Исследование возможностей технологии комплексного извлечения полезных компонентов из прибрежно-морских россыпей приморья с применением методов пирогидрометаллургии

Автор: Молчанов В.П., Юдаков А.А., Медков М.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 3 (81), 2019 года.
Бесплатный доступ
Интенсивная эксплуатация россыпных месторождений золота Приморья привела к истощению их геологических запасов, что отразилось на резком снижении объемов добычи благородных металлов. Альтернативным источником драгоценных металлов являются никогда ранее не эксплуатировавшиеся россыпи Приморского шельфа, сосредоточившие значительное количество золота и титаномагнетита. Значение золота как основы экономической безопасности нашей страны трудно переоценить. Титаномагнетиты - это твердые растворы диоксида титана в магнетите, содержащие богатую гамму примесей V, Cr, Zr и других легирующих элементов. В России накоплен большой опыт переработки золотосодержащих руд, но проблема освоения золото-титаномагнетитовых прибрежно-морских россыпей практически еще не решалась. В задачи наших исследований входила оценка возможностей промышленной переработки металлоносных песков бухты Руднева Японского моря с применением методов пиро-гидрометаллургии и фторидного вскрытия. Для этого была разработана четырехстадийная схема извлечения полезных компонентов...
Золото, титаномагнетит, пиро-гидрометаллургия, фторидное выщелачивание, прибрежно-морские россыпи, японское море, приморье
Короткий адрес: https://sciup.org/140246399
IDR: 140246399 | УДК: 542.61 | DOI: 10.20914/2310-1202-2019-3-242-248
Study of the possibilities of technology of complex extraction of useful components from coastal-sea placers of primorye with application of methods of pyro-hydrometallurgy
Intensive exploitation of placer gold deposits in Primorye led to the depletion of their geological reserves, which was reflected in a sharp decrease in the production of precious metals. An alternative source of precious metals is the never before exploited placer deposits of the Primorsky shelf, which have concentrated a significant amount of gold and titanomagnetite. The importance of gold as the basis of the economic security of our country can hardly be overestimated. Titanomagnetites are solid solutions of titanium dioxide in magnetite containing a rich gamut of impurities V, Cr, Zr and other alloying elements. Russia has gained vast experience in processing gold-bearing ores, but the problem of developing gold-titanomagnetite coastal-marine placers has not yet been solved. The objectives of our research included assessing the possibilities of industrial processing of metal-bearing sands of the Rudnev Bay of the Sea of Japan using pyro-hydrometallurgy and fluoride opening methods...
Текст научной статьи Исследование возможностей технологии комплексного извлечения полезных компонентов из прибрежно-морских россыпей приморья с применением методов пирогидрометаллургии
Юг Дальнего Востока относится к числу наиболее старых районов золотодобычи России. Благородные металлы здесь извлекали из россыпей задолго до прихода первых русских землепроходцев [1]. Интенсивная эксплуатация россыпных месторождений на протяжении многих веков привела к истощению их геологических запасов, что отразилось на резком снижении объемов добычи благородных металлов (БМ). Вместе с тем есть весомые основания полагать, что золотой потенциал далеко не исчерпан. Так, потенциальным резервом БМ являются ранее не эксплуатировавшиеся россыпи Приморского шельфа, сосредоточившие весьма значительные запасы титаномагнетита, мелкого и тонкого золота. Современные методы извлечения полезных компонентов создают предпосылки к переоценке всех этих объектов с целью их комплексного освоения без нанесения серьезного ущерба окружающей среде.
В качестве эталонного объекта исследований избраны прибрежно-морские россыпи бухты Руднева Японского моря, аккумулирующие значительные ресурсы золота и титаномагне-тита [2,3]. Внимание к россыпепроявлениям привлечено их благоприятным географическим положением в густонаселенном прибрежном районе юга Приморского края (близ города Находка) и развитой инфраструктурой, обеспечивающей эффективность использования современных технологий извлечения полезных ископаемых. В задачи исследования входило изучение возможностей промышленного освоения этих металлоносных песков с использованием методов пиро-гидрометаллургии и фторидного вскрытия. Для решения этой проблемы потребовалось выполнить комплекс минералогических и технологических исследований. В пределах изученных россыпей было отобрано несколько крупнообъемных проб, прошедших обогащение на гравитационной установке. Полученные концентраты посредством электромагнитной сепарации были разделены на магнитную и немагнитную фракции, концентрирующие основную массу титаномагне-тита и золота, циркона. В процессе переработки титаномагнетитового концентрата использовались приемы порошковой металлургии [4], а БМ и циркон, в свою очередь, извлекались с применением гидрометаллургических схем и фторидного передела. Особое внимание при этом уделялось методам гидрометаллургии, основанным на растворении полезных компонентов активными реагентами при контакте с выщелачивающими растворами. Обычно выщелачивание БМ осуществляется с помощью цианидных растворов, что сопряжено со значительным ухудшением экологической обстановки. Для их замены [5]
в процессе переработки прибрежно-морских россыпей были использованы тиокарбамид-ные растворы.
Возможность применения тиокарбамидов в качестве заменителей цианидных растворов для извлечения БМ, содержащихся в различных видах минерального сырья, неоднократно обсуждалась в литературе [6]. Использование тиокарбамидных растворов для растворения золота по сравнению с цианидными имеет несколько преимуществ [7]: снижение экологической нагрузки, увеличение скорости растворения золота в 10 раз, уменьшение коррозионного воздействия на аппаратуру, снижение влияния ионов-примесей. Вместе с тем существуют два ограничения, препятствующие широкому промышленному использованию процесса тиокарба-мидного растворения золота: цена тиокарбамида на 25% выше, чем цианида натрия, и существенные потери тиокарбамида на различных стадиях процесса. Последние связаны, главным образом, с операциями фильтрации и извлечения золота. На стадии фильтрации после выщелачивания часть маточного раствора, содержащего тиокарбамид, может теряться с влажным кеком; для избежания этих потерь необходима многократная промывка кека. На стадии извлечения золота из растворов выщелачивания в случае использования методов экстракции и сорбции золото может переходить в фазу сорбента и экстракт в виде тиокарбамидных комплексов, что сказывается на потерях тиокарбамида. При применении электрохимического метода выделения благородных металлов из растворов выщелачивания возможно анодное окисление тиокарбамида. При цементации, если ее осуществляют при повышенных температурах [8], возможно разложение тиокарбамида. Различные реагентные методы осаждения золота, равно как и цементация, приводят к загрязнению растворов выщелачивания. Это затрудняет их использование в обороте без дополнительных операций регенерации растворов, что также приводит к потерям тиокарбамида.
Результаты исследований
Пирометаллургия. Железо – титан – оксидные минералы широко представлены в песках побережий Дальневосточных морей, включающих огромные территории от Камчатки до юга Приморья. Среди природных оксидов выделяются минералы серий твердых растворов окислов FeО-Fe 2 O 3 -TiO 2 [9, 10]. По составу Fe – Ti-оксиды разделяются на три серии: титаномагнетитовую, гемоильменитовую и псев-добрукитовую [11]. Содержание V в минералах хорошо коррелируется с содержанием Ti.
Основным рудным компонентом россыпи бухты Руднева является титаномагнетит nFeTiO 4 ∙(1-n) Fe 3 O 4 , который наблюдается в виде округлых зерен нарушенных октаэдров и остроугольных обломков и представляет собой твердый раствор с изоморфным вхождением титана в решетку магнетита. Наряду с титано-магнетитом в шлиховом материале присутствуют в незначительном количестве оксиды и силикаты в виде ильменита и пироксенов, причем ильменит (FeTi0 3 ) образует зерна с хорошо выраженными кристаллографическими формами в виде пластинчатых гексагональных кристаллов.
Технологический процесс переработки титаномагнетита методами порошковой металлургии включает тонкий помол шлиха, восстановление концентрата, прессование и спекание порошкового материала. В результате был выделен богатый железом концентрат следующего состава (маc.%): Fe 3 О 4 – 85,3, ТiO 2 – 8,2, А1 2 О 3 – 2,6, V 2 O 5 – 0,5, Сr 2 O 3 – 0,1, ZrO 2 – 0,02. Для получения металлической фазы этот концентрат подвергается восстановительному отжигу в водороде. Восстановление титанового компонента (уль-вошпинели) водородом можно представить элементарными превращениями: Fe 2 TiO 4 → FeTiO 3 + Fe м → Fe м + TiO 2 .
Эти химические превращения выполняются в условиях медленного образования продуктов реакции, когда успевают сформироваться фазы соответствующего состава. В экспериментальных исследованиях изучено влияние режимов обработки титаномагнетитового концентрата на процесс его восстановления. Пробы по 5–10 г обрабатывались в среде водорода при температурах 750–1000 °С в течение 1-3 ч. Кинетика процесса восстановления исследовалась с применением электронно-зондового микроанализатора Jeol Superprobe JXA 8100 с системой INCA Energy 350 Oxford Instruments.
Выяснили, что зерна титаномагнетита, обработанного при температуре 7500 °С в течение 1 ч, имеют зональное строение: на периферии неоднородная кайма восстановленного губчатого металла с включениями нерудных минералов, а в центре – остаток исходного материала в виде сплошного гомогенного ядра без признаков распада. Фазовый анализ показал наличие в образцах – железа, магнетита и пироксена. Зерна титаномагнетита, обработанного при температуре 900 °С в течение 1 ч, имеют более плотную кайму восстановленного металла, затем следует зона распада на двухфазный продукт, образованный оксидами титана, алюминия, магния, а в центре наблюдается зернистый восстановленный металл. При этом встречаются зерна с нераспавшимся исходным материалом в центре.
В зернах, обработанных при температуре 1000 °С, кроме металлической фазы, присутствует тот же двухфазный агрегат, но уже по всему объему зерна (рисунок 1, а). Металлическая фаза состоит из железа, содержащего до 2 масс.% Ti, в виде твердого раствора.
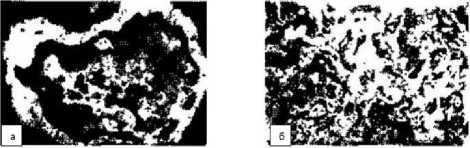
Рисунок 1. Форма микроструктуры титаномагнетита: а – восстановленного при температуре 1000 °С (x200); б – полученного методом порошковой металлургии из восстановленного титаномагнетита (x400)
-
Figure 1. Form of microstructure of titanomagnetite: a – reduced at a temperature of 1000 °С (x200); b – obtained by powder metallurgy from reduced titanomagnetite (x400)
В процессе восстановительного отжига масса полученного концентрата спекается, образуя агломерат, прочность которого возрастает с температурой отжига. Поэтому обработанные пробы порошка необходимо подвергать дроблению на шаровой мельнице. Обработанный при температуре 750 °С порошок не спекается, и после 3 ч реакции удается получить полностью металлизованное железо. Из полученного порошка путем холодного прессования при удельном давлении 7 т/см2 и спекании в вакууме при температуре 1150 °С изготавливали образцы. Микроскопическое изучение металлографических шлифов спекшегося материала показывает четко дифференцируемую структуру сплава из двух фаз: железа, содержащего титан, и фазы, образованной оксидами титана, ванадия, алюминия, магния и других элементов (рисунок 1, б ).
В результате выполненных экспериментов из титаномагнетита удалось получить высоколегированные порошки железа различной дисперсности, обладающие высокой сыпучестью и имеющие подходящую для дальнейших переделов структуру, что особенно актуально в связи с возрастающим дефицитом эффективных инструментальных материалов.
Одним из путей решения этой проблемы является создание композиционных материалов на базе титаномагнетитового концентрата, в частности таких, в которых связующей фазой является железо, а остальные компоненты представлены оксидами, карбидами и карбонитридами других металлов. Такой материал обладает высокой гомогенностью структуры, однородностью свойств, равномерной усадкой, точным воспроизведением заданной конфигурации, по износостойкости способен конкурировать с абразивными материалами типа карбидосталей. По теплофизическим свойствам материал сопоставим с жаростойкими сплавами ферритного состава. К его достоинствам относятся сочетание высокой температуры плавления с малым коэффициентом термического расширения и высокой коррозионной устойчивостью.
Гидрометаллургия. После прохождения стадии электромагнитной сепарации немагнитные составляющие гравитационного концентрата, включающие основную массу золота и циркона, послужили исходным сырьем для гидрометаллургических исследований. Ранее нами установлено [5], что золото из указанного вида сырья эффективно извлекается при выщелачивании тиокарбамидно-тиоцинатными растворами. Поскольку широкому промышленному использованию тиокарбамидного растворения БМ препятствует относительно высокая цена тиокарбамида и его потери на стадиях фильтрации и извлечения золота, предложен процесс извлечения золота из тиокарбамидных растворов с использованием жидкостной экстракции как возможного способа снижения потерь тиокарбамида при переработке золотосодержащих концентратов. Кроме того, использование жидкостной экстракции на стадии извлечения золота и серебра из растворов выщелачивания позволяет селективно извлекать благородные металлы с дополнительным отделением от примесей. Единственная проблема, которая возникает в этом случае, – это вывод накапливающихся в обороте Fe, As, и Cu. Тем не менее, эта проблема разрешима, поскольку технология предусматривает полную нейтрализацию оборотных растворов известью после 5–7 циклов выщелачивания для снижения общего солевого фона.
В качестве экстрагентов были использованы трибутилфосфат (ТБФ), дифенилтиомочевина (ДФТМ) и их смесь. Установлено, что образующиеся в процессе выщелачивания тиокарбамидные комплексы золота практически не экстрагируются индивидуальными экстрагентами и слабо экстрагируются смесью ДФТМ с ТБФ. Вместе с тем золото экстрагируется ТБФ, а также смесью ДФТМ с ТБФ с высокими коэффициентами распределения при введении в тиокарбамидные растворы тиоцинат-ионов. При этом установлено, что выделение тиоцината натрия в тиокарбамидные растворы не ухудшает показатели извлечения золота на стадии выщелачивания и, что особенно важно, экстракция не сопровождается переходом в органическую фазу тиокарбамида, поскольку золото экстрагируется в форме тиоцинатных комплексов. Таким образом, использование жидкостной экстракции на стадии извлечения золота из растворов выщелачивания позволяет избежать потерь тиокарбамида.
Необходимо отметить, что при наличии в растворах выщелачивания ртути последняя почти полностью переходит в органическую фазу. В этой связи нами предпринята попытка выделения всех металлов из органической фазы, минуя стадию промывки. Проведенные исследования показали, что наиболее эффективно металлы из органической фазы осаждаются бор-гидридом натрия. Так, при обработке экстракта раствором, содержащим 0,5 моль/л NaBH 4 , на границе раздела фаз появляется черный осадок. При этом экстрагент не разрушается и не теряет способности экстрагировать БМ. Отфильтрованный межфазный осадок после промывки концентрированной азотной кислотой подвергался окислительной плавке (рисунок 2). Сквозное извлечение золота из сырья по указанной схеме составляет 89–90%.

Фм.1ыпаинн
Рисунок 2. Гидрометаллургическая схема извлечения золота
-
Figure 2. Hydrometallurgical scheme for the recovery of gold
Фторидное вскрытие. Нерастворенный в результате гидрометаллургической переработки кек, концентрирующий значительное количество циркона, используется для получения товарных циркониевых продуктов. Среди известных способов переработки циркониевых концентратов предпочтение следует отдать способу фторидного вскрытия циркона. Этот способ предусматривает сухое фторирование концентрата бифторидом аммония с переводом в газовую фазу фторсиликата аммония. После удаления из продуктов фторирования кремния, образующегося аммиака и избытка фторирующего агента осуществляется возгонка тетрафторида циркония, из которого методом пирогидролиза получается товарный диоксид циркония. Получаемый таким образом диоксид циркония моноклинной модификации имеет чистоту около 99,9%. Эта технологическая схема отличается от традиционной хло-ридной схемы меньшими энергозатратами и меньшими экологическими издержками. Кроме того, образование промежуточного продукта тетрафторида циркония позволяет получать в качестве конечного продукта высокочистые фтористые соединения циркония, используемые в волокнистой оптике. В частности, ранее разработан способ отделения циркония от примесей, содержание которых во фторидах циркония, используемых для изготовления на их основе волокнистых светодиодов, не должно превышать 10-6–10-7 масс.%. Такая степень очистки тетрафторида циркония не достигается использованием методов дистилляции и сублимации [12, 13].
Разработанный способ отделения циркония от примесей, в частности, от железа основан на экстракции циркония из фторидных растворов раствором фторида триалкилбензиламмония с последующими промывками органической фазы и реэкстракцией раствором фтористоводородной кислоты и её смесью с фторидом аммония. Способ хорошо сочетается с фторидным методом вскрытия циркониевого концентрата и позволяет снизить содержание примесей в получаемом тетрафториде циркония до требуемого уровня.
Заключение
В результате проведенных исследований разработаны основы оригинальной малоотходной технологии извлечения полезных компонентов из золото-титаномагнетитовых песков бухты
Руднева с использованием комплекса методов гравитации, электромагнитной сепарации, пирогидрометаллургии и фторидного вскрытия. Применение этой схемы переработки россыпей Приморского шельфа позволит:
-
• получить титаномагнетитовый концентрат, который может послужить основой сырья для порошковой металлургии. Предложенный технологический процесс переработки титано-магнетита может быть востребован при создании композиционных инструментальных материалов с высокими физико-механическими характеристиками, используя дешевую и доступную сырьевую базу – природнолегированные титаномагнетитовые пески Приморского шельфа;
-
• извлечь самородное золото из металлоносных песков методом жидкостной экстракции из тиокарбамидных растворов выщелачиванием, что заметно скажется на уровне добычи драгоценных металлов в регионе;
-
• получить циркониевый концентрат, который входит в число высокотехнологичных видов твердых полезных ископаемых. Потребности в этом сырье в настоящее время почти полностью удовлетворяются за счет импорта;
-
• использовать отходы переработки прибрежно-морских россыпей (песок, галечник) в промышленном и гражданском строительстве.
Предлагаемые технические решения являются лишь первым шагом в освоении прибрежноморских золото-титаномагнетитовых россыпей месторождений. Очевидно, что дальнейшие исследования необходимо проводить в направлении комплексной переработки металлоносных песков, что позволит снизить затраты на получение отдельных продуктов и обеспечить более высокую эффективность производства. Комплексный подход представляется оптимальным решением проблемы освоения прибрежно-морских россыпей, поскольку производство целого ряда товарных продуктов (металлопроката, циркония, феррованадия, титана, пигментной двуокиси титана, порошковых материалов) позволит наладить высокорентабельную переработку дешевого местного сырья и создать стабильный экспортный потенциал.
Список литературы Исследование возможностей технологии комплексного извлечения полезных компонентов из прибрежно-морских россыпей приморья с применением методов пирогидрометаллургии
- Анерт Э.Э. Богатство недр Дальнего Востока. Хабаровск-Владивосток: Книжное дело, 1928. 932 с.
- Патык Кара Н.Г., Беневольский Б.И., Быховский Л.З. и др. Россыпные месторождения России и других стран СНГ (минерагения, промышленные типы, стратегия развития минерально-сырьевой базы). Москва: Научный мир, 1997. 479 с.
- Патык Кара Н.Г. Минерагения россыпей: типы россыпных провинций. Москва: ИГЕМ РАН, 2008. 528 с.
- Molchanov V.P., Yudakov A.A. Industrial processing of coastal-marine placers of titanomagnetite // Marine science and technology for sustainable development. Vladivostok: POI FEB RAS, 2019. P. 101. URL: https://www.pacon-conference.org/sites/default/files/PACON2019_abstracts.pdf
- Молчанов В.П., Медков М.А., Хомич В.Г., Белобелецкая М.В. Исследования техногенных россыпей Приморья как источника доизвлечения благородных металлов // Геохимия. 2004. № 6. С. 684-688.
- Меретуков М.А., Орлов А.М. Металлургия благородных металлов. Зарубежный опыт. Москва: Металлургия, 1991. 415 с.
- Лодейщиков В.В., Панченко А.Ф., Хмельницкая А.Д. Разработка технологии, добычи и переработки руд благородных и редких металлов // Труды ИРГИРЕДМЕТ. 1997. № 31. С. 102.
- Пат. № 1174488, SU, C22B 3/00, 11/04. Способ переработки сульфидных полиметаллических продуктов, содержащих благородные и цветные металлы / Седова Н.А., Давидович Р.Л., Медков М.А. и др. № 3708909; Заявл. 02.03.1984; Опубл. 23.08.1985.
- Spenser K., Lindsley D. A solution model for coexisting iron titanium oxides // Amer. Miner. 1981. V. 66. № 11/12. P. 1189-1202.
- McMurray J., Hu R., Ushakov S. et al. Solid-liquid phase equilibria of Fe-Cr-Al alloys and spinels // Journal of Nuclear Materials. 2017. V. 492. P. 128-133.
- Buddington A., Lindsley D. Irontitanium oxide minerals and synthetic equivalents // Journal of Petrology. 1964. № 5. P. 310-357.
- Kobayashi M. Purification of raw materials for fluoride glass fibers by solvent extraction // Material Sciens Forum. 1988. V. 32-33. P. 75-80.
- Robinson M. Processing and purification technigues of heavy metal fluoride glass (HMFG) // J. cryst. Growth. 1986. V. 75 (1). P. 184-194.
