Исследование реологических свойств цинка марки Ц0 при одноосном сжатии

Автор: Радионова Людмила Владимировна, Лисовский Роман Андреевич, Громов Дмитрий Владимирович, Хламкова Светлана Сергеевна, Фаизов Сергей Радиевич, Глебов Лев Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.24, 2024 года.
Бесплатный доступ
В статье представлены результаты исследования деформационного поведения чистого цинка марки Ц0 (99,975 %) при одноосном сжатии. На модуле Hydrawedge физического симулятора Gleeble-3800 исследовано влияние скорости деформации 0,1; 1; 10 и 100 с-1 и температур нагрева образцов 24, 120 и 220 °С. Увеличение скорости сжатия при холодной деформации приводит к деформационному разогреву образцов. При скорости деформации 1 с-1 температура образца достигает 65 °С, а при 10 с-1 - 95 °С. Скорость деформации 100 с-1 вызывает мгновенный нагрев образца до 75 °С и последующий плавный рост температуры до 95 °С. Повышение температуры и накопление дефектов кристаллической структуры, вызванных деформацией, приводят к развитию процессов не только динамического возврата, но и динамической рекристаллизации. По результатам экспериментов получены зависимости «истинная деформация (ε) - истинное напряжение (σ)». Полученные результаты находятся в полном соответствии с общепринятыми представлениями о том, что совместное влияние температуры и скорости деформации на деформационное поведение металлических материалов описывается параметром Зинера - Холломона. Дальнейшее исследование микроструктуры образцов и определение параметров динамического возврата и динамической рекристаллизации позволят получить математическую модель для предсказания деформационного поведения при различных скоростях и температурах деформации. Зависимости, полученные в данном исследовании, могут быть интегрированы в такие программы, как QForm, ABAQUS, Deform 3D и другие, предназначенные для моделирования процессов обработки металлов давлением, в основе которых лежит метод конечных элементов. Это позволит существенно приблизить результаты компьютерного моделирования пластической деформации цинка к реальным процессам обработки.
Цинк, gleeble 3800, динамическая рекристаллизация, упрочнение, одноосное сжатие, деформационное поведение, скорость деформации
Короткий адрес: https://sciup.org/147246025
IDR: 147246025 | УДК: 621.762 | DOI: 10.14529/met240404
Study on rheological properties of pure zinc under uniaxial compression
The article presents the results of a study of the deformation behavior of pure zinc (99.975 %) under uniaxial compression. On the Hydrawedge module of the Gleeble-3800 physical simulator, the effect of strain rate 0.1; 1; 10 and 100 s-1 and sample heating temperatures of 24, 120 and 220 °C was studied. An increase in the compression rate during cold deformation leads to deformation heating of the samples. At a strain rate of 1 s-1, the sample temperature reaches 65 °C, and at 10 s-1 - 95 °C. A deformation rate of100 s-1 causes instantaneous heating of the sample to 75 °C and a subsequent gradual increase in temperature to 95 °C. An increase in temperature and the accumulation of defects in the crystal structure caused by deformation lead to the development of processes not only of dynamic recovery but also of dynamic recrys-tallization. Based on the results of the experiments, the dependences “true strain (ε) - true stress (σ)” wereobtained. The obtained results are in full agreement with the generally accepted ideas that the combined effect of temperature and strain rate on the deformation behavior of metallic materials is described by the Zener-Hollomon parameter. Further study of the microstructure of the samples and determination of the parameters of dynamic recovery and dynamic recrystallization will allow us to obtain a mathematical model for predicting the deformation behavior at different rates and temperatures of deformation. The dependencies obtained in this study can be integrated into such programs as QForm, ABAQUS, Deform 3D and others designed to simulate metal forming processes based on the finite element method. This will allow us to significantly bring the results of computer modeling of plastic deformation of zinc closer to real metal forming processes.
Текст научной статьи Исследование реологических свойств цинка марки Ц0 при одноосном сжатии
L.V. Radionova1, , R.A. Lisovsky1, , D.V. Gromov1, , S.S. Khlamkova1, , S.R. Faizov1, , L.A. Glebov2, ,
Цинк не применяется как конструкционный материал, но получил широкое распространение в качестве покрытия для предотвращения коррозии стали [1, 2]. Для этой цели расходуется до 50 % получаемого промышленностью цинка [3]. Цинкование – нанесение цинка или его сплавов на поверхность металлического изделия – применяется для защиты от коррозии стальных листов, проволоки, ленты, крепежных деталей, деталей машин и приборов, арматуры и трубопроводов [4–6]. В настоящее время помимо традиционных способов получения покрытия, таких как горячее [7], гальваническое [8] и диффузионное [9] цинкование, широкое распространение получили электродуговое и газодинамическое напыление чистым цинком [10, 11]. Для этих методов в качестве расходного материала применяется проволока диаметром от 1,20 до 4,76 мм.
Традиционно цинковую проволоку получают волочением [12, 13], однако в последние годы появились исследования, посвященные изучению возможности получения цинковой проволоки экструзией [14]. Связано это в том числе и с тем, что цинковая проволока является перспективным материалом в медицине [15]. Биоразлагаемые металлы и сплавы, к которым относится и цинк, применяются не только в качестве проволочных конструкций при хирургических вмешательствах, но и являются актуальным материалом для получения имплантатов необходимой конфигурации аддитивным производством методом проволочной дуговой сварки (WAAM – Wire arc additive manufacturing) [16].
При разработке способов получения цинковой проволоки экструзией эффективным методом исследования процесса и его особенностей является компьютерное моделирование в пакете QForm [17]. Однако отсутствие в базе данных материалов цинка и информации о его реологических свойствах в открытых источниках выявило необходимость проведения исследований деформационного поведения цинка марки Ц0 (99, 975 %).
При формулировании требований к условиям исследований деформационного поведения цинка важными параметрами являются температура и скорость деформации.
Температурный диапазон исследований определяется исходя из особенностей цинка. Он имеет гексагональную плотно упакованную решетку (ГПУ) и не обладает поли-морфностью. Этим объясняется резкая анизотропия его свойств. Температура плавления – 419,58 °С. При комнатной температуре цинк в литом состоянии малопластичен, а при 100–150 °С становится пластичным и может подвергаться обработке давлением – прокатке, прессованию, штамповке и глубокой вытяжке. С повышением температуры от 200 до 250 °С вновь становится хрупким. Технологичность цинка в процессе обработки давлением зависит от его чистоты. Примеси, даже незначительные, резко увеличивают хрупкость и твердость цинка. Из встречающихся примесей в цинке (Fe, Pb, Cd, Sn и др.) наибольшее влияние на рекристаллизацию оказывает железо. В присутствии тысячных долей процента железа цинк рекристаллизуется при комнатной температуре. Цинк, содержащий 0,01 % Fe, рекристаллизуется только при температуре 70–100 °С. Цинк с железом образует твердый раствор (η), однако растворимость последнего в цинке ничтожна (около 0,01 %). При содержании 0,2 % Fe цинк становится хрупким, и его обработка затрудняется. Связано это с образованием химического со- единения FeZnj. Свинец, кадмий и олово образуют с цинком лекгоплавкие эвтектики, которые, залегая по границам зерен, служат причиной образования трещин на цинке при горячей обработке. Тройная эвтектика Zn + Sn + Pb плавится при температуре 150 °С [18, 19].
Диапазон скоростей деформации, характерный для волочения проволоки, исследован нами в работе [20]. Скорости деформации, достигаемые при экструзии проволоки, определены нами в работе [21]. Согласно результатам компьютерного моделирования, при экструзии со скоростью истечения до 150 мм/с максимальная скорость деформации не превышает 100 с–1.
В связи с вышеизложенным целью настоящей работы является исследование деформационного поведения цинка марки Ц0 при нагреве до 220 °С и в диапазоне скоростей деформации 0,1–100 с–1.
Материал и методы исследования
Исследования проводились на цинке марки Ц0 (99,975 % Zn). Цилиндрические образцы диаметром 10 мм и длиной 15 мм вырезались из литой заготовки электроэрозионным способом. Холодная и горячая деформация осуществлялась одноосным сжатием цилиндрических образцов на модуле Hydrawedge физического симулятора Gleeble-3800 при температурах 24, 120 и 220 °С со скоростями деформации 0,1; 1; 10 и 100 с–1. Деформация фиксировалась датчиком продольной деформации по уменьшению высоты образца. Температура образцов контролировалась термопарой, приваренной к образцу. Для построения экспериментальных кривых деформации цинка в координатах «истинные деформации (ε) – истинные напряжения (σ)» испытания по каждому режиму деформации проводились трижды, после чего значения усреднялись.
Результаты и их обсуждение
В настоящее время деформационное поведение материалов, основанное на физических принципах, учитывающих истинный механизм деформационного упрочнения, динамического возврата и динамической рекристаллизации, принято графически отображать в виде кривых упрочнения трех типов (рис. 1) [22–26].
При холодной пластической деформации происходит упрочнение металла, при этом возврат и рекристаллизация не протекают.
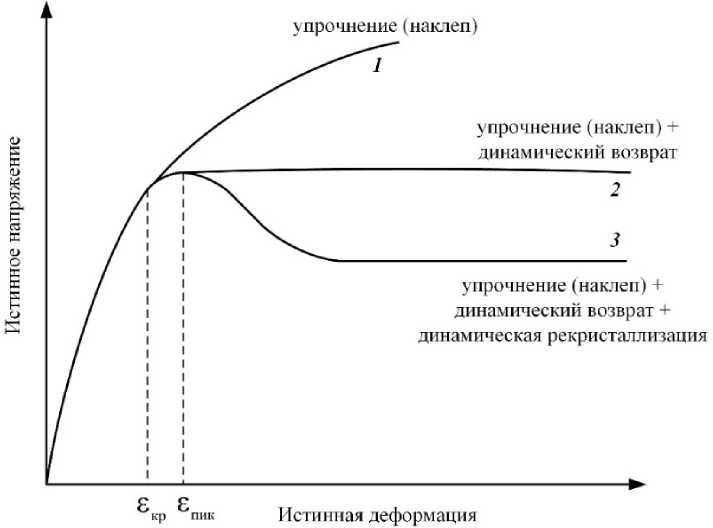
Рис. 1. Типы кривых упрочнения при деформации Fig. 1. Types of strain hardening curves
Истинное напряжение возрастает при увеличении истинной деформации (рис. 1, кривая 1). В то же время нужно отметить что на начальном этапе деформации металла даже в горячем состоянии распространение и взаимодействие дислокаций вызывают наклеп, причем эффект наклепа намного превышает эффект динамического разупрочнения, истинное напряжение представляет собой линейный рост.
По мере развития деформации проявляется динамический возврат, упрочнение принимает вид кривой 2. Динамический возврат уменьшает деформационное упрочнение. При холодной деформации это уменьшение деформационного упрочнения обусловлено поперечным скольжением дислокаций, благодаря которому скользящие дислокации обходят барьеры. При горячей деформации динамический возврат включает переползание дислокаций, благодаря чему развивается динамическая полигонизация. Зарождение и аннигиляция дислокаций в процессах упрочнения и динамического возврата приводят к стабилизации истинного напряжения при возрастании истинной деформации.
Динамическая рекристаллизация (рис. 1, кривая 3) начинается по достижении некоторой критической степени деформации εкр , величина которой несколько ниже значения пиковой деформации εпик . К разупрочнению за счет динамического возврата добавляется процесс зарождения новых зерен с совершенной структурой, которые также в процессе деформации подвергаются наклепу, что может приводить к формированию новых зерен внутри них. Разупрочнение превалирует над упрочнением. В этом случае истинное напряжение падает после достижения максимального значения. После прохождения полной рекристаллизации кривая упрочнения может принять вид горизонтальной прямой, что соответствует установившейся стадии течения металла при деформации. На стадии устойчивого состояния, деформированные зерна заменяются вновь зародившимися, что соответствует полной рекристаллизации.
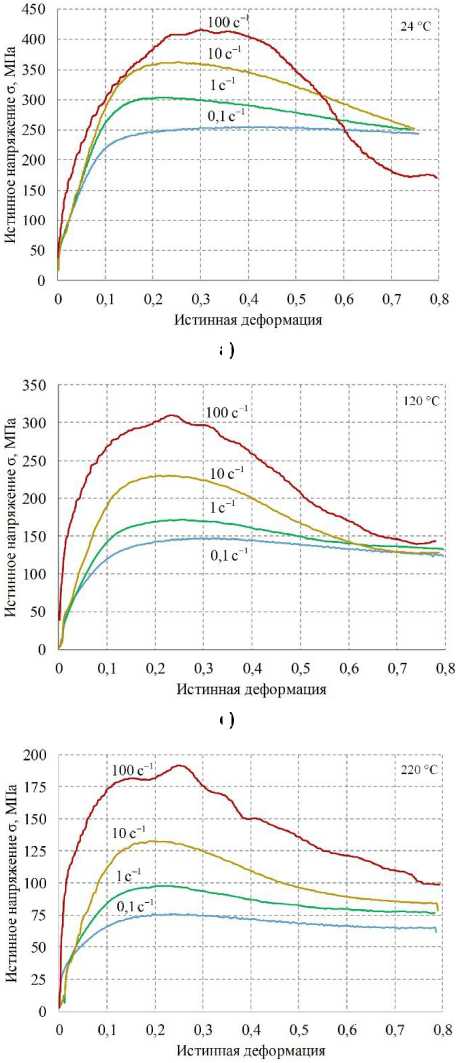
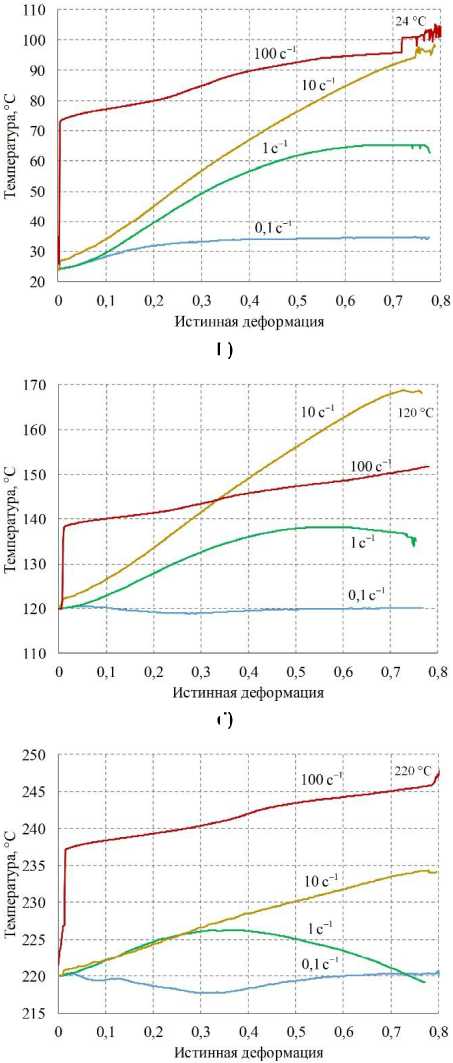
На рис. 2 приведены полученные нами в результате экспериментальных исследований кривые деформации и изменения температуры поверхности образцов при одноосном сжатии цинка Ц0 со скоростями деформации 0,1; 1; 10 и 100 с–1.
Анализ экспериментальных кривых деформации цинка марки Ц0 с учетом вышесказанного позволяет говорить о том, что при холодной деформации (24 °С) со скоростью деформации 0,1 с–1 металл упрочняется до степени истинной деформации 0,2. Дальнейшая деформация сопровождается динамическим возвратом, который компенсирует наклеп,
а)
c)
e)
Рис. 2. Экспериментальные кривые деформации и изменения температуры при одноосном сжатии Fig. 2. Experimental curves of deformation and temperature change under uniaxial compression
b)
d)
f)
в результате чего истинное напряжение остается неизменным (рис. 2а). Термопара, приваренная к поверхности образца, позволяет оценить изменение температуры в процессе одноосного сжатия, вызванное деформационным разогревом. При скорости деформации 0,1 с–1 (рис. 2b) деформационный разогрев не превышает 11 °С. Увеличение же скорости деформации приводит к существенному разогре- ву образцов. При скорости деформации 1 с–1 температура образца достигает 65 °С, а при 10 с–1 – 95 °С. Скорость деформации 100 с–1 вызывает мгновенный разогрев образца до 75 °С. Последующая деформация также сопровождается увеличением температуры, но уже с меньшей интенсивностью, и к завершению сжатия образца температура его составляет около 100 °С. Повышение температуры и накопление дефектов кристаллического строения, вызванных деформацией, приводит к развитию процессов динамического возврата и динамической рекристаллизации (см. рис. 2а). На кривых упрочнения со скоростью 1 и 10 с–1 наблюдается пиковая деформация, после которой происходит снижение величины истинного напряжения. Для скорости деформации 1 с–1 пиковая деформация εпик = 0,2, а для 10 с–1 – 0,25. Одноосное сжатие цинка со скоростью деформации 100 с–1 позволяет нам наблюдать кривую упрочнения третьего типа со всеми характерными участками. Высокая скорость деформации обеспечивает упрочнение металла до 412 МПа. При пиковой деформации 0,3 за счет накопленных дефектов кристаллического строения и температуры, превышающей 80 °С, интенсивно развиваются рекристаллизационные процессы. Динамическое равновесие между упрочнением и разупрочнением достигается на уровне напряжения в 170 МПа.
Повышение температуры испытания до 120 °С приводит к снижению величин истинных напряжений, соответствующих пиковым деформациям (рис. 2c). При скорости деформации 0,1 с–1 это снижение составляет 100 МПа, а при 10 с–1 – 130 МПа. За счет снижения сопротивления деформации цинка при повышении температуры уменьшается деформационный разогрев образцов. При скорости деформации 0,1 с–1 деформационный разогрев не наблюдается. Скорость деформации 100 с–1 приводит к разогреву образца со 120 до 152 °С. В то же время обращает на себя внимание изменение температуры образца, деформируемого со скоростью 10 с–1. Деформационный разогрев в данном эксперименте превышает 48 °С. При нагреве образцов до 120 °С процессы динамической рекристаллизации наблюдаются при всех исследуемых скоростях деформации, но с повышением скорости их интенсивность повышается.
Исследование деформационного поведения цинка при нагреве до 220 °С показало, что истинное напряжение уменьшилось примерно в 2 раза относительно нагрева до 120 °С (рис. 2e). Характер деформационного поведения при этом сохранился и соответствует кривой при наличии динамической рекристаллизации (рис. 2f).
Полученные результаты находятся в полном соответствии с общепринятыми представлениями о том, что совместное влияние температуры и скорости деформации на деформационное поведение металлических материалов описывается параметром Зинера – Холломона [24, 27, 28]. Дальнейшее исследование микроструктуры образцов и определение параметров динамического возврата и динамической рекристаллизации позволят получить математическую модель для предсказания деформационного поведения при различных скоростях и температурах деформации.
В то же время полученные зависимости уже сейчас могут быть интегрированы в такие программы, как QForm, ABAQUS, Deform 3D и другие, предназначенные для моделирования процессов обработки металлов давлением, в основе которых лежит метод конечных элементов. Это позволит существенно приблизить результаты компьютерного моделирования пластической деформации цинка к реальным процессам обработки.
Заключение
При исследовании деформационного поведения цинка марки Ц0 одноосным сжатием установлено, что закономерности изменения истинного напряжения в зависимости от истинной деформации соответствуют общепринятым представлениям о совместном влиянии температуры и скорости деформации. На начальном этапе сжатия металл упрочняется в результате накопления дефектов кристаллического строения при всех исследованных температурах и скоростях деформации. При холодной пластической деформации со скоростью 0,1 с–1 упрочнение и динамический возврат находятся в равновесии. Динамическое равновесие достигается при истинной деформации 0,2 и сохраняется до 0,75. Уровень истинных напряжений при этом составляет около 250 МПа. Повышение скорости сжатия при холодной деформации приводит к деформационному разогреву образцов. При скорости деформации 1 с–1 температура образца достигает 65 °С, а при 10 с–1 – 95 °С. Скорость деформации 100 с–1 вызывает мгновенный разогрев образца до 75 °С и последующее плавное повышение температуры до 95 °С. Повышение температуры и накопление дефектов кристаллического строения, вызванных деформацией, приводит к развитию процессов не только динамического возврата, но и динамической рекристаллизации. Повышение температуры испытания приводит к снижению уровня истинных напряжений при всех исследуемых скоростях деформации. За счет снижения сопротивления деформации при повышении температуры уменьшается деформационный разогрев образцов цинка. На основе полученных результатов в дальнейшем возможно получить математическую модель для предсказания деформационного поведения при различных скоростях и температурах деформации. Полученные зависимости при интеграции их программы QForm, ABAQUS, Deform 3D и другие позволят существенно приблизить результаты компьютерного моделирования пластической деформации цинка к реальным процессам обработки.
Список литературы Исследование реологических свойств цинка марки Ц0 при одноосном сжатии
- Окулов В.В. Цинкование. Техника и технология / под ред. В.Н. Кудрявцева. М.: Глобус, 2008. 248 с. (Приложение к журналу «Гальванотехника и обработка поверхности»). ISBN 978-5-7237-0690-3. EDN: QNBXPB.
- Баранов А.Н. Коррозия и защита металлов: учеб. пособие. Иркутск: Иркутский нац. исслед. техн. ун-т, 2015. 177 с. ISBN 978-5-8038-1044-5. EDN: UVLUIJ.
- Повышение антикоррозионных свойств покрытий на основе цинкового сплава ЦАМСв4-1-2,5 легированием стронцием / И.Н. Ганиев, А.Э. Бердиев, Н.А. Аминова, С.Д. Алихонова // Омский научный вестник. 2020. № 3 (171). С. 9–13. DOI: 10.25206/1813-8225-2020-171-9-13. EDN: TJVZLU.
- Харитонов В.А., Витушкин М.Ю., Усанов М.Ю. Повышение жесткости проводов воздушных линий электропередач // Теория и технология металлургического производства. 2021. № 3 (38). С. 17–23. EDN: DHMGWJ.
- Полякова М.А. Особенности вещественных, энергетических и информационных потоков в технологической системе «горячее цинкование стального проката» // Известия Тульского государственного университета. Технические науки. 2023. № 3. С. 539–547. DOI: 10.24412/2071-6168-2023-3-539-547. EDN: ODWIDE.
- Оценка антизадирных свойств резьбового покрытия муфт НКТ, полученного термодиффузионным цинкованием и фрикционным плакированием / Р.Р. Дема, С.И. Платов, Н.А. Девятерикова, Р.Г. Галин // Черные металлы. 2021. № 12. С. 68–73. DOI: 10.17580/chm.2021.12.12. EDN: HFEYGK.
- Радионова Л.В., Субботина Ю.М. Преимущества и недостатки способа горячего оцинкования стальной полосы. Проблемы цинкования // Машиностроение: сетевой электронный научный журнал. 2013. Т. 1, № 2. С. 3–9. EDN: RRWTBX.
- Рентгенофлуоресцентное определение сульфата цинка в кислом электролите гальванического цинкования / К.Н. Вдовин, К.Г. Пивоварова, Н.А. Феоктистов, Т.Б. Понамарева // Заводская лаборатория. Диагностика материалов. 2020. Т. 86, № 10. С. 18–22. DOI: 10.26896/1028-6861-2020-86-10-18-22. EDN: YEIIKF.
- Галин Р.Г., Дема Р.Р., Звягина Е.Ю. Диффузионное цинкование сталей в нанокристаллизованных порошках цинка с предварительной пластической деформацией // Перспективные материалы и технологии: моногр. В 2 т. / под ред. В.В. Клубовича. Витебск: Витебский гос. технолог. ун-т, 2017. Т. 1. С. 280–294. EDN: VQZALA.
- Влияние структуры, шероховатости, микротвердости и коэффициента трения цинкового покрытия на момент затяжки резьбового соединения / В.В. Ефремов, О.С. Бондарева, О.С. Добычина, К.К. Пилла // Трение и износ. 2023. Т. 44, № 5. С. 456–462. DOI: 10.32864/0202-4977-2023-44-5-456-462. EDN: ZNSVXZ.
- Сравнительный анализ структуры и электрохимических свойств цинковых покрытий для прогнозирования возникновения контактной коррозии на крепеже / О.С. Бондарева, О.С. Добычина, М.О. Дмитриева, С.В. Коновалов // Черные металлы. 2023. № 10. С. 35–41. DOI: 10.17580/chm.2023.10.06. EDN: NNTXIS.
- Марущак Л.Н., Железняк Л.М., Замараев В.А. Технологические особенности производства сварочной проволоки на Каменск-Уральском заводе ОЦМ // Кузнечно-штамповочное производство. Обработка материалов давлением. 2018. № 2. С. 20–26. EDN: YRHLHA.
- Research of the laboratory wire drawing process of zinc / M. Jabłoński, T. Knych, A. Mamala et al. // Key Engineering Materials. 2016. Vol. 682. P. 367–371. DOI: 10.4028/www.scientific.net/KEM.682.367
- Mechanical Characteristics and Structure of Highly Deformed Zinc / P. Ostachowski, A. Paliborek, W. Bochniak, M. Lagoda // Journal of Materials Engineering and Performance. 2022. Vol. 31 (5). P. 3638–3660. DOI: 10.1007/s11665-021-06520-7
- Influence of Strain Rates during Severe Plastic Strain Process-es on Microstructural and Mechanical Evolution in Pure Zinc / M. Kulczyk, J. Skiba, M. Skorupska et al. // Materials. 2022. Vol. 15. P. 4892. DOI: 10.3390/ma15144892
- A Review of the Recent Developments and Challenges in Wire Arc Additive Manufacturing (WAAM) Process / A. Shah, R. Aliyev, H. Zeidler, S. Krinke // Journal of Manufacturing and Materials Processing. 2023. Vol. 7 (3). P. 97. DOI: 10.3390/jmmp7030097
- Компьютерное моделирование температурных режимов при полунепрерывном прямом прессовании легкоплавких материалов / Л.В. Радионова, С.Р. Фаизов, Д.В. Громов, И.Н. Ердаков // Вестник ЮУрГУ. Серия «Металлургия». 2020. Т. 20, № 4. С. 30–38. DOI: 10.14529/met200404. EDN: BMAZKA.
- Колачев Б.А., Елагин В.И., Ливанов В.А. Металловедение и термическая обработка цветных металлов и сплавов: учеб. для студентов вузов, обучающихся по специальности «Металловедение и терм. обраб. металлов». Изд. 4-е, перераб. и доп. М.: МИСиС, 2005. ISBN 5-87623-128-2. EDN: QMZPFB.
- Поленок М.В., Хафизова Э.Д., Исламгалиев Р.К. Влияние интенсивной пластической деформации на механические свойства чистого цинка // Frontier Materials & Technologies. 2022. № 3-2. C. 25–31. DOI: 10.18323/2782-4039-2022-3-2-25-31
- Исследование напряженно-деформированного состояния проволоки при высокоскоростном монолитном волочении / Л.В. Радионова, Д.В. Громов, Р.А. Лисовский, И.Н. Ердаков // Черная металлургия. Бюллетень научно-технической и экономической информации. 2023. Т. 79, № 3. С. 242–250. DOI: 10.32339/0135-5910-2023-3-242-250. EDN: ZNRHBR.
- Анализ влияния технологических параметров на скорость деформации при экструзии проволоки / Л.В. Радионова, Д.В. Громов, Р.А. Лисовский и др. // Машиностроение: сетевой электронный научный журнал. 2023. Т. 10, № 4. С. 54–59. DOI: 10.24892/RIJIE/20230411. EDN: NFEORR.
- Ахмедьянов А.М., Рущиц С.В., Смирнов М.А. Физическое и математическое моделирование горячей деформации стали 20Х13 // Вестник ЮУрГУ. Серия «Металлургия». 2013. Т. 13, № 2. С. 116–124. EDN: RLYSAJ.
- Avrami Kinetic-Based Constitutive Relationship for Armco-Type Pure Iron in Hot Deformation / Y. Zhang, Q. Fan, X. Zhang et al. // Metals. 2019. Vol. 9 (3). P. 365. DOI: 10.3390/met9030365
- Guo-Zheng Q. Characterization for Dynamic Recrystallization Kinetics Based on Stress-Strain Curves [Internet] // Recent Developments in the Study of Recrystallization. InTech; 2013. URL: http://dx.doi.org/10.5772/54285.
- Hot deformation and recrystallization behavior of a new nickel-base superalloy for ultrasupercritical applications / Yaohui Song, Yugui Li, Huaying Li et al. // Journal of Materials Research and Technology. 2022. Vol. 19. P. 4308–4324. DOI: 10.1016/j.jmrt.2022.06.141
- Чурюмов А.Ю., Поздняков А.В. Моделирование эволюции микроструктуры металлических материалов в процессе горячей пластической деформации и термической обработки // Физика металлов и металловедение. 2020. Т. 121, № 11. С. 1162–1186. DOI: 10.31857/S0015323020110030. EDN: LVRRGT.
- Study on the Hot Deformation Behavior of Stainless Steel AISI 321 / L.V. Radionova, D.V. Perevozchikov, A.N. Makoveckii et al. // Materials. 2022. Vol. 15. P. 4057. DOI: 10.3390/ma15124057
- Деформационное поведение и микроструктура алюминиевого сплава Al–6Mg–0.3Sc в условиях горячей деформации / С.З. Нгуен, Ю.В. Гамин, Т.К. Акопян, Т.Ю. Кин // Физика металлов и металловедение. 2022. Т. 123, № 11. С. 1248–1256. DOI: 10.31857/S0015323022600812. EDN: GFMLZV.
