Исследование технико- экономических показателей работоспособности восстановленных МНП

Автор: Носов Николай Васильевич, Балакиров Сергей Николаевич, Нигматуллин Альмир Рафаэлевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2020 года.
Бесплатный доступ
В статье приводятся результаты исследования технико-экономических показателей работоспособности восстановленных МНП при обработке сталей. В качестве оценки работоспособности режущей грани пластины принимались два критерия оценки: скорость потери стоимости грани Kм в €/см3 и стоимость снятия 1 м3 стружки S(1м3) в € при чистовом и черновом точении. Разработана методика получения максимальной производительности процесса при минимальной стоимости восстановленных пластин. Проведены сравнительные испытания покупных и восстановленных пластины в опытно-промышленных условиях. В результате проведённых экспериментальных исследований установлено, что при чистовом точении потеря стоимости грани пластины Kм в 3-4 раза ниже у восстановленных пластин, чем у покупных. При работе на черновых режимах восстановленные пластины критерий Kм в 2-2,5 раза меньше.
Точение, режимы резания, форма передней поверхности, покрытие, многогранные неперетачиваемые пластины, восстановление, износостойкость, технико-экономические критерии
Короткий адрес: https://sciup.org/148312657
IDR: 148312657 | УДК: 621.951.1 | DOI: 10.37313/1990-5378-2020-22-3-56-61
Study of technical and economic performance indicators of restored MNP
The article presents the results of the study of technical and economic performance indicators of restored MNP in the processing of steels. As an assessment of the performance of the cutting edge of the plate, two evaluation criteria were taken: the rate of loss of the value of the face Km in € / cm3 and the cost of removing 1 m3 of chips S (1m3) in € during finishing and rough turning. The technique of obtaining the maximum performance of the process at the minimum cost of recovered plates is developed. Comparative tests of purchased and restored products in experimental and industrial conditions were carried out. As a result of the conducted experimental researches it is established that at final turning loss of cost of a face of a plate Km is 3-4 times lower at the restored plates , than at purchased. When working on rough modes restored plates criterion Km in 2-2. 5 times less.
Текст научной статьи Исследование технико- экономических показателей работоспособности восстановленных МНП
Одним из существенных способов снижения себестоимости продукции является применение высокопроизводительного и вместе с тем максимально дешёвого режущего инструмента [1-4]. Поскольку производительность и дешевизна понятия противоположные (применительно к инструменту), то всегда существует необходимость поиска «оптимального» варианта. Оценка эффективности МНП связана с тем , что на рынке представлено огромное количество фирм-производителей данного металлорежущего инструмента. Большое число МНП требуют конкретного подхода к оценке конкурентности их применения на различных технологических операциях [5]. Практика использования пластин показывает, что в зависимости от глубины резания t при черновых, получистовых и чистовых режимах резания эффективность их применения изменяется [6].
Рассмотрим применение МНП при чистовой и черновой обработке стали 09Г2С на токарнокарусельном станке с ЧПУ 1А512Ф3.
Чистовая обработка соответствовала производительности Q от 20 см3/мин до 50 см3/мин с
режимами: Vр = 200 м/мин , s = от 0.2 мм/об до 0,5 мм/об , t = 0,5 мм ;
Черновая обработка позволяет получать Q от 70 см3/мин до 180 см3/мин , что соответствует следующим режимам: Vр = 120 м/мин , s = от 0.2 мм/ об до 0,5 мм/об , t = 3 мм .
Производительность процесса Q см3/мин определялась как:
Q = Vр.s.t, где Vр – скорость резания, м/мин; s – подача мм/ об; t – глубина резания, мм.
Для оценки эффективности процесса точения определялась экономическая целесообразность использования МНП по двум критериям:
-
- скорость потери стоимости грани Kм в €/см3 ;
-
- стоимость снятия 1 м3 стружки S(1м3) в €.
Величина Kм показывает сколько средств, вложенных в покупку режущей грани, теряется после снятия каждого 1 см3 материала и рассчитывалась по следующей формуле:
K м = Si / Q . t ст , где Q , скорость снятия стружки (производительность), см3/мин ;
-
t ст , стойкость одной грани пластины , мин ;
Si , цена каждой режущей грани (кромки) пластины, €.
Стойкость испытуемой режущей грани определялась как:
tcm = Vм / Q , мин, где Vм – объём стружки, снятый одной гранью с каждой обработанной заготовки в см3.
Величина Vм= 500 π ( d1 + d2) . t . l (см3) , где d1 и d2- диаметры заготовки до и после обработки в мм , l – длина обработанной поверхности в мм, t – в мм.
Зная рыночную стоимость пластины, а также зная количество режущих граней (кромок) режущего инструмента, вычисляется стоимость одной грани как отношение стоимости инструмента к количеству его граней.
Si=S/n, где S – рыночная стоимость пластины от производителя;
-
n – количество режущих кромок.
Величина S ( 1м3 ) показывает сколько финансовых средств придётся затратить производству, чтобы удалить лишний материал (припуск) суммарным объёмом 1 м3 с заготовок из одинакового материала, если работать пластиной Si со стойкостью tст и производительностью Q на станке при стоимости одного нормочаса работы станка Sнч .
S ( 1м3 ) = 106/Q(Sнч /60 + Si/tст), € .
Амортизация станка и труд наладчика по замене МНП включены в стоимость нормочаса.
Сравнение S(1м3) и Км полученных при производственных испытаниях позволит выявить наиболее эффективный инструмент (МНП), который работает как с максимальной производительностью, так и с минимальной стоимостью.
МЕТОДИКА ОЦЕНКИ ЭФФЕКТИВНОСТИ МНП
Предложена методика получения максимальной производительности процесса точения при минимальной стоимости инструмента от применения покупных, восстановленных непе- ретачиваемых пластины с покрытием и без него в опытно-промышленных условиях [7- 9 ].
Следует отметить, что в данной методике не учитывались следующие факторы: жёсткость СПИД, качество СОЖ, износ оборудования, человеческий фактор, стабильность физико-химических свойств металла и пр.
Проведены серии экспериментов, в которых устанавливали единые режимы чистового точения для покупных, восстановленных не-перетачиваемых пластины с покрытием и без него: глубиной резания t = 0,5 мм, подачей s = 0,2 – 0,5 мм/об , скоростью резания Vр= 200 м/ мин . Средняя стоимость 1-го нормочаса работы токарно-карусельном станке с ЧПУ 1А512Ф3 составила Sнч = 73 € .
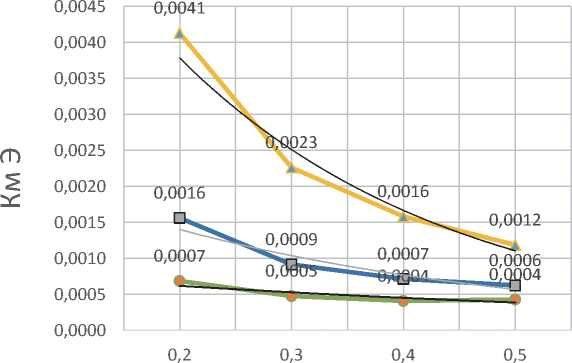
Исходные данные расчета Км при производительности Q1 = 20 см3/мин :
Покупная пластина №1 - стоимость грани Sia =1.9 € .
Переточенна я пластина (без покрытия) №2 стоимость грани Sia =0,34 €.
Переточенная пластина (с покрытием) №3 со стоимостью грани Sia =0,69 € .
Результаты испытаний пластин приведены на рисунках 1, 2.
Из приведенных данных видно, что с увеличением подачи стойкость покупных пластин увеличилась с 22 до 32 мин, а стойкость восстановленных уменьшилась с 25 до 16 мин. Применение покрытия из TiN для восстановленных пластин повысило стойкость на 15-25 %.
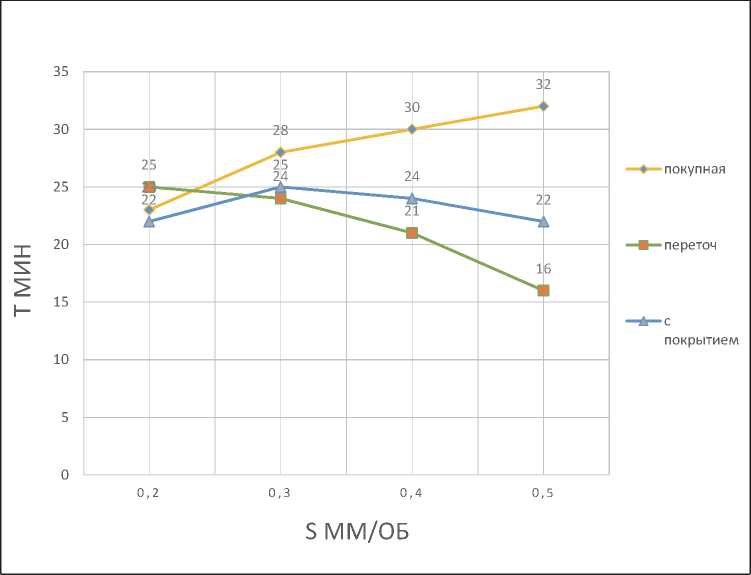
Рис. 1. Влияние подачи s на стойкость инструмента при чистовых режимах резания: t = 0,5 мм, Vр=200 м/мин
* поку
• пере томе иная
Список литературы Исследование технико- экономических показателей работоспособности восстановленных МНП
- Хает Г.Л. Прочность режущего инструмента. М.: Машиностроение. 1975. С.168.
- Сахаров Г.П., Арбузов О.Б., Боровой Ю.Л., Гречишников В.А. Киселев A.C. Металлорежущие инструменты. М.: Машиностроение, 1989. - 327 с.
- Каталог фирмы Сандвик Коромант "Токарные инструменты" 2015 г.
- Каталог фирмы Хертель 2015 г.
- Кушнер B.C. Основы теории стружкообразования, (Учебное пособие). Омск: ЮмГТУ. 1996, 130 с.
- Скуратов Д.Л. Формообразование поверхностей деталей. Обработка материалов резанием. Ч.: учеб. пособие / Д.Л. Скуратов, В.Н. Трусов, Т.Н. Андрюхина.Самара: Самар. гос. техн. ун-т, 2011.- 175 с.
- Попова А.Ю., Радченко Д.С., Васильева Е.В. Повышение эффективности использования современных инструментов со сменными твердосплавными пластинами за счет их вторичного ресурса // Вестник УГАТУ. 2012. Т. 16. № 4. С. 46-51.
- Грачев С.И. Повышение адгезионной связи износостойких покрытий с твердосплавным инструментом за счет оптимизации процесса подготовки поверхностей: дисс. … канд. техн. наук. - М.: МГТУ "Станкин", 2003. - 156 с.
- Григорьев С.Н. Методы повышения стойкости режущего инструмента. - М.: Машиностроение, 2011. -368 с.
