Исследование структуры и свойств твердосплавных вставок породорежущих резцов

Автор: Корягин Юрий Дмитриевич, Карева Надежда Титовна, Мурашов Вадим Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металловедение и термическая обработка
Статья в выпуске: 3 т.15, 2015 года.
Бесплатный доступ
Рассмотрены структура и свойства вставок резцов из сплава ВК8 различных производителей. Изучен химический состав карбидных частиц и связки между ними. Проведена оценка размеров карбидных частиц в твердосплавных вставках на соответствие ГОСТ и осуществлена статистическая обработка характера изломов вставок. Приведены результаты сравнительных промышленных испытаний резцов на руднике ОАО «Уралкалий» по пластам калийных руд и каменной соли. Установлено, что стойкость породоразрушающего инструмента в значительной мере определяется массовой долей карбидной фазы и количеством зерен наиболее крупной фракции. Наличие значительного количества крупных зерен на верхнем пределе (согласно ГОСТ 4411-79) или несколько большем способствует снижению стойкости инструмента.
Микроструктура, состав, сплав, твердость, карбид, связка, инструмент, порода, стойкость
Короткий адрес: https://sciup.org/147156947
IDR: 147156947 | УДК: 621.9.01
Investigation of structure and properties of cemented carbide inserts of rock cutting tools
The object of the paper is the structure and properties of cutter inserts made of VK8 cemented carbide alloy of various producers. Chemical composition of carbide particles and the binder between them was studied. Carbide particle size was estimated and compared to the State Standard requirements. Fracture types of inserts were statistically treated. Results of comparative industrial tests of cutters at the JSC “Uralkaliy” in potassium ore and rock salt layers are presented. It was established that durability of rock destroying tools is determined to a great extent by the mass fraction of carbide phase and the number of most coarse grains. Great number of coarse grains (at the upper limit permitted by State Standard 4411-79 or even more) deteriorates durability of tools.
Текст научной статьи Исследование структуры и свойств твердосплавных вставок породорежущих резцов
Металлокерамические или порошковые твердые сплавы применяются при изготовлении пластинок или вставок бурового инструмента, оснастки инструмента при обработке резанием, волок при волочении проволоки и других целей. Известно [1], что надежность инструмента в столь сложных условиях эксплуатации в существенной мере определяется качеством изготовления материала: его составом, наличием неблагоприятных включений, в частности, свободного углерода в форме графита, присутствием большого количества пор между карбидными частицами, не устраненных на стадии спекания, размерной неоднородностью вольфрамовых карбидных частиц. Перечисленные факторы приводят к снижению стойкости инструмента в результате выкрашивания режущей кромки или его поломки [2].
Объектом исследования в настоящей работе служили три партии резцов, изготовленных различными производителями, которые предназначались для оснащения исполнительных органов проходческо-очистных комбайнов, работающих по пластам калийных руд и каменной соли с сопротивлением резанию до 450 Н/мм.
Изучались твердосплавные вставки для резцов из сплава ВК8 различных производителей (А, В, С). Определение твердости изделий осуществ-
лялось по ГОСТ 20017–74 на приборе ТК-2 алмазным конусом при нагрузке 60 кГс. На каждом образце делалось 5 замеров. Разброс значений не превышал ±0,5 единицы. Оценка макро- и микроструктуры проводилась в соответствии с ГОСТ 4411–79.
Структура твердосплавных изделий (поверхность излома) исследовалась с помощью сканирующего электронного микроскопа фирмы JEOL JSM-6460 LV в основном в лучах вторичных электронов при увеличениях от 500 до 5000 раз.
Химический состав частиц и связки между ними определялся на основании микрорентгеноспектрального анализа с применением специальной приставки – энергодисперсионного анализатора фирмы Oxford Instruments.
Промышленные сравнительные испытания резцов типа РС были проведены на одном из рудников ОАО «Уралкалий» на проходческо-очистных комбайнах типа «Урал-2Р».
Испытуемые вставки имеют, согласно проведенным измерениям, одинаковую твердость (табл. 1).
Твердость (HRA) исследованных вставок
Таблица 1
|
Изделие |
Производитель |
Твердость по ГОСТ 3882–74 |
||
|
А |
В |
С |
||
|
Вставка для резца РС14 (сплав ВК8) |
87 |
87 |
87 |
88 |
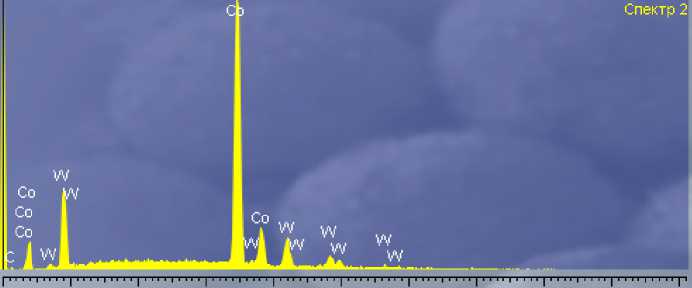
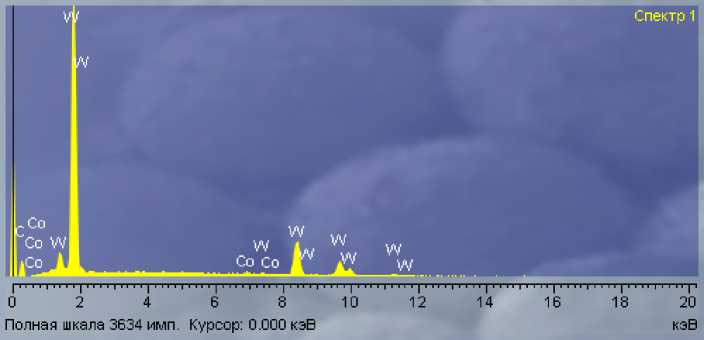
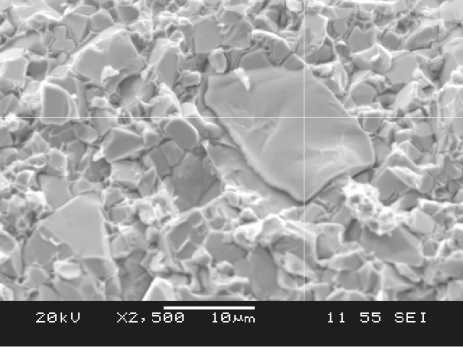
И х с тр у к т ура пре дста вл е на ча с ти ца м и ка рби да в ол ьфра м а ра з ных ра з м еров и прос л ой ка м и ко ба л ь тов о й с в яз к и, о че м с виде тел ьс т ву ют данные ми крорен тгенос пе ктра л ь ного а на лиз а . В спе к тра х рентгеновских отражений, сн ятых с у ча с т ков , от ме че нных бел ым и пе ре крес тиями, пр ису тс тву ю т линии основных элементов – Co и W (рис. 1, 2).
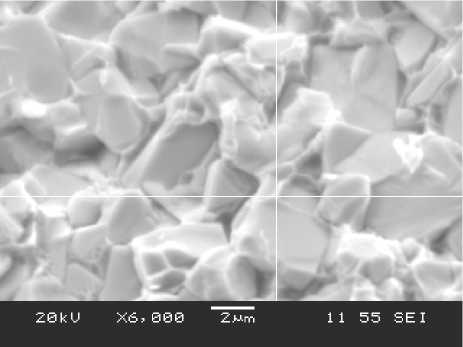
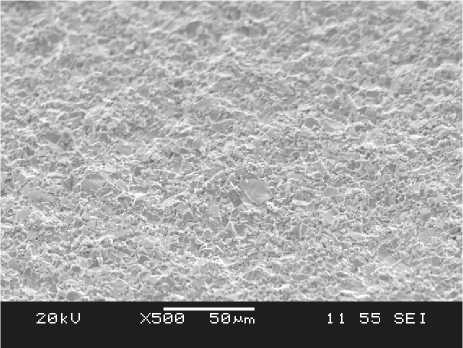
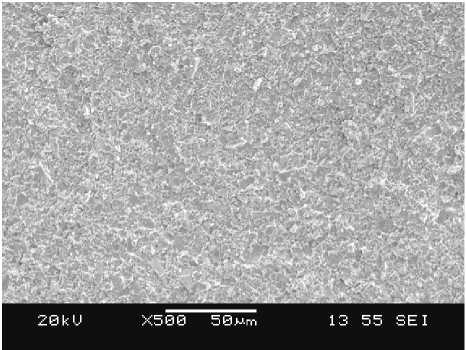
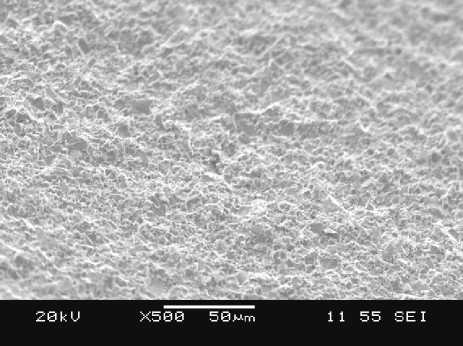
В изломах при электронно-микроскопическом исследовании не наблюдались расслоения (рис. 1, 3). Не обнаружено также выделений графита (см. рис. 1, 3). Изредка встречаются темные поры размером 1,37–2,09 мкм, которые разрешаются при больших увеличениях (рис. 4).
а)
б)
Рис. 1. Перекрестием отмечены кобальтовая связка (а) и карбид (б), с которых сняты спектры
О 2 4 6 8 10 12 14 16 18 20
Полная шкала 1239 имп. Курсор: 0.000 кэб кэВ
а)
б)
Рис. 2. Рентгеновские спектры, снятые с прослойки кобальтовой связки (а) и карбидной частицы (б)
Металловедение и термическая обработка
а) б)
в)
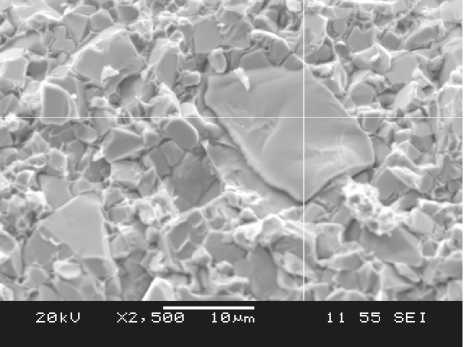
Рис. 3. Строение изломов вставок сплава ВК8: а – производитель А; б – производитель В; в – производитель С
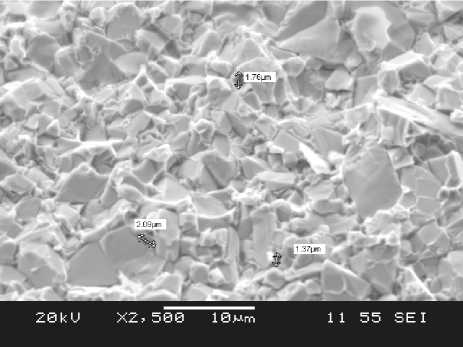
Рис. 4. Темные поры и их размеры. Образец серии А
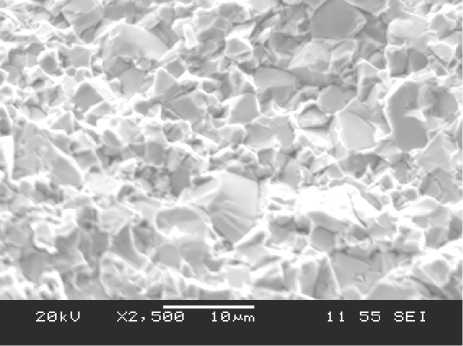
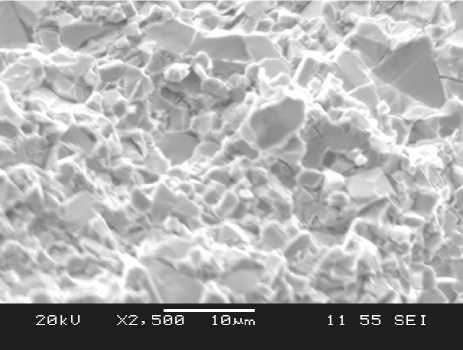
Для оценки р азмер о в к арбид н ых ч ас тиц п р ово ди л и съем ку п ри б о льш их уве ли чения х ( х 2500), ис пол ьз у я до 10 по л е й з ре ни я так, чтобы в н их попа дал и час т ицы ра з ны х ра з м е ров . Прим е ры и зломов, подвергавшихся с та т ис т иче с кой обра ботке , приведены на рис. 5.
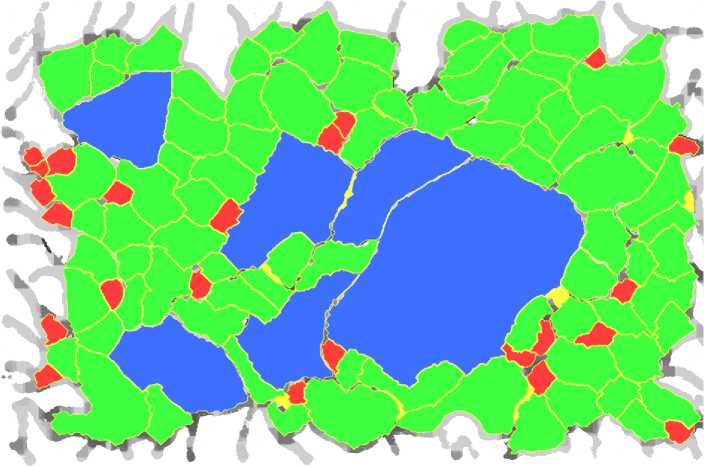
На основании анализа микроструктур опреде- лялись размеры карбидов с помощью специальной программы Thixomet. На рис. 6, а показаны результаты распределения частиц согласно их размерам в одном из ранее приведенных полей зрения: зерна раскрашены по-разному в соответствии с их диаметром. Ниже (рис. 6, б) приводится гистограмма распределения зерен по их размерам.
а)
б)
в)
Рис. 5. Строение изломов вставок сплава ВК8: а – производитель А; б – производитель В; в – производитель С
а)
Рис. 6. Распределение карбидных зерен по размерам в одном из полей зрения твердого сплава серии А (см. также с. 114)
Металловедение и термическая обработка
80 Объем. %
Размер частицы, мкм
б)
Рис. 6. Окончание
С тат ис т иче с к ие данные ра с пре де л ени я по размерам карбидных частиц в и зуче н ны х ма те риал ах в с ра вне н и и с тре бов ани ям и ГО С Т 44 11–79 приведены в табл. 2.
С у д я п о резу л ьтата м ис сл едов а н ия, в с е из дел ия , в ос нов ном , с оотв е тс тву ю т тре бов а н иям ГОСТ.
Пр о м ы ш лен н ы е ср авн и т ель н ые и сп ы т ани я резц о в р а зн ы х сер и й п р о во д и ли сь н а о д н о м и з ру дн и к о в ОАО « Ур алк а л и й» н а п р о хо д ч ес к о-оч и ст н ы х к о мб ай н ах т ип а « УР А Л -2Р», работающ их по пл а с та м ка л ийных руд и ка м енной с ол и, п о пр ог рам ме и м е т о дике , сос та в л е нных н а о с нов а нии т ре бова ний ГОСТ Р 51 0 47 –97 и РД 12.25.144–89 [3, 4].
Испытания проводились на резцах разных серий, при этом установка резцов производилась на режущие диски через один. Основные параметры и размеры резцов типа РС-14 приведены в табл. 3. Замена образцов осуществлялась после потери резца или полного износа твердосплавной вставки, а также в результате изгиба или поломки державки. В период испытания замена потерянных или вышедших из строя резцов резцами другого типа не проводилась.
В результате испытания установлено, что наиболее износостойкими оказались резцы партии А, расход которых составил 66 шт. на 1000 т породы, расход резцов С – 77 шт., а резцов В – 86 шт.
Сопоставляя результаты испытаний с характеристиками микроструктуры твердосплавных вставок, следует заметить, что стойкость породоразрушающего инструмента в значительной мере определяется массовой долей карбидной фазы оп-
Таблица 2
Характеристика микроструктуры (WC) вставок из сплава ВК8 разных производителей
|
Изделие |
Сплав |
Основное количество зерен |
Крупные зерна |
||
|
Величина, мкм |
Количество, % не менее |
Величина, мкм |
Количество, % не более |
||
|
А |
ВК8 |
1–2 |
50/59 |
6–20 |
10/9 |
|
В |
ВК8 |
1–2 |
50/60 |
6–20 |
10/15 |
|
С |
ВК8 |
1–2 |
50/53 |
6–20 |
10/10 |
Числитель – по ГОСТ 4411– 79, з н ам е на те л ь – результаты исследования.
Характеристика испытуемого инструмента
Таблица 3
Список литературы Исследование структуры и свойств твердосплавных вставок породорежущих резцов
- Конструкционные материалы: справ./под ред. Б.Н. Арзамасова. -М.: Машиностроение, 1990. -688 с.
- Панов, В.С. Технология и свойства спеченных твердых сплавов и изделий из них/И.С. Панов, А.М. Чувилин.-М.: Изд-во МИСИС, 2001. -216 с.
- ГОСТ 4411-79. Изделия твердосплавные для горного инструмента. -М.: ИПК Изд-во стандартов, 1998. -7 с.
- ГОСТ Р 51047-97. Резцы для очистных и проходческих комбайнов. -М.: ИПК Изд-во стандартов, 1997. -24 с.
