Исследование влияния формы обрабатываемого канала на течение рабочей среды при абразивно-экструзионной обработке

Автор: Левко В.А., Лубнин М.А., Снетков П.А., Пшенко Е.Б., Турилов Д.М.
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 4 (25), 2009 года.
Бесплатный доступ
Проведены визуальные исследования характера потока рабочей среды как абразивного инструмента. Установлена степень влияния формы обрабатываемого канала и местных сопротивлений на особенности течения. Разработаны рекомендации по выравниванию условий обработки.
Абразивно-экструзионная обработка, повышение качества поверхности, течение абразивной рабочей среды, визуальные исследования, местные сопротивления, форма поперечного сечения
Короткий адрес: https://sciup.org/148176020
IDR: 148176020 | УДК: 621.924
Research on the influence of the canal finishing shape on the flow in media for abrasive flow machining processes
The authors give a visual research on the nature of flow in media and the abrasive tools. The influence of finishing canal shape and form on losses for the flow characters has been established. The researchers have also developed guidelines for leveling processing conditions.
Текст краткого сообщения Исследование влияния формы обрабатываемого канала на течение рабочей среды при абразивно-экструзионной обработке
Анализ конструктивных особенностей деталей летательных аппаратов (ЛА) выявил широкую номенклатуру каналов с сечениями различной формы, а также наличие различных местных сопротивлений типа лопатки, выступа и т. п.
Установлено 28 типовых элементов с различной геометрической формой сечения, которые встречаются в деталях ЛА.
Визуальные исследования заключалась в фиксировании процесса течения рабочей среды (РС) в каналах раз-
Работа выполнена в рамках ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009–2013 гг. № 1121
личной конфигурации и обтекания ей различных местных сопротивлений, а также измерении давления РС на входе P вх и выходе P вых образца.
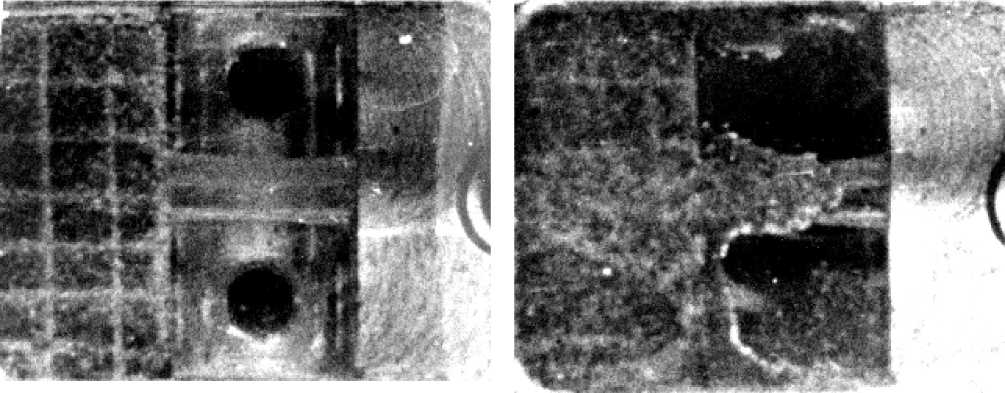
Для проведения визуальных исследований разработано устройство (рис. 1). Оно состоит из корпуса 1, в паз которого устанавливают образцы-имитаторы 2, крышки 3 и два переходника 4 и 5. Крышка 3 и корпус 1, соединенные между собой замковым соединением, образуют прямоугольный канал сечением 10 x 50 мм и длиной 130 мм. Крышка имеет окно 6 из органического стекла толщиной 20 мм. В корпусе 1 смонтированы два датчика давления 7 и 8. Переходники 4 и 5 обеспечивают плавный переход от круглого сечения в цилиндрах до прямоугольного в устройстве, а также закрепление его в установке.
Для проведения экспериментов использована РС следующего состава: каучук СКТ (ГОСТ 14680–74) – 48 %; фторопласт-4 – 2 %; черный карбид кремния 53С (величина зерна Ba = 250 мкм) – 50 %. Визуально РС данного состава имеет темно-серый цвет. На ее поверхность, помещенную в приспособлении, путем продавливания шаблоном наносится прямоугольная сетка размером 15 x 15 мм и глубиной до 2 мм, которая засыпается белым электрокорундом 25А с величиной зерна Ва = 250 мкм. Белая сетка имеет хорошую контрастность с поверхностью РС, что обеспечивает четкую фотографию. Схема нанесения (рис. 2) моделирует цепочки абразивных зерен. Съемка велась со скоростью 48 кадров в секунду на высококонтрастную негативную кинопленку.
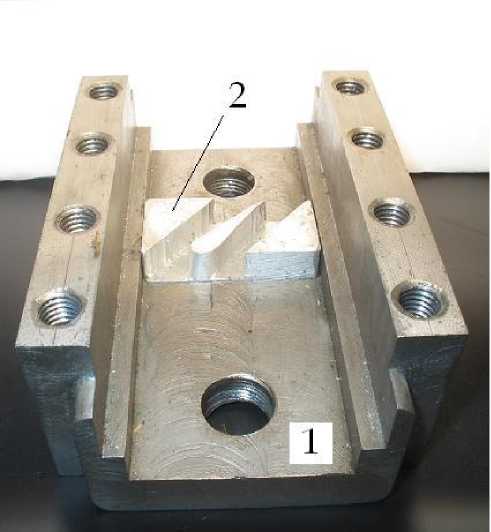
Рис. 2. Сетка на поверхности среды, моделирующая цепочки абразивных зерен
а
б
Рис. 1. Устройство для визуальных исследований процесса АЭО: а – корпус с образцом; б – схема устройства
На основе исследований характера течения на осциллограмме, кинопленке, по фотографиям и по царапинам на окошках 6 из оргстекла выявлены характерные особенности течения РС, оцениваемые и по степени деформации нанесенной сетки, и непосредственно наблюдением за потоком. Образцы и схемы потока РС в исследуемых каналах показаны на рис. 3. Стрелками показано направление течения, темным цветом – застойные зоны.
Каждый образец оказывает на поток определенное влияние, величину которого можно выразить коэффициентом местного сопротивления ξм .
^м = ^кв + Yc/Re, где ξкв – коэффициент конфигурации геометрии потока; γс – безразмерный градиент скорости; Re – число Рейнольдса.
Для случая АЭО yc ~ 0,01...0,1 и Re < 1. Отсюда можно принять ^м » ^кв. Следовательно коэффициент ξкв , характеризующий потери давления потока при прохождении через данный канал, будет определять и величину местных потерь потока при АЭО, т. е. £кв « Р вх /Рвых .
Результаты исследований показывают, что наибольшие потери давления поток испытывает в конусных каналах (№ 5…7). Коэффициент ξкв принимает значения 20,0...23,5.
Зубчатый венец с двенадцатью треугольными каналами (№ 28) создает перепад давления 5,2. Для каналов с различными лопатками (№ 17…26) ξкв изменяется от 1,8 до 2,1.
При обработке каналов с малым входным сечением (№ 3, 4) потери давления снижаются более чем в два раза, но величина коэффициента ξкв = 8,4...10,0 остается значительной. Если на входе в каналах с малым входным сечением есть скругления или фаски (№ 8, 9), то величина снижается до 3,4...3,7.
Для каналов с местными сопротивлениями (№ 10…15) значение ξкв имеет величину 1,4...3,0 в зависимости от вида сопротивления. Для трех параллельных каналов (№ 16) перепад давления составил 2,3.
Полученные значения ξкв могут быть использованы для оценки влияния формы сечения канала и вида местного сопротивления на перепад давлений рабочей среды при АЭО. Величина ξкв в данном случае является относительной, так как не учитывает потери давления по длине от датчика 7 до образца и от образца до датчика 8 (рис. 1).
На рис. 4–7 приведены фотографии, иллюстрирующие содержание фильма процесса течения среды через некоторые образцы. Направление течения слева направо.
Образец № 1 (рис. 4) представляет собой местное сужение канала от прямой щели к полуцилиндру. В начальный момент течения в центре канала среда, не встречая препятствия, начинает процесс сдвигового течения в полуцилиндр. При этом происходит деформация сетки – удлинение по оси течения и сжатие в поперечном направлении. В тех местах, где среда упирается в переднюю боковую поверхность образца, течение среды отсутствует.
В этот момент в среде происходит перестройка профиля течения РС и образуется две зоны с различными условиями деформирования. В зоне сдвигового течения наблюдается установившийся сдвиговый поток. Характер измене- ния сетки показывает наличие градиента скорости потока, который может быть описан гидродинамическими теориями. Напряжение упругой цепочки описывается преобразованной моделью Каргина–Слонимского–Рауза [1].
Во второй зоне наблюдается сжатие цепочки. Величина сжатия зависит от упругих свойств цепочки. Таким образом, в среде формируется две зоны с разными условиями деформирования. В первой зоне наблюдается напряжение растяжения, во второй зоне – напряжение сжатия.
При достижении определенного критического значения, происходит сдвиг среды зоны 1 относительно среды в зоне 2. Отчетливо просматривается граница между зонами 3. В этот момент окончательно формируется профиль потока и в зоне 1 напряжение растяжения переходит в режим сдвигового потока 4. Данный переход отчетливо прослеживается на осциллограммах.
Далее при перемещении поршня в рабочем цилиндре все большая часть РС увлекается из зоны 2 в поток. Однако непосредственно перед препятствием в зоне 2 формируется застойная зона. В исследуемом образце застойная зона не образуется, контакт РС осуществляется по всей поверхности исследуемого образца. Применение выравнивающих устройств не требуется.
При истечении среды из образца наблюдается эффект упругого восстановления струи, свидетельствующий о
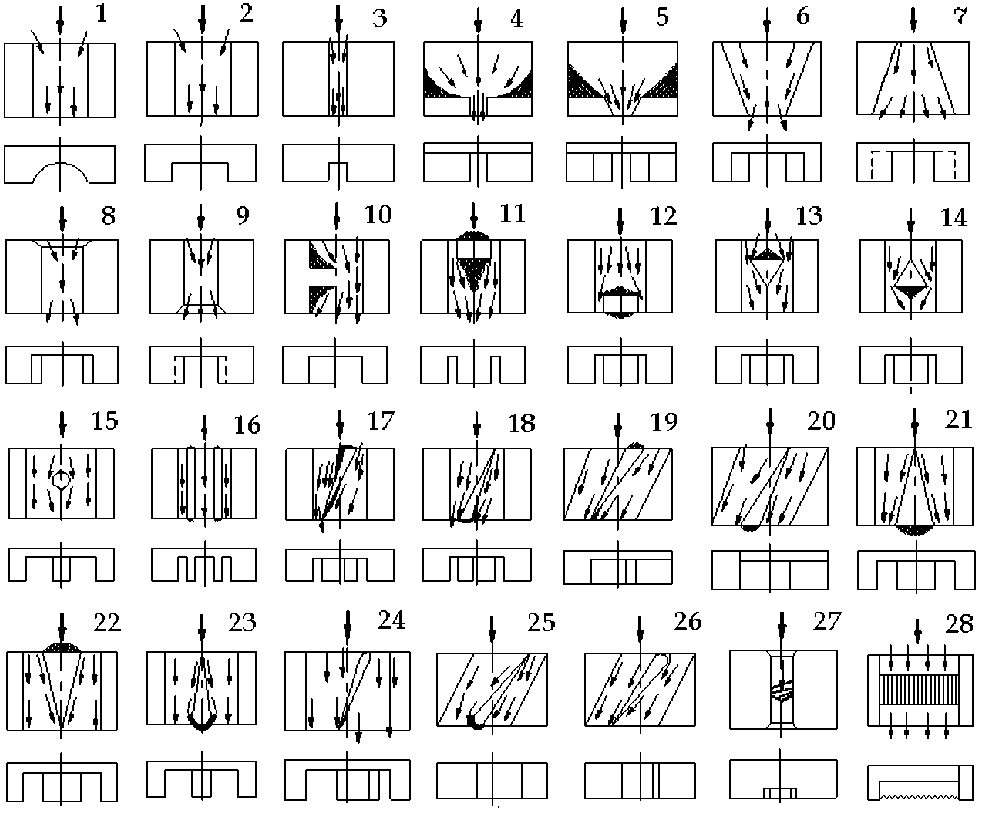
Рис. 3. Схема характера течения РС в каналах образцов
накопленных в потоке упругих деформациях. Этот эффект подробно описан ранее [2]. Особенно явно данный эффект проявляется при истечении из каналов малых размеров, например в образцах № 3, 4 и 5.
При течении среды в конусных каналах с переменной площадью поперечного сечения картина потока другая. Рассматривалось течение в диффузоре – образец № 6 (рис. 5) и в конфузоре – образец № 7 (рис. 6). Неравномерность обработки объясняется характером сдвигового течения среды в конусном канале.
При течении среды в диффузоре заметно уменьшение скорости в конусной части и плавная перестройка профиля потока. Нормальные напряжения накапливаются, а касательные уменьшаются. Давление в конусной части возрастает, а скорость потока и градиент скорости уменьшаются. При установившемся течении максимальное давление потока на стенку канала наблюдается в сечении с минимальной площадью, т. е. на выходной кромке канала. При таком движении потока возможно обеспечить равномерную обработку и съем металла
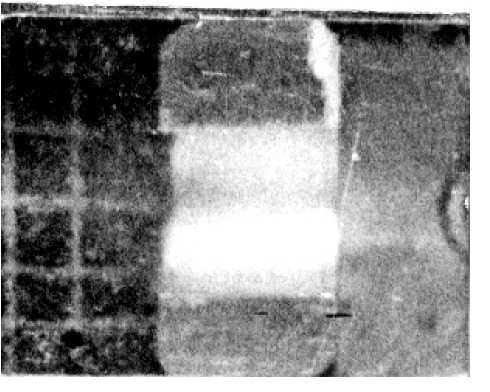
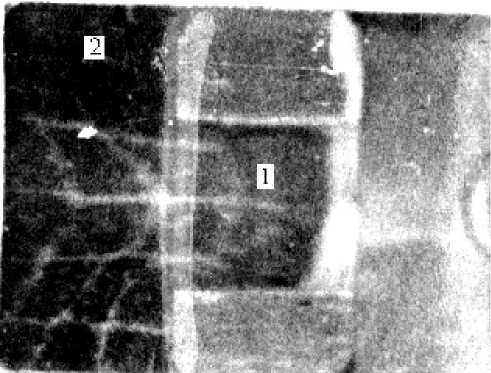
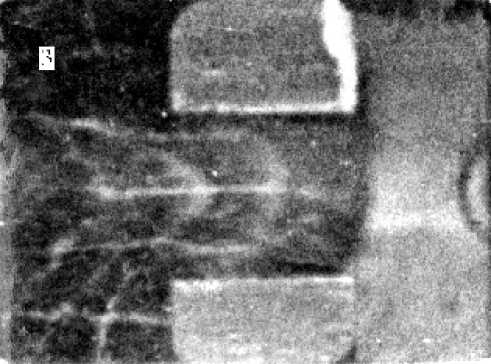
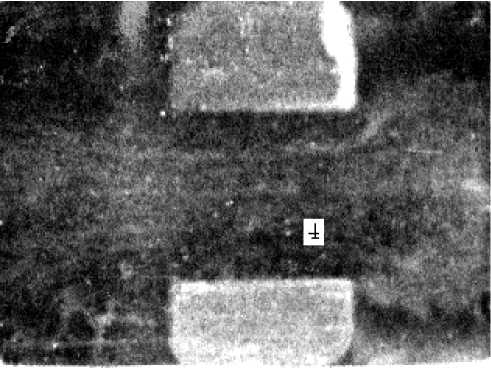
Рис. 4. Процесс течения в образце № 1
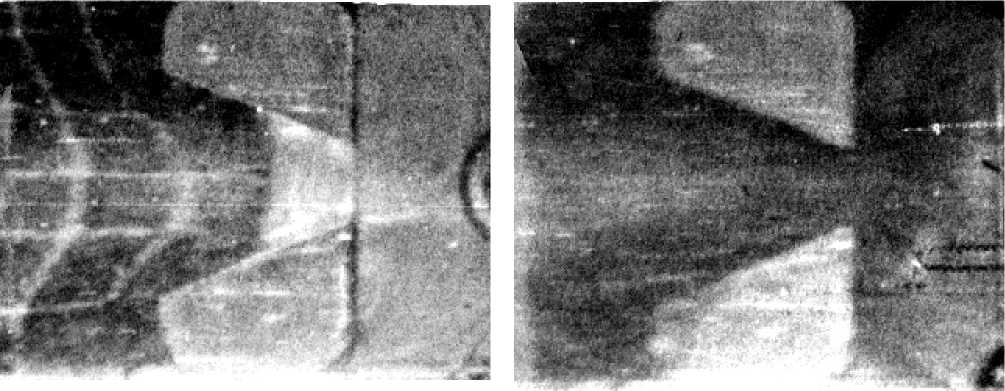
Рис. 5. Процесс течения в образце № 6 (диффузор)
в пределах заданного припуска в цилиндрической части канала.
При входе потока в конусную часть конфузора канала в первоначальный момент времени наблюдается отрыв потока высоковязкой среды от стенки канала. Этот явление наблюдается сравнительно небольшой промежуток времени 0,2…1,1 с.
В это же время, в среде происходит релаксация накопленных напряжений и начинает проявляться эффект упругого восстановления струи, т. е. увеличение ее размеров и постепенное заполнение всего объема обрабатываемого канала.
За переходной кромкой происходит мгновенный переход от стесненного течения к свободному истечению струи. В этот момент величина релаксации упругих деформаций, накопленных в среде при течении в цилиндрической части, максимальна. На переходной кромке, наблюдается максимальное значение давления потока на стенку обрабатываемого канала.
Равномерность обработки в конусном канале без применения специальных выравнивающих устройств добиться сложно, поскольку изменение профиля потока происходит непосредственно в обрабатываемом канале. В особый случай течения можно выделить однонаправленную АЭО диффузора.
В деталях ЛА встречаются конструктивные элементы, которые можно отнести к местным сопротивлениям. В данных исследованиях эти сопротивления представлены образцами № 10…15.
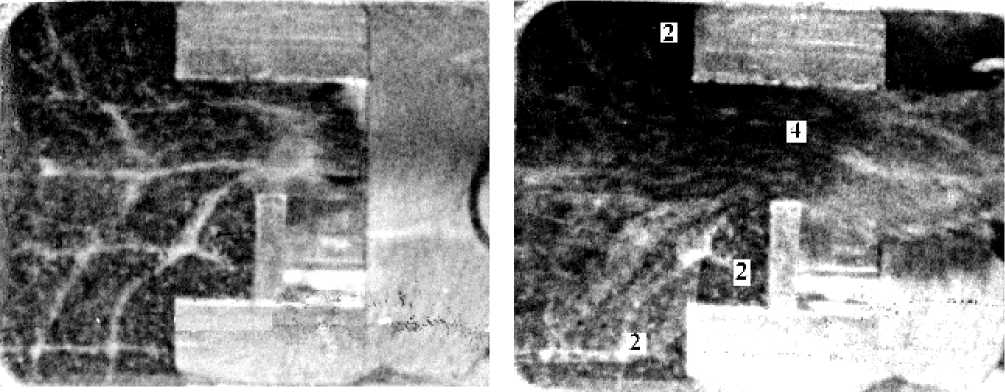
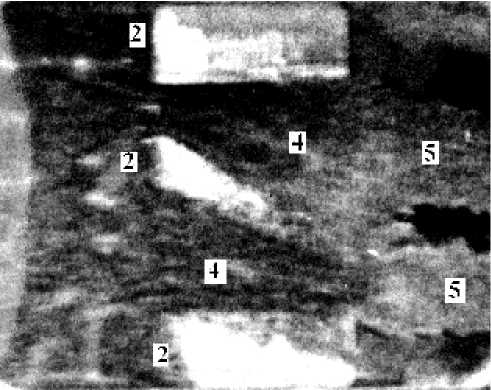
Течению в канале с боковой перегородкой (рис. 7), характерно смещение потока среды 4 от центральной оси канала. При этом на входе в канал возникает не две, а три зоны застоя 2. Две на входе в канал и одна перед перегородкой. За перегородкой наблюдается отрыв потока от стенки обрабатываемого канала. Вследствие эффекта упругого восстановления происходит постепенное заполнение всего объема исследуемого канала, в том числе и за перегородкой. После заполнения этого участка канала средой в нем возникает застойная зона. Основная часть потока скользит по границе этой зоны. Обрабатывается только поверхность перегородки, которая параллельна основному потоку.
Другой формой местного сопротивления, которое встречается в деталях ЛА, является прямоугольное сопротивление на входе и на выходе канала (рис. 8).
Особенностью течения в этом образце является разделение потока на две части. Формируются две зоны растяжения 1 и три зоны сжатия 2. Две из этих зон расположены сбоку от входа в обрабатываемый канал, а еще одна – на фронтальной поверхности прямоугольного сопротивления. После начала сдвигового течения образуется
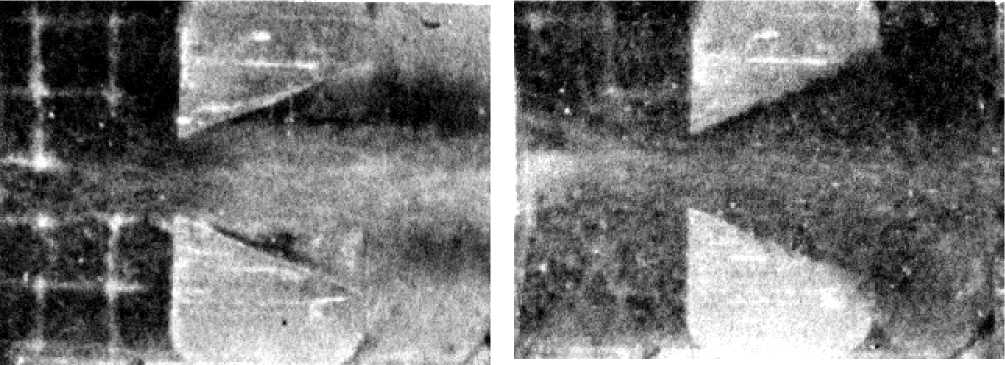
Рис. 6. Процесс течения в образце № 7 (конфузор)
две зоны течения 4 с образованием на выходе из канала зон упругого восстановления 5.
Для деталей ЛА характерно наличие нескольких параллельно расположенных друг относительно друга каналов, имеющих идентичные геометрические характеристики. Профиль потока формируется на входе в каналы (рис. 9). На плоских фронтальных кромках каналов образуются застойные зоны. Расходно-напорные характеристики потоков в каналах практически идентичны.
Основными конструктивными элементами деталей ЛА являются различные лопатки. В исследованиях лопатки представлены образцами № 17…26.
Течение в прямом прямоугольном канале с наклонной лопаткой с прямым основанием вперед (образец № 17) показано на рис. 10. Лопатка разбивает прямой прямоугольный канал на две части с переменной формой сечения. В этом случае в каналах режимы деформирования среды различные. В имеющей меньшее по пло-
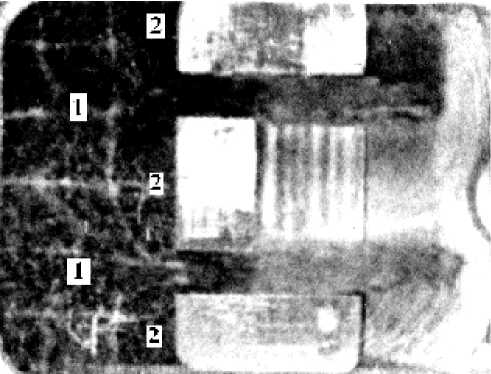
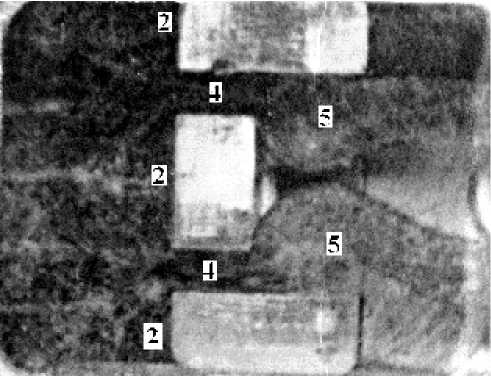
Рис. 8. Процесс течения в образце № 11 (препятствие на входе)
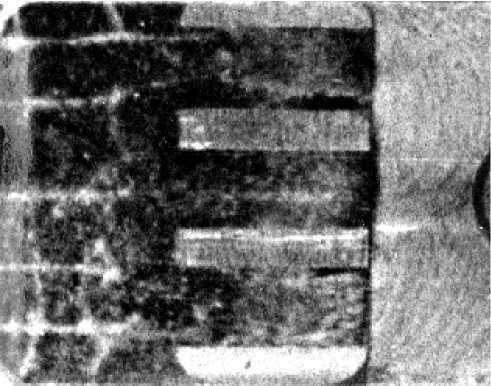
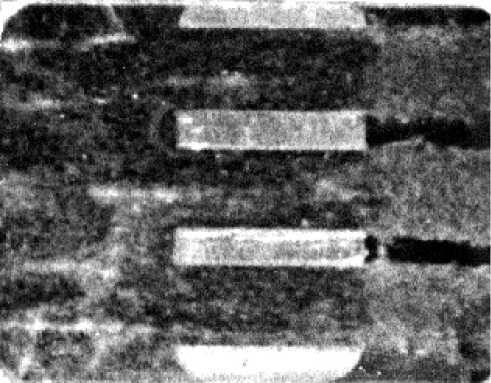
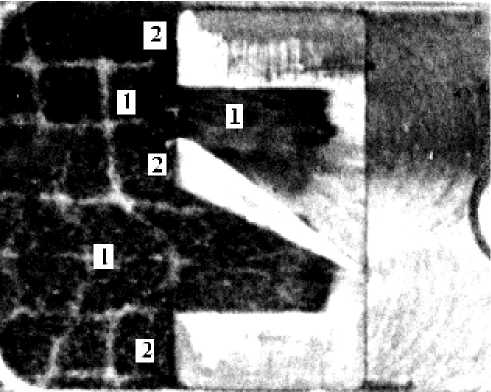
Рис. 9. Процесс течения в образце № 16 (параллельные каналы)
щади входной отверстие расширяющейся части канала наблюдается зона 1 деформация удлинения среды.
В имеющей большее сечение входного отверстия сужающейся части канала в центральной части наблюдается зона удлинения, которое к стенкам канала сменяется зоной сжатия. Застойные зоны 2 наблюдаются на поверхностях, перпендикулярных основному направлению деформирования среды.
После перестройки профиля в зонах деформации растяжения-сжатия происходит деформация 4 сдвигового течения среды с последующим эффектом упругого восстановления 5. Основная обработка происходит в сечениях, имеющих меньшую площадь.
Другая картина течения среды наблюдается при АЭО наклонных каналов, имеющих наклонные лопатки. Течение среды в наклонном канале с наклонной лопаткой с прямым основанием вперед – образец № 19 (рис. 11). Поскольку исследуемый канал имеет угол наклона относительно центральной оси рабочего цилиндра, меняется и направление течения.
Перестройка профиля потока среды происходит на входе в обрабатываемый канал. Образуется две зоны застоя 2 и две зоны растяжения 1. После достижения критического значения в зонах 1 растяжение сменяется течением сдвига и в двух частях канала также реализуется про- цесс сдвигового течения в зонах 4 с последующим упругим восстановлением среды в зоне 5.
Срыва потока с острой входной кромки не наблюдается. Обрабатывается вся поверхность канала, за исключением прямого основания лопатки на входе в канал. Размер застойной зоны 2 в течение всего процесса обработки не меняется.
В отдельную группу деталей ЛА относятся конструктивные элементы, имеющие каналы большой длины L к и малые поперечные сечения S сеч с соотношением L к/ S сеч >> 1. При течении через малое сечение (рис. 12) в канале произошло образование комплекса зерен, препятствующего течению сдвига.
Поршень рабочего цилиндра не смог обеспечить необходимую величину напряжения сдвига и произошло заклинивание абразивного инструмента. Для АЭО таких каналов необходимо использовать РС специальных составов с пониженной вязкостью.
В результате исследований конструктивные элементы по условиям обработки можно разделить на пять групп.
К первой группе относятся каналы с постоянной формой поперечного сечения (№ 1...4, 8, 9, 28), которое не влияет на поток. Они имеют небольшие значения коэффициента конфигурации потока ξкв . Фаска на входе в
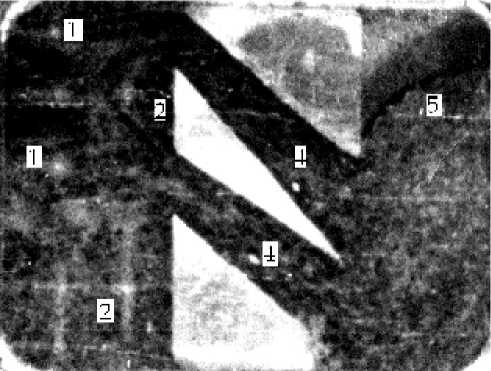
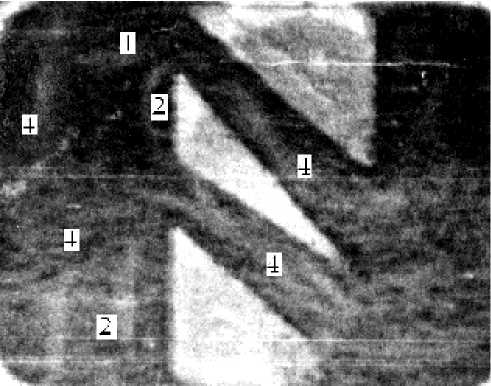
Рис. 11. Процесс течения в образце № 19
канал (№ 8) обеспечивает более плавный вход РС в канал, снижая коэффициент ξкв . Так, у канала с фаской (№ 8) = = 3,4 меньше, чем у подобного канала (№ 9) с фаской на выходе = 3,7. Для таких каналов корректировка напряженно-деформированного состояния потока проводится по специальной методике.
Ко второй группе относятся конусные каналы, потери давления среды в которых максимальны. Для равномерной обработки таких каналов рекомендуется изменить режим течения от конуса к кольцевой щели (№ 5…7) или применять однонаправленную АЭО (№ 6).
В третьей группе, включающей себя каналы с местными сопротивлениями, при АЭО остаются необработанными поверхности, расположенные перпендикулярно потоку (№ 10...15). Для их обработки необходимо изменить направление потока за счет выравнивающих устройств.
Для равномерной обработки каналов с лопатками, которые относятся к четвертой группе (№ 16…26), необходимо обеспечить равномерный расход среды в каждом из каналов, за счет формирования профиля потока на входе в эти каналы.
В пятую группу отнесены микроотверстия, требующие применения рабочих сред с пониженной эффективной вязкостью и малой дисперсностью абразивного наполнителя (№ 27).
При анализе движения отдельных абразивных зерен в потоке среды установлено, что они перемещаются по линиям тока. При установившемся течении расстояние между соседними зернами не изменяется. Тем самым подтверждается предположение об образовании в потоке упругой цепочки [1]. Установлено, что зерно, контактирующее с обрабатываемой поверхностью, в потоке совершает вращательное движение. В ходе исследований образование вихрей РС возле стенок или в потоке при течении в канале не наблюдалось.
Исследования позволили определить характер потока РС в каналах различной конфигурации и учитывать его при расчете шероховатости обработанной поверхности и производительности АЭО по разработанной ранее методике [3].
