Исследование шероховатости дорожки качения приборного подшипника

Автор: Родионов Владимир Анатольевич, Родионова Ольга Владимировна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-2 т.18, 2016 года.
Бесплатный доступ
В статье приведены исследования шероховатости поверхности сопряжения кольца приборного подшипника. Установлено, что дефекты в виде рисок появляются после операции шлифования дорожки качения и не выявляются в процессе контроля на приборах «Talyrond 73».
Шероховатость поверхности, дефекты в виде рисок, операция шлифования, процесс контроля
Короткий адрес: https://sciup.org/148204701
IDR: 148204701 | УДК: 621.923
The study of the roughness of the raceways of the bearing instrument
The article presents the study of the surface roughness of the instrument bearing ring connection. It is established that defects in the form of scratches appear after the raceways’ grinding operation and cannot be detected in the control process performed by the devices «Talyrond 73».
Текст научной статьи Исследование шероховатости дорожки качения приборного подшипника
Современное приборостроение развивается в направлении повышения точности, уменьшения габаритов и веса приборов. Приборные подшипники должны обеспечивать бесшумную работу приборов, в связи с этим к приборным подшипникам предъявляются высокие требования. Основными требованиями к приборным подшипникам являются: повышенная частота вращения до 100 тыс. об/мин и выше, надежная работа при высоких температурах. Особая роль, при этом, принадлежит поверхностям подшипника образующим сопряжения. Так, например, шероховатость дорожки качения подшипника 2000083ю5т должна составлять Rа=0,02 мкм. Технологический процесс изготовления дорожки качения на внутренних и наружных кольцах приборных подшипников включает два принципиальных решения: первое базируется на 3-х операциях – шлифование, суперфиниш и полирование, второе на двух – шлифование и полирование. При исследовании технологического процесса наибольшие проблемы были выявлены при обработке внутренних колец подшипников. Наружное шлифование дорожки качения на предприятии производилось абразивными кругами на керамических связках при следующих режимах: Vk=28 м/с, Vдет=1100 об/ мин, работа с СОЖ (масло), поперечная подача варьировалась от 0,15 до 0,75 мм/мин.
При контроле качества изготовления дорожки качения исследовались дефекты на кромках и по дорожке качения. Профилограммы были выполнены на приборе « Talyrond 73» рис. 1.
занного дефекта дорожки качения. Применение оптико-электронного метода, разработанного профессором Н.В. Носовым и А.Д. Абрамовым, позволило более детально изучить влияние дефектов на дорожке качения после окончательной обработки на качество поверхности.
Реализация предлагаемого способа была осуществлена с привлечением теории оптимальной линейной фильтрация сигналов известной формы. Использование оптико-электронного комплекса обеспечивает формирование в памяти программы полутонового изображения исследуемой поверхности формата К 1 х К 2 . Следовательно, к этому двумерному массиву можно применить известные методы цифровой обработки сигналов. Сам принцип базируется на разработке метода определения неизвестной шероховатости исследуемой поверхности на основе сравнения изображения этой поверхности с изображениями образцовых поверхностей, для которых определены параметры шероховатости по известным гостовским методикам. В результате сравнения определяется, какой образцовой поверхностью с заданной вероятностью распознавания соответствует исследуемая поверхность, что можно рассматривать как процесс отождествления анализируемого изображения поверхности с одним из элементов множества эталонных изображений с различным микрорельефом. Таким образом, в предлагаемом методе определяется совпадение этой поверхности с одной из образцовых поверхностей и делается вывод, что она имеет такие же параметры шероховатости, как и образцовая поверхность. В качестве критерия сравнения неизвестной шероховатости исследуемой поверхности с шероховатостями эталонных поверхностей был предложен коэффициент корреляции, вычисляемый по классической формуле
22 ( и ( ” 1 , « 2 ) - m u ) * f вл (А Ф ) * ( x ( ” 1 - к i , ” 2 - к 2 ) - m , ) * L (А Ф ) П = ° П 2=2
r XU (П 1 ,П2) /. z . /> /Л ^ 1 * f „ (А Ф ) * СТ 2 * f „ (А Ф )
(1) по полутоновому изображению исследуемой поверхности, предварительно записанного в память
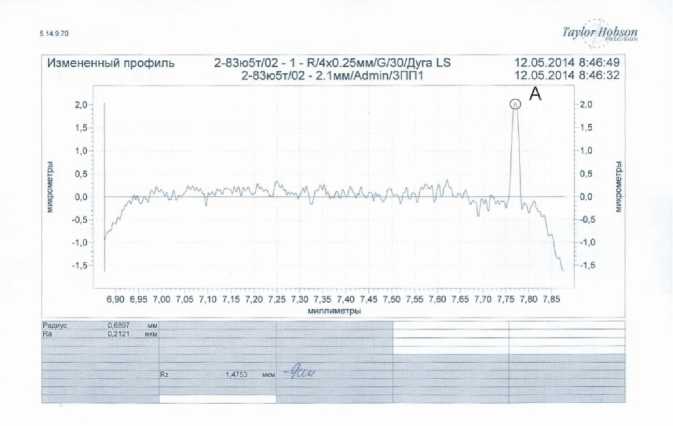
Рис. 1. Профилограмма дорожки качения внутреннего кольца подшипника
БЦОС. Здесь через u ( n 1 , n 2) обозначен фрагмент изображения (эталон), который расположен внутри зоны поиска x ( n 1 , n 2) , а ст 1 и ст 2 - средние квадратические отклонения величин u ( n 1 , n 2) и x ( n i , n 2 ) от их математических ожиданий m u и mx соответственно, определяемые по формулам
N 1 - 1 N 2 - 1 1
° "1 =[ EE ( u ( n i, n 2 ) - m u )2 / M )]2 ; (2) n 1 = 0 n 2 = 0
N 1 - 1 N 2 - 1 1
CT 2 = [ EE ( x ( n 1, n 2 ) - m x )2/ M )]2 . (3) n 1 = 0 n 2 = 0
В этих формулах M = N 1 x N 2 - 1 - количество точек дискретизации в сравниваемых изображениях минус единица для получения несмещённой оценки.
Таким образом, используемую автокорреляционную функцию можно рассматривать как частный случай и утверждать, что она обладает искомым компенсационным свойством, не требуя при этом введения дополнительной аппаратуры.
Для вычисления двумерной автокорреляционной функции по формуле (1) в кадре, формата K 1 x K 2 точек дискретизации, начиная с первой строки выделялась полоса шириной N 2 пикселя и по центру этой полосы задавался эталон (ЭИ) размером N 1 x N 2 пикселей и записывался в отдельную область памяти программы. Затем эталон, начиная с крайней левой позиции, перемещался по выделенной полосе в текущем изображении (ТИ) с шагом в 1 пиксель. При каждом совмещении эталона u ( n 1 , n 2) и текущего фрагмента полутонового изображения x ( n 1 , n 2) подсчитывался коэффициент корреляции по формуле (1). В связи с тем, что сравниваемые фрагменты x ( n 1 , n 2) и u ( n 1 , n 2) берутся из одного и того же изображения поверхности, то r xu ( k 1 , k 2) был назван коэффициентом автокорреляции.
Найденные значения rxu ( к 1 , к 2) также сохранялись в памяти программы. Закончив вычисление коэффициентов автокорреляции в первой полосе, задавалась следующая полоса того же формата в исходном изображении, что и предыдущая, но смещённая вниз на один пиксель. В этой полосе по центру задавался новый эталон, но с теми же размерами что и предыдущий, и выполняются те же самые действия для вычисления коэффициента автокорреляции и.т.д. Таким образом, обработав весь кадр исходного изображения по отмеченной методике, в запоминающем устройстве программы формировалась матрица, размерностью M 1 x M 2 коэффициентов автокорреляции или двумерная дискретная автокорреляционная функция. Проведёнными исследованиями было установлено, что по средней амплитуде UСР переменной составляющей автокорреляционной функции r xu ( k 1 , к 2) исследуемые поверхности с различной шероховатостью существенно отличаются друг от друга при всех указанных размерах эталона. При этом наблюдалось уменьшение этих значений с увеличением размера эталона от 16×16 пикселей до 64×64 пикселя при практически постоянной разнице A U СР между исследуемыми микрорельефами. Таким образом, построив аналитическую зависимость Ra = f ( UСР ) для эталонных образцов с известной шероховатостью можно на основе определения UСР для исследуемой поверхности определять её шероховатость с заданной вероятностью распознавания. Существенным недостатком предложенной методики определения шероховатости на основе вычисления коэффициента корреляции по классической формуле (1) с использованием полутоновых изображений является слишком большое время, затрачиваемое на его вычисление. Так, например, при использовании персональной ЭВМ с процессором Intel(R) Core(TM)2CPU 4300 @
-
1.80GHz, время, затрачиваемое на это вычисление, составляет 160000 мс при использовании эталона с форматом 64×64 пикселя. Отмеченное важное обстоятельство практически исключает использование данного метода для оперативного контроля качества поверхности по её шероховатости в производственных условиях.
Для устранения этого основного недостатка в предлагаемой работе были рассмотрены квазиоптимальные алгоритмы для вычисления критериальных функций, к которым и относится рассмотренная выше двумерная автокорреляционная функция. Необходимо отметить, что существующие квазиоптимальные корреляционные алгоритмы были разработаны эвристически, что обусловило различный подход к способам обработки изображений и представлению результатов. Это существенно затрудняет аналитическое исследование существующих алгоритмов и проведение сравнительного анализа при их выборе. Обобщение сведений о квазиоптимальных корреляционных алгоритмах позволяет заметить, что синтез такого алгоритма должен включать следующие этапы:
-
1) выбор вида предварительной обработки изображения;
-
2) определение критериальной функции;
-
3) определение способа поиска экстремума критериальной функции
Применительно к задаче определения микрогеометрии исследуемой поверхности третий этап не является целью и поэтому в дальнейшем не рассматривается.
Первый этап синтеза квазиоптимального алгоритма основан на том, что с одной стороны, обрабатываемые изображения содержат избыточную информацию, устранение которой при отсутствии помех не влечёт за собой снижение вероятности распознавания неизвестной шероховатости исследуемой поверхности. С другой стороны, сокращение исходной информации посредством снижения информативности изображений является одним из способов уменьшения объёма вычислений при корреляционной обработке. Таким образом, разрабатываемый алгоритм корреляционной обработки во многом определяет и метод предварительной обработки исходного изображения исследуемой поверхности и позволяет исследовать дефекты поверхности, полученные после шлифования. В связи с тем, что исследуемое кольцо имеет небольшой радиус наружной окружности – 2,5 мм и ещё меньший радиус поперечного сечения дорожки качения – 0,3 мм, параметры исследовательского оптико-электронного комплекса были настроены таким образом, чтобы уменьшить влияние кривизны исследуемой поверхности на её изображение в фокальной плоскости оптической системы. В данном случае участок анализируемой поверхности имел размер 1,2 х 1 мм, а формат записываемого в память компьютера изображения составлял 720х 576 пикселей. Кроме того, при направлении опорного светового потока перпендикулярно направлению дорожки качения, из-за её сильной кривизны в фокальной плоскости оптической системы наблюдается либо очень сильное светлое пятно при небольших углах падения светового потока (а= 0o- 15o), либо появление тени от кромки кольца при больших углах падения потока (a>15o). В связи с выявленными особенностями, опорный световой поток при исследовании шероховатости дорожки качения был направлен вдоль дорожки и под большим углом - a= 70o. При такой - же ориентации светового потока были получены изображения поверхностей эталонных образцов формата 720х 576 пикселей, приведённых на рис. 2.
При обработке видеоизображения с увеличением 25 крат, исследования показали, что дефекты встречаются у 95% колец обработанных на шлифовальных станках Bryant 1M. Дефекты расположены по кромкам 30…40% в виде глубоких рисок направленных поперек дорожки качения. Риски, как правило, разнонаправленные, что говорит о случайном процессе их образования. Типичные дефекты на поверхности дорожки качения приведены на рис. 3.
Исследование величины шероховатости поверхности оптико-электронным методом показало, что величина Ra, определяемая по амплитуде автокорреляционной функции больше во всем диапазоне работы абразивного инструмента на 15…20%. Так как, при анализе шероховатости, по новой методике, исследуется поверхность, а не

Ra=0,13MKM
Ra=0,084MKM
Ra=0,048MKM
Ra=0,025MKM
Рис. 2. Изображения поверхностей эталонных образцов из стали ШХ – 15 при формате кадра 720 х 576 пикселей
Рис. 3. Бинарное изображение дефектов на дорожке качения, полученные после операции шлифования
сечение, как при определении шероховатости с помощью прибора « Talyrond 73» .
На рис. 4 показано, что на участке с дефектом величина Ra повысилась с 0,068 мкм до 0,098 мкм, а в среднем для одного кольца, в который входят 9…11 участков шероховатость увеличилась незначительно.
Исследование дорожки качения показало, что геометрические параметры (шероховатость) соответствуют техническим условиям изготовления данной поверхности, следовательно, технологический процесс, применяемый на предприятии, обеспечивает требуемое качество.
В тоже время, дорожка качения имеет большие разбросы по дефектам поверхности, как по глубине, так и по протяженности. Это подтверждается исследованиями автокорреляционной функции, что говорит о наличии на поверхно- сти глубоких рисок, полученных на операциях шлифования. Это можно объяснить тем, что масляная СОЖ, подающая в зону обработки, насыщена мелкими осколками абразивных зерен, полученных после правки и сгустками стружки. Кроме этого, на поверхности остаются крупные следы от контактного взаимодействия абразивных зерен с обрабатываемой поверхностью. При шлифовании частицы абразивных зерен после правки инструмента и шлама (стружки) не успевают осаждаться в отстойниках, так как масло обладает повышенной вязкостью. Из 50 колец, которые были исследованы, на 47 обнаружены дефекты (≈90%). Для повышения качества СОЖ (степени очистки) были проведены исследования процесса шлифования колец подшипников в среде водных СОЖ. В процессе исследования определялась эффективность очистки водной СОЖ на операциях врезного круглого наружного шлифования внутренних колец подшипников. СОЖ изготавливалась на основе эмульсии АРС-21М. Таким образом, как показали исследования, после применения водной эмульсии количество дефектов на дорожке качения уменьшилось. Дефекты, по своей форме и конфигурации, аналогичны дефектам, полученным при шлифовании масляной СОЖ. Однако их глубина значительно меньше и встречаются у меньшего количества колец. При этом шероховатость изменяется за период правки незначительно, что говорит о большей стабильности процесса шлифования и о равномерном износе рабочей поверхности инструмента.
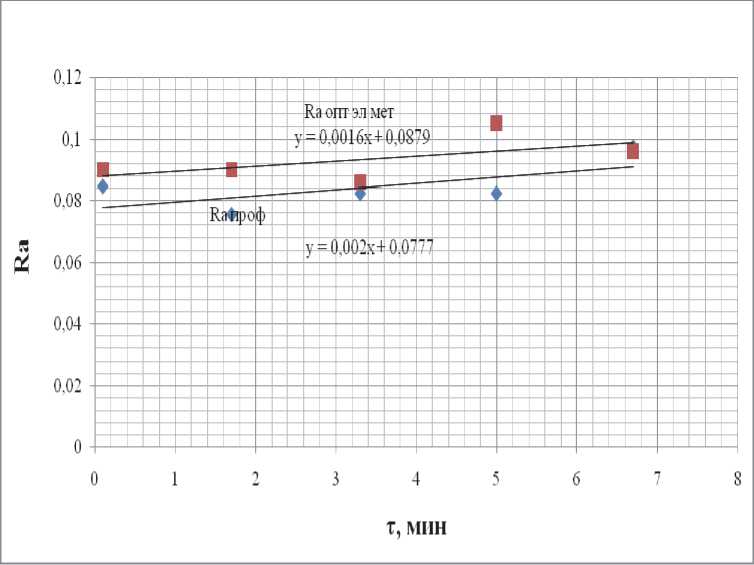
Рис. 4. Сравнение методов исследования шероховатости поверхности
Список литературы Исследование шероховатости дорожки качения приборного подшипника
- Носов Н.В. Новый метод оценки шероховатости поверхности деталей//Матер. науч.-техн. интернет-конф. с международным участием «Высокие технологии в машиностроении». Самара: СамГТУ, 2009. С. 153-156.
- Носов Н.В. Абразивная обработка деталей инструментами из CBC-материалов: Научное издание. Самара: Самарский государственный технический университет, 2005. С. 362.
- Носов Н.В., Кравченко Б.А. Технологические основы проектирования абразивных инструментов. М.: Машиностроение-1, 2003. С. 257.
- Родионов В.А., Родионова О.В. Исследование процесса шлифования приборных подшипников//Матер. науч.-техн. интернет-конф. с международным участием «Высокие технологии в машиностроении». Самара: СамГТУ, 2013. С.52-55.
