Исследование усадки стружки при токарной обработке сталей восстановленными пластинами

Автор: Носов Николай Васильевич, Балакиров Сергей Николаевич, Трофименко Никита Григорьевич, Тихонов Ярослав Романович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.22, 2020 года.
Бесплатный доступ
В статье приводятся результаты исследования деформации срезаемого слоя при обработке сталей восстановленными МНП. Сравнение усадки стружки при черновом точении сталей показало, что большое значение на величину усадки оказывают режимы обработки. Так, с увеличением глубины резания с 1 мм до 2.5 мм усадка стружки для пластин фирмы Sandvik Coromant уменьшается с 2,9 до 2,6, а для восстановленных увеличивается с 1,8 до 2.0. Повышение подачи с 0.1 до 0,5 мм/обор. уменьшает усадку стружки с 3,5 до 2,9 для новых пластин и с 2,4 до 1,8 для восстановленных. Это связано с тем , что на процесс с пластической деформации большое влияние оказывает форма передней поверхности восстановленных пластин, которая в данном случае соответствует оптимальным условиям образования стружки. В результате проведённых экспериментальных исследований установлено, что полученная форма передней поверхности пластин обеспечивает устойчивое стружколомание и стружкозавивание.
Точение, режимы резания, форма передней поверхности, покрытие, многогранные неперетачиваемые пластины, восстановление, износостойкость, усадка стружки
Короткий адрес: https://sciup.org/148312649
IDR: 148312649 | УДК: 621.951.1 | DOI: 10.37313/1990-5378-2020-22-3-127-131
Research of shrinking of chip under turning of steels by restored plates
The article presents the results of a study of the deformation of the shear layer during the treatment of steels with reduced MNE. Comparison of shrinkage shavings during rough turning of steels showed that processing modes have a great value on the shrinkage value. So, with an increase in the cutting depth from 1 mm to 2.5 mm, chip shrinkage for Sandvik Coromant inserts decreases from 2.9 to 2.6, and for reduced ones it increases from 1.8 to 2.0. Feed increase from 0.1 to 0.5 mm / rev. reduces chip shrinkage from 3.5 to 2.9 for new inserts and from 2.4 to 1.8 for reconditioned ones. This is due to the fact that the process of plastic deformation is greatly influenced by the shape of the front surface of the restored plates, which in this case corresponds to the optimal conditions for chip formation. As a result of experimental studies, it was found that the obtained shape of the front surface of the plates provides stable chip breaking and chip cutting.
Текст научной статьи Исследование усадки стружки при токарной обработке сталей восстановленными пластинами
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
Обработка резанием – процесс формообразования деталей в результате срезания определенного слоя материала. Это сложный физико-механический процесс, характеризуемый упруго-пластическим деформированием обрабатываемого материала. Свидетельством пластических деформаций служит изменение размеров стружки в сравнении с параметрами срезаемого слоя. Это явление, характеризующее степень пластической деформации и называется усадкой стружки. Величину усадки принято характеризовать коэффициентами усадки, под которыми подразумеваются отношения соответствующих линейных размеров стружки и срезаемого слоя. Усадка также характеризует изменение размеров стружки по сравнению с размерами срезаемого объема материала заготовки, и до некоторой степени характеризует условия протекания процесса резания: чем меньше пластическая деформация, более благоприятны условия стружкоо-бразования [1].
Тихонов Ярослав Романович, студент.
На практике чаще всего пользуются продольной усадкой стружки. Для исследования процесса и дальнейшего анализа определяют усадку стружки как толщину стружки sстр к толщине срезаемого слоя определяемое через минутную подачу s мм/об, и ширину стружки tстр к назначенной глубине резания t мм (рис. 1).
Для экспериментальных исследований влияния режимов резания на коэффициент усадки стружки воспользуемся выражением из [2]:
K l = K a K b e о , где Ka – коэффициент усадки стружки по толщине Ka = sстр /s;
Kb – коэффициент усадки стружки по ширине Kb = tстр /t;
e о – коэффициент сплошности стружки (для сливной стружки – 0,9)
Учитывая вышесказанное, были проведены экспериментальные исследования влияния режимов резания на коэффициент усадки при
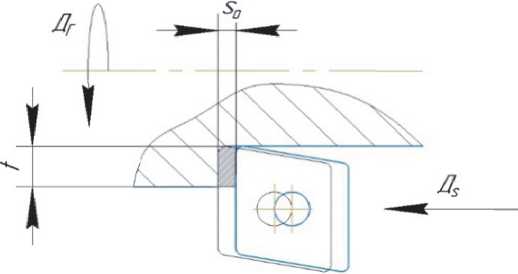
Рис. 1. Оценка размерных параметров стружки получистовых и черновых режимах обработки, для покупных и восстановленных пластин с покрытием и без него. Для исследование усадки стружки была выбрана форма пластин МНП , которая применяется при обработке деталей на станках с ЧПУ [ 3-5].
Образованная стружка в процессе точения имеет различный профиль кривизны и для определения ее размерных параметров используют широкий спектр универсального мерительного инструмента – от инструментальных микроскопов до толщиномеров.
Для измерений стружки использовался ШЦ–1–100 с точностью измерения 0,05 мм ГОСТ 166-89. После каждого эксперимента отбиралось по десять образцов стружки. Проводились замеры параметров и находились средние значения.
Исследования проводились на токарно-винторезном станке 1К62 при продольном точении проходными резцами фирмы МНП Sandvik
Coromant PCLNR2525M-12, оснащенного твердосплавными сменными пластинами CNMG 12 04 08 CT35MС трёхкомпонентным покрытием (TiCN+Al2O3+TiN) [ 6-8 ].
В процессе исследования применялась заготовка диаметром 150 мм из стали 45 HB 200 (см. рис.2).
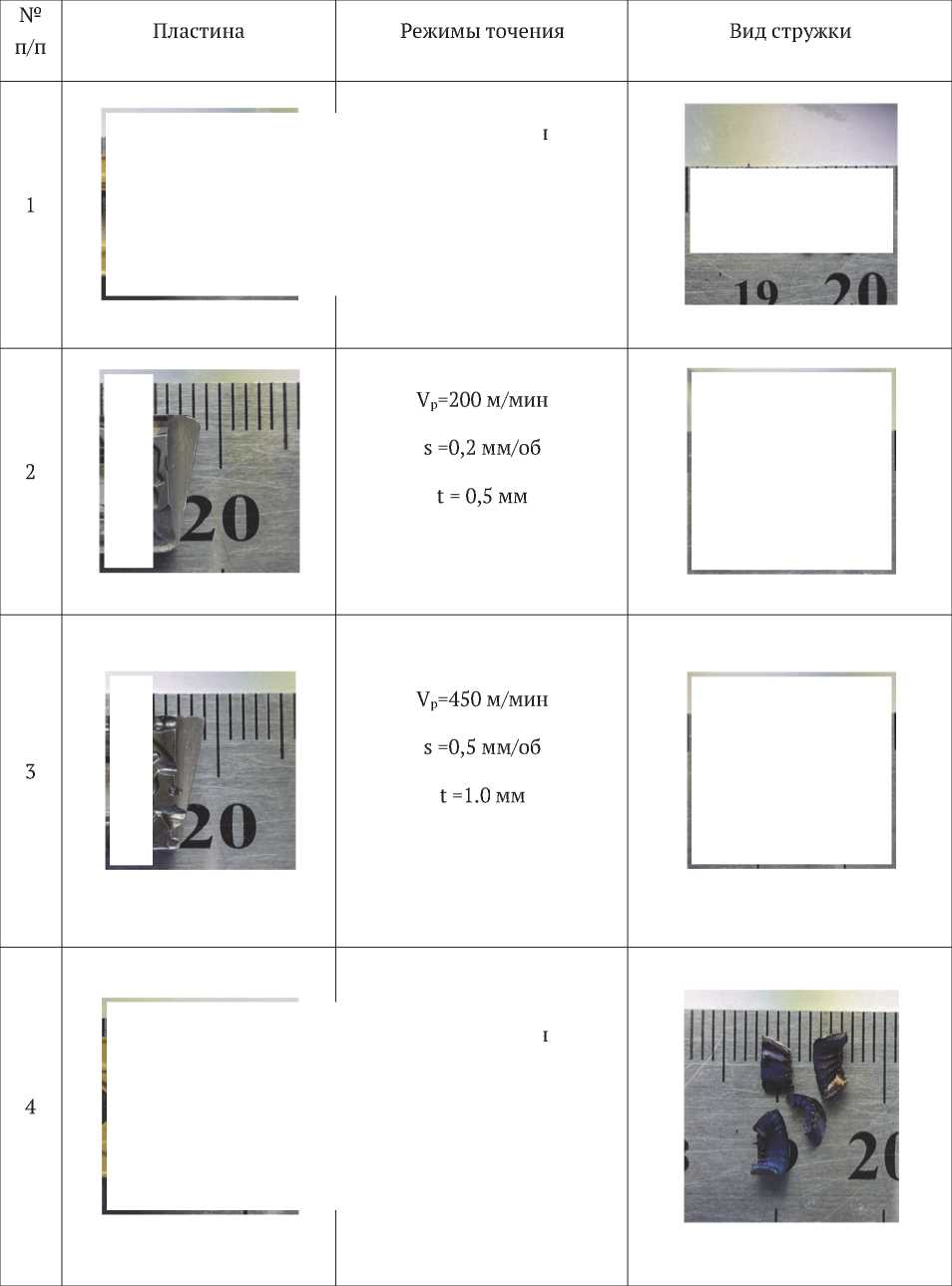
В табл. 1 приведены формы пластин и стружек в зависимости от режимов обработки при черновом и получистовом точении: 1,4 – пластины фирмы «Sandvik Coromant», 2,3 – восстановленные пластины.
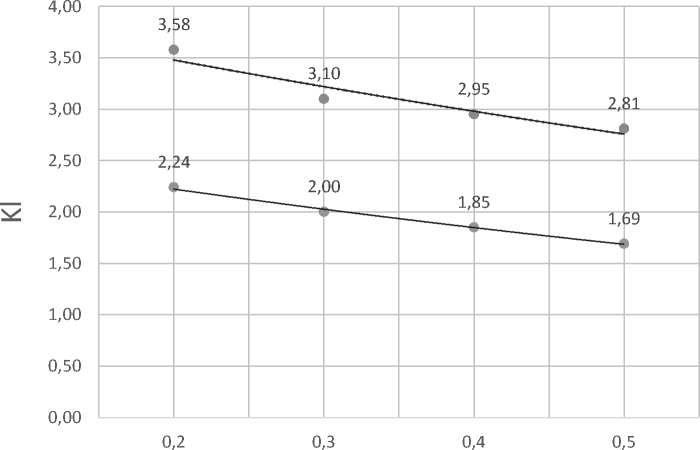
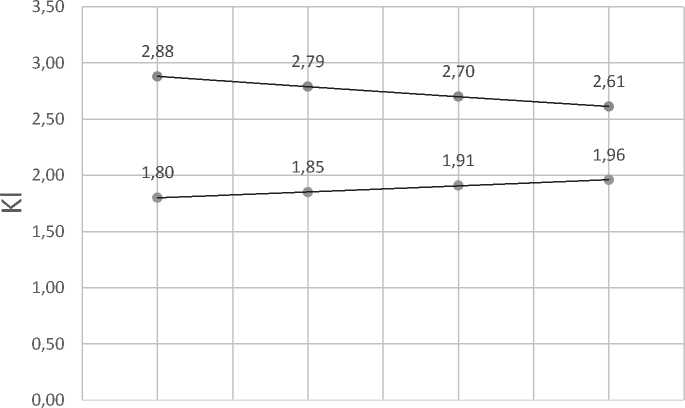
На рис. 3-5 показаны результаты расчета коэффициента усадки стружки в зависимости от величины подачи для скоростей резания V р= 200 м/мин, V р= 450 м/мин.
Исследованиями установлено, что с увеличением подачи усадка стружки уменьшается (рис.3,4). При точении восстановленными пластинам усадка стружки уменьшается на 60–80%

Рис. 2. Процесс испытаний твердосплавных пластин
• покупные
• переточенные
s, мм/об
Рис. 3. Зависимость коэффициента усадки стружки от подачи ( t = 0,5 мм; Vр = 200 м/мин)
Таблица 1. Формы пластин и стружек в зависимости от режимов обработки при черновом и получистовом точении





о
V p =450 м /мин
s =0,5 мм/об
t = 1, 0 мм




Vp=450 м /мин
s =0.5 мм/об
t = 2. 5 мм


по сравнению с новыми пластинами. С увеличением скорости резание с 200 м/мин до 450 м/мин усадка стружки несколько увеличивается на 3–5 %. В тоже время разница усадки стружки составила 40–50%. Это связано с тем, что с увеличением скорости резания увеличилась температура процесса точения.
Большое влияние на усадку стружки оказы-
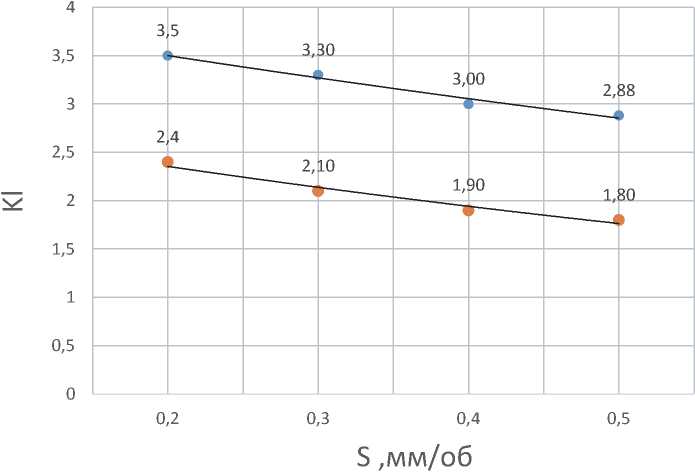
Рис. 4. Зависимость коэффициента усадки стружки от подачи ( t = 1 мм; Vр = 450 м/мин)
е покуп.
• переточ.
1 1,5 2 2,5
• покуп.
• переточ.
Список литературы Исследование усадки стружки при токарной обработке сталей восстановленными пластинами
- Кушнер B.C. Основы теории стружкообразования: учебное пособие. Омск.: ЮмГТУ. 1996, 130 с.
- Скуратов Д.Л. Формообразование поверхностей деталей. Обработка материалов резанием. Ч.: учеб. пособие./ Д.Л. Скуратов, В.Н. Трусов, Т.Н. Андрбхина. - Самара: Самар. гос. техн. ун-т, 2011. - 175 с.
- Сборный твердосплавный инструмент / Г.Л. Хает, В.Н. Гах, К.Г. Громаков и др. М.: Машиностроение, 1989. С. 256.
- Сахаров Г.П., Арбузов О.Б., Боровой Ю.Л., Гречишников В.А. Киселев A.C. Металлорежущие инструменты. М.: Машиностроение, 1989. - 327 с.
- Каталог фирмы Сандвик Коромант "Токарные инструменты". 2015 г.
- Попова А.Ю., Радченко Д.С., Васильева Е.В. Повышение эффективности использования современных инструментов со сменными твердосплавными пластинами за счет их вторичного ресурса // Вестник УГАТУ. 2012. Т. 16. № 4. С. 46-51.
- Грачев С.И. Повышение адгезионной связи износостойких покрытий с твердосплавным инструментом за счет оптимизации процесса подготовки поверхностей: дисс. … канд. техн. наук. - М.: МГТУ "Станкин", 2003. - 156 с.
- Григорьев С.Н. Методы повышения стойкости режущего инструмента. - М.: Машиностроение, 2011. -368 с.
