3. Действие ультразвуковых колебаний на работу зерна при обработке боковой поверхностью инструмента: β х, β y, β z — углы между направлением колебательного перемещения зерна и координатными осями; A sirT — смещение зерна от действия ультразвуковых колебаний; V — постоянная окружная скорость единичного зерна; S — скорость подачи
В условиях вын–ужденных колебаний вектор скорости V Σ является– суммой двух векторов — постоянного V – (окружная скорость) и переменного VA (колебательная скорость). В рассматриваемом случае обработки присутствует также значение скорости подачи S . Однако, скорость подач–и S –значительно меньше скоростей V и VA , и её можно не учитывать при расчётах. –
Величина и направление V Σ определяются величиной и направлением обоих векторов. Очевидно, что при резании с колебаниями истинная скорость V Σ является переменной величиной. В соответствии с рис. 4, подставляя известные значения колебательной скорости [8], получим выражение средней истинной скорости резания закреплённого зерна V ср Σ в следующем виде: р
Vmm = v V 2 + А 2 ю 2 = V V 2 + 4 п 2 F А 2 ;
V min = V ;
V срΣ
4 A 2 ω 2
V 2 + = V 2 + 16 f 2 A 2 ,
π 2
где А — амплитуда колебаний зерна; f — частота колебаний; ω — циклическая частота колебаний.
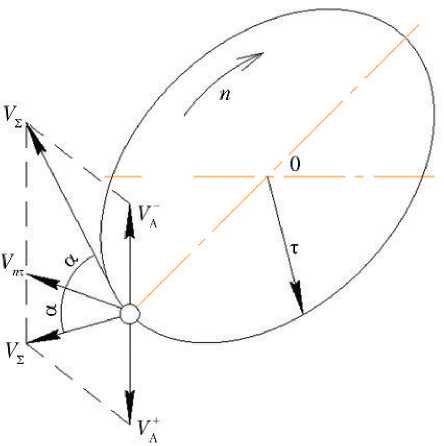
Рис. 4. Изменение истинной скорости резания при воздействии ультразвука на режущее зерно
Изменение величины и направления истинной скорости резания происходит в пределах угла 2 α . Величина угла α находится из выражения
V α tan a =---,
V
тогда
V α
tanα
max
max
V
tan α cp
V α ср
V
4^
V
Можно предположить, что в процессе ультразвукового алмазного фрезерования соотношение между величинами скоростей
резания ( V и V α ) и угла α (угол внедрения зерна) во многом определяет характер физико-механических процессов, происходящих в зоне резания.
оценка эффективности обработки керамики
Оценка обработки керамики выполнялась по следующим критериям:
-
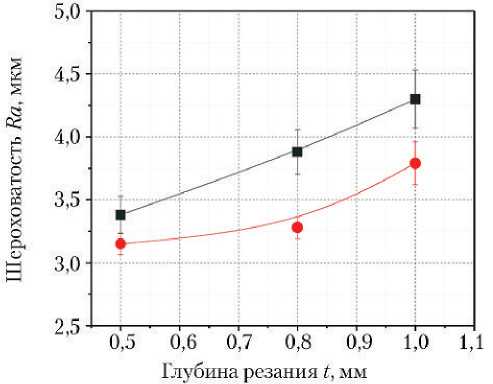
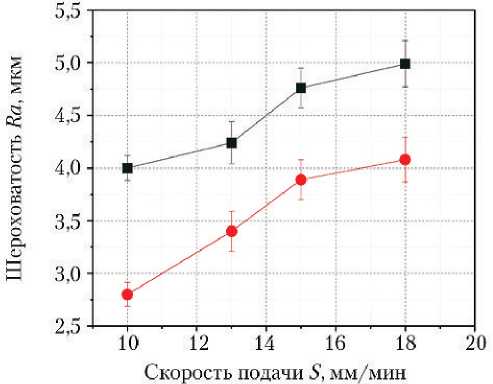
• шероховатость поверхности ( Ra ) (рис. 5),
-
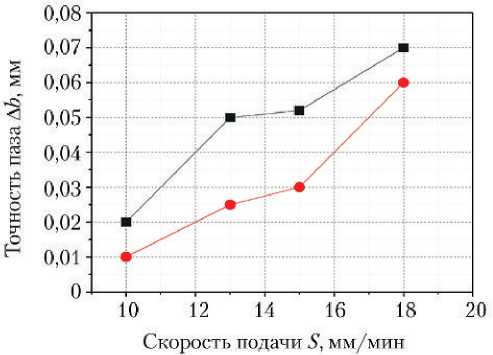
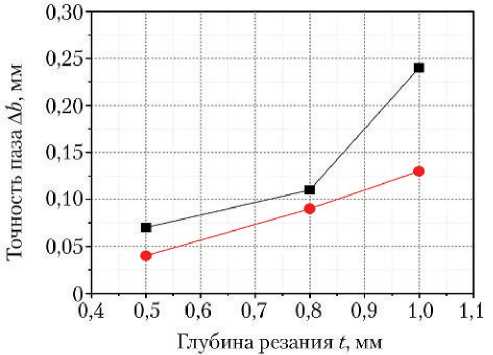
• точность паза (рис. 6),
-
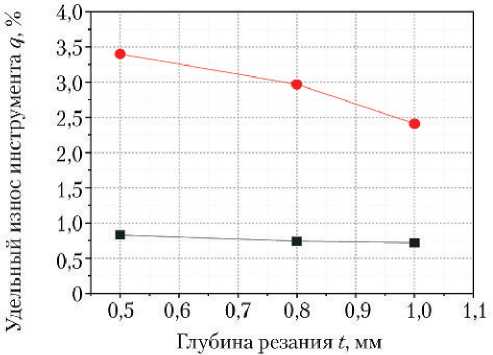
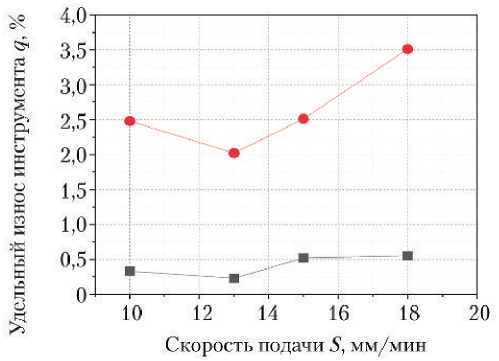
• удельный износ инструмента в процессе фрезерования (рис. 7).
Динамические характеристики процесса фрезерования (силы резания и моменты) оценивались по величине изгиба инструмента и падения оборотов шпинделя.
При проведении экспериментов частота вращения шпинделя и акустические характеристики процесса были следующие: n = 4 000 мин –1 ; A = 8...12 мкм; f = 22...24 Гц. Результаты проведённых экспериментов представлены в виде графических зависимостей, из которых видно, что накладываемые на алмазный инструмент ультразвуковые колебания при определённых режимах обработки оказывают положительное влияние как на шероховатость поверхности, так и на её точность. Из графиков, представленных на рис. 7, видно, что ультразвуковые колебания негативно сказываются на износе алмазного инструмента вследствие увеличения собственной амплитуды колебаний инструмента из-за накладываемых ультразвуковых волн.
а) б)
Рис. 5. Зависимость шероховатости поверхности от глубины резания (а) и скорости подачи (б): ■ — без ультразвука; • — с ультразвуком
а)
б)
а)
Рис. 7. Зависимость удельного износа инструмента от глубины резания (а) и скорости подачи (б): ■ — без ультра
Рис. 6. Зависимость точности паза от скорости подачи (а) и глубины резания (б): ■ — без ультразвука;
• — с ультразвуком
б)
звука; • — с ультразвуком
заключение
В результате проведения предварительных экспериментов было установлено, что:
-
• наибольшее влияние ультразвука на процесс фрезерования керамики проявляется в диапазоне частот вращения шпинделя n = 2 000…4 000 мин –1 ;
-
• снижается динамическое воздействие (уменьшаются силы резания и моменты) на инструмент. Алмазная фреза работает в режиме, близком к режиму самозатачивания;
-
• уменьшается шероховатость обработанной поверхности;
-
• обработка с применением ультразвука позволяет фрезеровать керамику на основе карбида кремния (SiC) на более интенсивных режимах резания ( t = 0,8…1,0 мм; S = 12…15 мм/мин;
f = 21…23 кГц; А = 10…12 мкм), чем без применения ультразвука, что позволяет увеличить производительность процесса;
-
• обработка на вышеперечисленных режимах без применения ультразвука приводит к интенсивному затуплению (засаливанию) инструмента, увеличению сил резания и, как следствие, к по-
- ломке инструмента;
-
• влияние ультразвука при увеличении частоты вращения шпинделя n > 4 000 мин –1 существенно снижается. Увеличивается износ по кромке инструмента (кромочный износ). Снижается производительность процесса и точность обработки;
-
• для черновой и получистовой обработки керамики на основе карбида кремния (SiC) целесообразно применять наложение продольных ультразвуковых колебаний на режущий
инструмент. Окончательную обработку керамики следует производить на высокооборотных станках с частотой вращения n > 4 000 мин –1 с малой глубиной и подачей.
Список литературы Исследование процесса ультразвукового фрезерования высокопрочной керамики, применяемой для изготовления деталей авиационной и космической техники
- Евдокимов С.А., Щеголева Н.Е., Сорокин О.Ю. Керамические материалы в авиационном двигателестроении (обзор) // Труды ВИАМ. 2018. № 12(72). С. 54-61.
- Jiao Yue, Ping Hu, Pei Z.J., Treadwell C. Rotary ultrasonic machining of ceramics: design of experiments // International Journal of Manufacturing Technology and Management. 2005. V. 7. № 2-4. P. 192-206. Режим доступа: 10.1504/IJMTM.2005.006830 (дата обращения 12.10.2022 г.).
- Ramulu M. Ultrasonic machining effects on the surface finish and strength of silicon carbide ceramics // International Journal of Manufacturing Technology and Management. 2005. V. 7. № 2-4. P. 107-126. Режим доступа: 10.1504/IJMTM.2005.006826 (дата обращения 12.10.2022 г.).
- Горелов В.А., Алексеев С.В. Особенности механической обработки деталей из керамических материалов // Известия МГТУ МАМИ. 2012. Т. 2. № 2(14). С. 64-67.
- Приписнов Я.А., Гришина О.И. Современные методы механической обработки композиционных материалов // Труды ВИАМ. 2018. № 10(70). С. 53-61.
- Марков А.И. Ультразвуковая обработка материалов. М.: Машиностроение, 1980. 237 с.
- Патент № 787154. СССР. Ультразвуковая шлифовальная головка. Марков А.И., Ермак П.А.; заявитель - Московский ордена Ленина авиационный институт имени Серго Орджоникидзе; заявка 2455607/25-08 от 23.02.1977 г. // Бюллетень № 46, опубликовано 15.12.1980 г.
- Марков А.И. Ультразвуковое резание труднообрабатываемых материалов. М.: Машиностроение, 1968. 367 с.
