Исследование влияния режимов резания на выходные параметры при точении фрезерованием быстрорежущей стали

Автор: Матлыгин Г. В., Савилов А. В., Пятых А. С., Тимофеев С. А.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 т.22, 2022 года.
Бесплатный доступ
Введение. Рассматривается вопрос повышения эффективности процесса лезвийной обработки изделий из порошковой быстрорежущей стали. Предлагается использовать точение фрезерованием как альтернативу классической токарной обработке. Показаны преимущества данного метода. Дан обзор исследований, посвященных повышению качества поверхности деталей при точении фрезерованием. Целью работы явилось определение влияния режимов резания на шероховатость поверхности при ортогональном методе точения фрезерованием порошковой быстрорежущей стали монолитной фрезой.Материалы и методы. Применялись методы статистического анализа, основанные на создании математической модели прогнозирования микрогеометрических отклонений обрабатываемой поверхности. Метод экспериментального исследования использовался для проверки адекватности математической модели. Планирование эксперимента производилось по некомпозиционному плану, предложенному Боксом и Бенкиным. Эксперимент осуществлялся на токарном обрабатывающем центре с приводным инструментом. В качестве материала образцов для проведения эксперимента была применена порошковая быстрорежущая сталь BÖHLER S390 MICROCLEAN. В качестве режущего инструмента применена монолитная твердосплавная фреза. В ходе эксперимента варьировались скорость резания, ширина фрезерования и подача на зуб. Измерение шероховатости обработанной поверхности производилось контактным профилометром.Результаты исследования. Разработана математическая модель формирования шероховатости поверхности в зависимости от параметров обработки. В ходе экспериментов определено влияние скорости резания, подачи инструмента и радиальной глубины резания на шероховатость обработанной поверхности. Установлено, что зависимость шероховатости от подачи имеет линейный характер на всём исследуемом диапазоне режимов резания. В свою очередь зависимость шероховатости от скорости резания и ширины резания имеет параболический характер. Полученные результаты позволяют достигать шероховатости обработанной поверхности Ra = 1,85 без снижения производительности обработки.Обсуждение и заключения. Разработанная математическая модель отражает влияние режимов резания на шероховатость поверхности при точении фрезерованием быстрорежущей стали монолитной фрезой. Результаты проведённых исследований могут быть использованы для определения оптимальных режимов резания, обеспечивающих заданное качество поверхности при изготовлении реальных деталей в производственных условиях. Продолжение исследований рекомендуется проводить с контролем дополнительных выходных параметров, таких как температура и вибрация. Уменьшение влияния регенеративных автоколебаний на шероховатость обработанной поверхности можно достичь за счёт назначения режимов резания на базе результатов модального анализа технологической системы.
Точение фрезерованием, твердосплавная фреза, шероховатость, быстрорежущая сталь, моделирование процесса резания
Короткий адрес: https://sciup.org/142235257
IDR: 142235257 | УДК: 621.914.1 | DOI: 10.23947/2687-1653-2022-22-2-99-106
Study of the effect of cutting modes on output parameters under high-speed steel turn-milling
Introduction. The article elucidates increasing the efficiency of turn-milling of powdered metal high-speed steel products. Turn-milling can be used as an alternative to the traditional turning method. The article describes advantages of the turn-milling method. A review of studies devoted to improving the surface quality of parts when turning by milling is given. The work aims at determining the effect of cutting modes on the surface roughness by the orthogonal turning method through milling powdered high-speed steel with a monolithic cutter.Materials and Methods. Statistical analysis methods based on the creation of a mathematical model for predicting microgeometric deviations of the treated surface were used. An experimental research method was applied to verify the adequacy of the mathematical model. The experiment was planned according to the non-composite design proposed by Box and Behnken. The experiment was carried out on a turning machining center with a driving tool. Powdered highspeed steel BÖHLER S390 MICROCLEAN was used as sample material for the experiment. A monolithic carbide milling cutter served as a cutting tool. During the experiment, the cutting speed, milling width, and feed per tooth varied. The roughness of the treated surface was measured by a contact profilometer.Results. A mathematical model of the formation of surface roughness depending on the processing modes was developed. During the experiments, the effect of cutting speed, tool feed, and radial cutting depth on the roughness of the treated surface was determined. It was established that the dependence of roughness on feed had a linear character over the entire investigated range of cutting modes. In turn, the dependence of roughness on the cutting speed and cutting width had a parabolic character. The results obtained allowed us to achieve the roughness of the treated surface Ra = 1.85 without reducing the processing performance. Discussion andConclusions. The developed mathematical model reflects the impact of cutting modes on the surface roughness when turning high-speed steel with a monolithic cutter. The results of the conducted research can be used to determine the optimal cutting modes that provide a given surface quality in the manufacture of real parts under the production conditions. It is recommended to continue the research with the control of additional output parameters, such as temperature and vibration. Reducing the effect of regenerative self-oscillations on the roughness of the treated surface can be reached through assigning the cutting modes based on the results of a modal analysis of the process system.
Текст научной статьи Исследование влияния режимов резания на выходные параметры при точении фрезерованием быстрорежущей стали
Введение. Рассматривается вопрос повышения эффективности процесса лезвийной обработки изделий из порошковой быстрорежущей стали. Предлагается использовать точение фрезерованием как альтернативу классической токарной обработке. Показаны преимущества данного метода. Дан обзор исследований, посвященных повышению качества поверхности деталей при точении фрезерованием. Целью работы явилось определение влияния режимов резания на шероховатость поверхности при ортогональном методе точения фрезерованием порошковой быстрорежущей стали монолитной фрезой.
Материалы и методы. Применялись методы статистического анализа, основанные на создании математической модели прогнозирования микрогеометрических отклонений обрабатываемой поверхности. Метод экспериментального исследования использовался для проверки адекватности математической модели. Планирование эксперимента производилось по некомпозиционному плану, предложенному Боксом и Бенкиным. Эксперимент осуществлялся на токарном обрабатывающем центре с приводным инструментом. В качестве материала образцов для проведения эксперимента была применена порошковая быстрорежущая сталь BÖHLER S390 MICROCLEAN. В качестве режущего инструмента применена монолитная твердосплавная фреза. В ходе эксперимента варьировались скорость резания, ширина фрезерования и подача на зуб. Измерение шероховатости обработанной поверхности производилось контактным профилометром.
Результаты исследования. Разработана математическая модель формирования шероховатости поверхности в зависимости от параметров обработки. В ходе экспериментов определено влияние скорости резания, подачи инструмента и радиальной глубины резания на шероховатость обработанной поверхности. Установлено, что зависимость шероховатости от подачи имеет линейный характер на всём исследуемом диапазоне режимов резания. В свою очередь зависимость шероховатости от скорости резания и ширины резания имеет параболический характер. Полученные результаты позволяют достигать шероховатости обработанной поверхности Ra = 1,85 без снижения производительности обработки.
Обсуждение и заключения. Разработанная математическая модель отражает влияние режимов резания на шероховатость поверхности при точении фрезерованием быстрорежущей стали монолитной фрезой. Результаты проведённых исследований могут быть использованы для определения оптимальных режимов резания, обеспечивающих заданное качество поверхности при изготовлении реальных деталей в производственных условиях. Продолжение исследований рекомендуется проводить с контролем дополнительных выходных параметров, таких как температура и вибрация. Уменьшение влияния регенеративных автоколебаний на шероховатость обработанной поверхности можно достичь за счёт назначения режимов резания на базе результатов модального анализа технологической системы.
Машиностроение и машиноведение
Original article
Study of the effect of cutting modes on output parameters under high-speed steel turn-milling
Dmitriy A. Matlygin B , Andrey V. Savilov , Aleksey S. Pyatykh , Sergey A. Timofeev
Irkutsk National Research Technical University, 83, Lermontov St., Irkutsk, Russian Federation
Introduction. The article elucidates increasing the efficiency of turn-milling of powdered metal high-speed steel products. Turn-milling can be used as an alternative to the traditional turning method. The article describes advantages of the turn-milling method. A review of studies devoted to improving the surface quality of parts when turning by milling is given. The work aims at determining the effect of cutting modes on the surface roughness by the orthogonal turning method through milling powdered high-speed steel with a monolithic cutter.
Materials and Methods. Statistical analysis methods based on the creation of a mathematical model for predicting microgeometric deviations of the treated surface were used. An experimental research method was applied to verify the adequacy of the mathematical model. The experiment was planned according to the non-composite design proposed by Box and Behnken. The experiment was carried out on a turning machining center with a driving tool. Powdered highspeed steel BÖHLER S390 MICROCLEAN was used as sample material for the experiment. A monolithic carbide milling cutter served as a cutting tool. During the experiment, the cutting speed, milling width, and feed per tooth varied. The roughness of the treated surface was measured by a contact profilometer.
Results. A mathematical model of the formation of surface roughness depending on the processing modes was developed. During the experiments, the effect of cutting speed, tool feed, and radial cutting depth on the roughness of the treated surface was determined. It was established that the dependence of roughness on feed had a linear character over the entire investigated range of cutting modes. In turn, the dependence of roughness on the cutting speed and cutting width had a parabolic character. The results obtained allowed us to achieve the roughness of the treated surface Ra = 1.85 without reducing the processing performance.
Discussion and Conclusions. The developed mathematical model reflects the impact of cutting modes on the surface roughness when turning high-speed steel with a monolithic cutter. The results of the conducted research can be used to determine the optimal cutting modes that provide a given surface quality in the manufacture of real parts under the production conditions. It is recommended to continue the research with the control of additional output parameters, such as temperature and vibration. Reducing the effect of regenerative self-oscillations on the roughness of the treated surface can be reached through assigning the cutting modes based on the results of a modal analysis of the process system.
Funding information: the authors would like to thank the editors and reviewers for their careful attention to the article and for the comments, which made it possible to improve its quality.
Введение. Альтернативой классического процесса резания является точение фрезерованием. Первые попытки описания данного вида обработки и его практического применения имели место в первой половине ХХ в. В 1948 г. Г. И. Грановский описал кинематику обработки цилиндрической вращающейся детали с помощью фрезы [1]. В 1964 г. А. О. Этин описал различные методы точения фрезерованием, в т. ч. фрезерование инструментом с осью, параллельной оси детали, и фрезерование цилиндрической фрезой с круговой и тангенциальной подачами [2]. Принято считать основоположниками практического применения данного метода Шульца и Шпура. Они разделили операции точения фрезерованием на две группы: ортогональные и тангенциальные [3]. Значительный вклад в изучение токарного фрезерования внесли Карагузел, Баккал, Будак, которые исследовали механику и термические аспекты токарно-фрезерной обработки. Они также разработали модели для проверки геометрии процесса, кинематики и механики, качества обрабатываемых деталей в ортогональных и тангенциальных токарно-фрезерных операциях [4].
Актуальной проблемой при внедрении операции точения фрезерованием является достижение высокого качества поверхности, в первую очередь — уменьшения шероховатости. Анализ публикаций позволяет выделить основные направления в исследовании путей достижения высокого качества поверхности:
-
- изучение влияния эксцентриситета [5];
-
- определение профиля режущего инструмента со сменными многогранными пластинами с круглой и скругленной режущими кромками [6];
-
- изучение влияния температуры в зоне резания [7];
-
- прогнозирование износостойкости режущей кромки при применении операции точение фрезерованием [8].
Следует отметить, что в указанных работах в качестве исследуемых материалов применялись традиционные конструкционные стали. Исследования быстрорежущей стали, в том числе полученной методом порошковой металлургии, не являются распространенными. Это ограничивает применение преимуществ точения фрезерованием для изготовления вращающихся режущих инструментов [9]. Данное направление механообработки можно отнести к области, где точение фрезерованием может дать наибольший экономический эффект.
На качество поверхности влияет используемый режущий инструмент. Например, применение концевых фрез со сменными многогранными пластинами не всегда позволяет достичь требуемой шероховатости поверхности [10]. Важно отметить, что рассматриваемая экспериментальная часть исследований проводится на многоцелевых станках. Однако точение фрезерованием также может применяться и на токарных обрабатывающих центрах с приводным инструментом [11].
Целью данной работы является определение влияния режимов резания на шероховатость поверхности при ортогональном методе точения фрезерованием порошковой быстрорежущей стали монолитной фрезой.
Материалы и методы. Эксперимент проводился на токарном обрабатывающем центре с приводным инструментом DMG NEF400 (рис. 1).

Рис. 1. Зона обработки при эксперименте
В качестве исследуемого материала использована порошковая быстрорежущая сталь BÖHLER S390 MICROCLEAN1. Заготовка представляла собой цилиндр размером 88×300 мм и закреплялась в трёхкулачковом гидравлическом патроне с поджатием центром, установленным в задней бабке станка (рис. 2). В качестве режущего инструмента использована монолитная твердосплавная фреза YG-1 GM999 12(R3)×12×32×75, z = 5.
Машиностроение и машиноведение
Химический состав стали BÖHLER S390 MICROCLEAN:
1,64 % C; 0,60 % Si; 0,30 % Mn; 4,80 % Cr; 2,00 % Mo; 4,80 % V; 10,40 % W; 8,00 % Co.
Технологические свойства стали BÖHLER S390 MICROCLEAN, представленные в балльной системе из 5 баллов, соответствующих максимальным значениям свойств данной группы сталей:
-
- прочность на сжатие — 4;
-
- шлифуемость — 3;
-
- прокаливаемость — 4;
-
- вязкость — 4;
-
- износостойкость — 4.
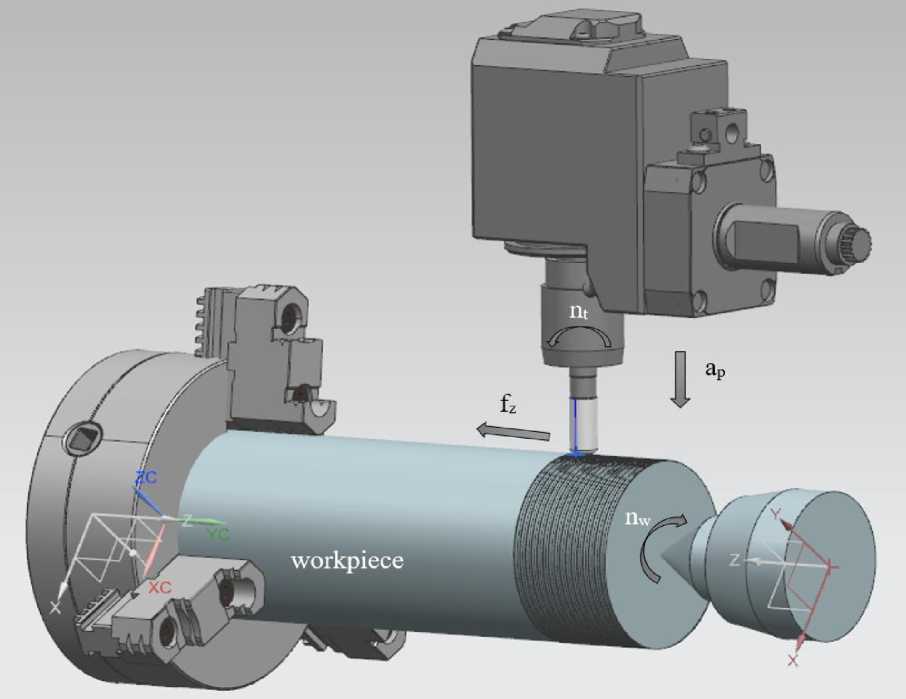
Рис. 2. Схема ортогональной обработки монолитной фрезой YG-1 GMG19910
Математическая модель отклонения шероховатости поверхности Ra может быть представлена уравнением [11]:
lnT?d = lnD + с 1 • lnfz + С 11 • lnfz2 + с2 • ln^ + с22 • ln^2 + с3 • lnae + с33 • lna | ,
где fz — подача, мм/зуб; V c — скорость резания, м/мин; a e — ширина резания, мм.
Переименуем это выражение следующим образом:
У т = 9 о ' Х о + 9 1 ' Х 1 + 9 11 ' х2 + 9 2 ' ^ 2 + 9 22 ' Х 2 + д з • Х 3 + д зз • Х 2 ,
где у 1 = lnRa; x 0 — фиктивная переменная; x 1 , x 2 , x 3 — кодированные значения факторов; д 0 , д 1 , д 2 , д 3 —
постоянные коэффициенты.
Кодирование переменных осуществляется по следующим соотношениям:
= 2(lnf z + lnf zmax )
-
1 lnf zmax -lnf zmin
—
+1;
х = 2 (ln^C+ln^C max )
-
2 ln^ C max -l^^ C min
—
+1;
Х з =
2(ln ае + ln аетах) ln^ ^ max -ln^ ^mi» '
—
-
где f zmax > ^х' аетах — верхние уровни факторов; f zmln , V cm to> ае т . п — нижние уровни факторов; fZ 0 , VC o, ае о — основные уровни факторов. Значения этих параметров представлены в таблице 1.
Значения уровней факторов эксперимента
Таблица 1
|
Факторы |
Код |
Нижний уровень ( 1) |
Основной уровень (0) |
Верхний уровень (+1) |
|
fz, мм/зуб |
x 1 |
0,04 |
0,08 |
0,12 |
|
V c , м/мин |
x 2 |
80 |
90 |
100 |
|
ае, мм |
x 3 |
1 |
2 |
3 |
Эксперимент планируется по некомпозиционному плану, предложенному Боксом и Бенкиным. Этот план представляет собой выборки строк из полного факторного эксперимента типа 3k. Он включает в себя 15 опытов. Матрица плана приведена в таблице 2.
Таблица 2
Матрица результатов планирования эксперимента
|
№ п/п |
Факторы |
Выходной параметр |
|||||||||
|
x 0 |
x 1 |
x 2 |
x 3 |
x 1∙ x 2 |
x 1∙ x 3 |
x 2 ∙ x 3 |
x 1 2 |
x 2 2 |
x 3 2 |
Ra, мкм |
|
|
1 |
1 |
-1 |
-1 |
0 |
1 |
0 |
0 |
1 |
1 |
0 |
0,9487 |
|
2 |
1 |
1 |
-1 |
0 |
-1 |
0 |
0 |
1 |
1 |
0 |
1,5583 |
|
3 |
1 |
-1 |
1 |
0 |
-1 |
0 |
0 |
1 |
1 |
0 |
1,2183 |
|
4 |
1 |
1 |
1 |
0 |
1 |
0 |
0 |
1 |
1 |
0 |
1,7555 |
|
5 |
1 |
-1 |
0 |
-1 |
0 |
1 |
0 |
1 |
0 |
1 |
1,5674 |
|
6 |
1 |
1 |
0 |
-1 |
0 |
-1 |
0 |
1 |
0 |
1 |
1,9084 |
|
7 |
1 |
-1 |
0 |
1 |
0 |
-1 |
0 |
1 |
0 |
1 |
1,5198 |
|
8 |
1 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
0 |
1 |
1,9505 |
|
9 |
1 |
0 |
-1 |
-1 |
0 |
0 |
1 |
0 |
1 |
1 |
1,8912 |
|
10 |
1 |
0 |
1 |
-1 |
0 |
0 |
-1 |
0 |
1 |
1 |
1,0914 |
|
11 |
1 |
0 |
-1 |
1 |
0 |
0 |
-1 |
0 |
1 |
1 |
1,6132 |
|
12 |
1 |
0 |
1 |
1 |
0 |
0 |
1 |
0 |
1 |
1 |
1,7664 |
|
13 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1,5668 |
|
14 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1,5081 |
|
15 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1,5046 |
Вектор коэффициентов определяется по формуле:
В = (XTX)-1XTY.
Дисперсии S2 (b j ) коэффициентов регрессии находятся из выражения:
S2(bj) = citS2, где cii — диагональные элементы матрицы XX"1; S2y — дисперсия эмпирической регрессии.
Среднее значение и дисперсия определяется вектором опытов в центре плана.
Среднее значение:
^1=0 ^щ У ■
,
где Y u — вектор значений функции отклика в центре плана.
Дисперсия:
„2 _ ^2=0 (X u.i-y )
Sy = 2
I2
.
Машиностроение и машиноведение
По результатам опытов, проведенных по плану (табл. 2) можно определить постоянные коэффициенты уравнения:
У = 5 о • Х о + 5 1 • Х 1 + 5 2 • Х 2 + 5 з • Х д + 5 12 • Х 1 • Х 2 + 5 1з • Х 1 • Х д + 5 23 • Х 2 • Х д
+5 11 • Х 1 2 + 5 22 • х 2 + 5 зз • Х 2 ;
go =
"□ iy
V on. ;
N
gi = А^х^-у,;
j = 1
N дц=оу хахцУ];
j=1
N kN
P •Щ
”□
!y
U=1
д з = B ! x^y , + C ^ ^ x jj y - u=1 i=1j = 1
где n 0 — число опытов в центре плана; u — номер параллельного опыта в центре плана; y 0u — значение функции отклика в u-ом опыте; N — число опытов в матрице планирования; j — номер опыта в матрице планирования; i, l — номера факторов; x ij , x lj — кодированные значение i-го и l-го факторов в j-м опыте; y j — значение функции отклика в j-м опыте.
Из этого следует: g0 = 1,388; g1 = 0,24; g2 = -0,022; g3 = 0,268; g11 = 2,413; g22 = 2,267; g33 = 3,072.
Таким образом, модель зависимости отклонения шероховатости поверхности от параметров обработки и ширины резания будет иметь вид:
Ra = 1,388 + 2,413 • fz2 - 0,24 • fz.
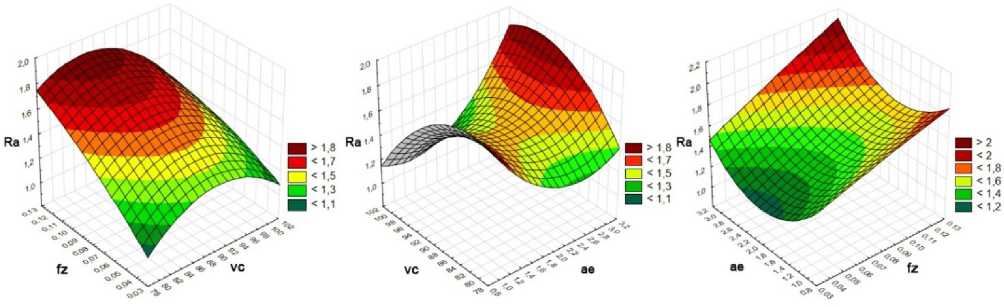
Результаты исследования. Зависимости шероховатости поверхности от режимов резания представлены на рис. 3.
а ) б ) в )
Рис. 3. Зависимости отклонения параметра шероховатости Ra:
а — от подачи на зуб fz и от скорости резания Vc ; б — от скорости резания Vc и ширины фрезерования ae ; в — от ширины фрезерования ae и подачи на зуб fz
Анализ полученных результатов показывает, что зависимость шероховатости от подачи имеет линейный характер на всём исследуемом диапазоне режимов резания (рис. 3 a , в ). При этом с увеличением подачи шероховатость пропорционально увеличивается, что согласуется с основными положениями теории резания. Максимальное значение параметра шероховатости R a составляет 1,85 мкм, что соответствует наиболее распространённым требованиям при чистовой механообработке в машиностроении.
Зависимость шероховатости от скорости резания V c (рис. 3 а , б ) имеет параболический характер с максимальными значениями шероховатости в диапазоне скоростей резания 90–95 м/мин. Данный факт можно объяснить тем, что в указанном диапазоне скоростей резания имеет место эффект нароста материала на режущую кромку. Для подтверждения указанной гипотезы необходимо проведение дополнительных исследований с контролем температуры в зоне резания и использованием высокоскоростной видеокамеры для наблюдения за процессом стружкообразования и возможного формирования нароста.
Влияние ширины фрезерования a e на шероховатость поверхности имеет также параболический характер (рис. 3 б , в ), но при этом максимальные значения шероховатости достигаются при a e = 0,25 мм и a e = 3 мм, а минимальное значение — при a e = 1,8–2,2 мм. Можно полагать, что в указанном диапазоне ширины резания на процесс обработки в меньшей степени влияют регенеративные колебания, зависящие также от конструктивных и геометрических параметров режущего инструмента.
В итоге можно констатировать, что при установленных режимах резания удалось достичь шероховатости поверхности не выше R a = 1,85 без потери производительности процесса.
Обсуждение и заключения. Разработана математическая модель, отражающая влияние режимов резания на шероховатость поверхности при точении фрезерованием быстрорежущей стали монолитной фрезой. Результаты проведённых исследований могут быть использованы для определения оптимальных режимов резания, обеспечивающих заданное качество поверхности при изготовлении реальных деталей в производственных условиях.
Рекомендуется проведение дополнительных исследований с контролем температуры в зоне резания и вибраций. Назначение режимов резания следует проводить на базе результатов модального анализа технологической системы для уменьшения влияния регенеративных автоколебаний на шероховатость обработанной поверхности.
Список литературы Исследование влияния режимов резания на выходные параметры при точении фрезерованием быстрорежущей стали
- Грановский, Г. И. Кинематика резания / Г. И. Грановский. — Москва : Машгиз, 1948. — 323 с.
- Этин, А. О. Кинематический анализ методов обработки металлов резанием / А. О. Этин. — Москва : Машиностроение, 1964. — 324 с.
- Schulz, H. Kräfte und Antriebsleistungen beim Ortagonalen Drehfräsen (Forces and Drive Powers in Orthogonal Turn-Milling) / H. Schulz, T. Lehmann // Werkstatt und Betrieb. — 1990. — Vol. 123. — P. 921-924.
- Karaguzel, U. Process modeling of turn-milling using analytical approach / U. Karaguzel, M. Bakkal, E. Budak // Procedia CIRP. — 2012. — Vol. 4. — P. 131-139. https://doi.org/10.1016/i.procir.2012.10.024
- An overview of turn-milling technology / Lida Zhu, Zenghui Jiang, Jiashun Shi, Chengzhe Jin // The International Journal of Advanced Manufacturing Technology. — 2015. — Vol. 81. — P. 493-505. https://doi.org/10.1007/s00170-015-7187-y
- Harry Otalora-Ortega. Uncut chip geometry determination for cutting forces prediction in orthogonal turn-milling operations considering the tool profile and eccentricity / Harry Otalora-Ortega, Patxi Aristimuno Osoro, Pedro Arrazola Arriola // International Journal of Mechanical Sciences. — 2021. — Vol. 198. — Art. 106351. https://doi.org/10.1016/Uimecsci.2021.106351
- Study on the relationship between material removal rate and tool flank temperature in orthogonal turn-milling / Koji Shimanuki, Akira Hosokawa, Tomohiro Koyano [et al.] // Journal of Advanced Mechanical Design, Systems, and Manufacturing. — 2021. — Vol. 15. https://doi.org/10.1299/iamdsm.2021 iamdsm0043
- Cutting Forces during Inconel 718 Orthogonal Turn-Milling / A. Felusiak-Czyryca, M. Madajewski, P. Twardowski [et al.] // Materials. — 2021. — Vol. 14. — P. 6152. https://doi.org/10.3390/ma14206152
- Матлыгин, Г. В. Анализ прогрессивных технологий механообработки осевых режущих инструментов / Г. В. Матлыгин, А. В. Савилов, Т. В. Зарак // iPolytech Journal. — 2020. — Vol. 24(3). — P. 498-513. https://doi.org/10.21285/1814-3520-2020-3-498-513
- Pyatykh, A. Improving effective output and hole processing quality based on cutting process dynamics estimation / A. Pyatykh // Journal Irkutsk National Research Technical University. — 2018. — Vol. 9. — P. 67-81. Ё https://doi.org/10.21285/1814-3520-2018-9-67-81 g
- The Impact of Cutting Modes on the Output Turn-Milling Parameters for High-Speed Steel / G. Matlygin, m A. Savilov, A. Pyatykh, S. Timofeev // Mechanical and Corrosion Properties. — 2022. — Vol. 910. — P. 129-137. § https://doi.org/10.4028/p-n6exa0
