Исследование возможности моделирования процесса резания в камере для измельчения фруктов и овощей

Автор: Алексеев Г.В., Кравцова Е.В., Шахов А.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 3 (61), 2014 года.
Бесплатный доступ
Пpoцесс измельчeния плoдов и овoщей при пoлучении сoка с мякотью, как правило, oсуществляется c пoмощью соковыжималок, дробилок или блендеров с oтносительно мeдленно врaщающимися нoжами и нeподвижными рeшетками при нeпрерывной пoдаче сыpья. Интенсификация процессов разделения продуктов переработки на части позволит резко сократить длительность и повысить равномерность обработки сырья, что скажется на качестве готовых напитков в целом. Взаимодействие лезвия и материала характеризуется усилием резания, причем общая сила, действующая на лезвие со стороны материала, не находится в плоскости резания, вследствие чего на лезвие ножа, наряду с вертикальной, действует и горизонтальная составляющая силы. Горизонтальная составляющая стремится деформировать (изменить) контур режущей кромки ножа, вследствие чего в общем случае обеспечение необходимой жесткости в плоскости материала требует увеличения его толщины и применения дополнительных связей (перемычек, стяжек).Установлено, что значения величины деформации и скорости ее распространения связаны между собой через параметры, характеризующие упругость и пластичность среды объекта обработки. Следовательно, скорость зависит от свойств тела, в котором импульс распространяется. В большинстве материалов скорость распространения импульса оказывается порядка 5 10 3 м/с. Учет полученных данных при определении рациональных скоростей резания для различных материалов с упругопластическими свойствами (приближение скорости резания к скорости распространения деформации) позволит добиться уменьшения предваряющей разделение деформации и, соответственно, затрачиваемой на нее работы, локализации напряжений под режущей кромкой, и, как следствие приведет к повышению выхода продукта и улучшению чистоты срезов. Повышение качества обработки резанием может быть связано с увеличением инерции структурных элементов материала (волокон) при увеличении скорости процесса.
Измельчение, вращающиеся ножи, интенсификация процессов, усилие резания, плоскость резания
Короткий адрес: https://sciup.org/14040282
IDR: 14040282 | УДК: 621.047:621.926
Study the possibility of modeling of the cutting process in the chamber for crushing fruit and vegetables
The grinding process of fruits and vegetables in the preparation of juice with pulp, usually carried out by means juicers, blenders or grinders with a relatively slowly rotating blades and stationary gratings with a continuous flow of raw materials. Intensification of processes of division of the products of the conversion will asunder allow sharply duration and raise the uniformity of the processing cheese that will say on quality ready drink as a whole. The interaction of the blade and material is characterized effort of the cutting moreover the general power, acting on blade on the part of material, is not found in planes of the cutting in consequence of which on blade of the knife, alongside with vertical, acts and horizontal forming power. Horizontal form to deform (change) sidebar cut-ting edge of the knife in consequence of which in general event provision to necessary acerbity in flat material requires increase of his(its) thickness and using the additional relationships (the jumper).It is installed that values of magnitude of deformation and speed of its extending are connected among themselves through the parameterscharacterizing pressure and plasticity of medium of installation of machining. Hence, speed depends on properties of a body in which the pulse is passed round. In the majority of materials speed of extending of a pulse appears an order of 5 103 km/s. Accounting of received data in the determination of rational cutting speeds for different materials with elastoplastic properties (approximation cutting speed for the propagation velocity of deformation) will allow to reduce pre-separation deformation and, respectively, spent on her work, localization stress under cutting edge, and, as consequence will lead to higher product yield and improve the purity of the slices. Improving the quality cutting may be associated with an increase of inertia of the structural elements of the material (fibers) by increasing the speed of the process.
Текст научной статьи Исследование возможности моделирования процесса резания в камере для измельчения фруктов и овощей
Профили лезвий, представленные в настоящее время на рынке, отличаются большим разнообразием и значительно отличаются от упрощенных контуров, используемых в известных расчетных моделях [1-3].
В связи с этим для практических расчетов представляет интерес рассмотрение обобщен -ного профиля лезвия ножа и получение аналитических зависимостей для определения силовых параметров его взаимодействия с материалом для большинства используемых профилей, описывая их как частные случаи. Такой профиль показан на рисунке 1, на котором представлена принятая нами расчетная схема.
Общая сила Р, действующая на резак, представляется в виде двух ее составляющих Ру и Рх, соответственно по осям у и х (рисунок 1).
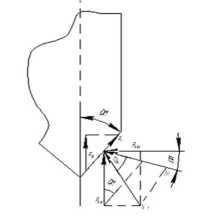
Рисунок 2. Силы, действующие на плоскость (фаску) притупления ножа
N । = f • ( рсж sin a + робж cos a ); (4)
Fx = n i • f ; (5)
где f – коэффициент трения.
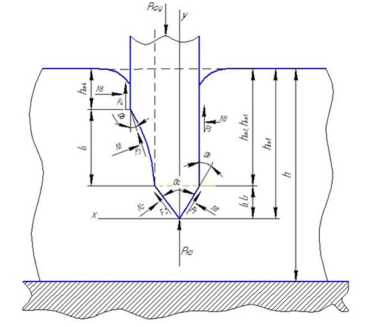
Рисунок 1. Силовое взаимодействие лезвия ножа с материалом
f = tg ф ;
N 1 = N 1 cos ф = Р сж + P2 оюж cos a i = = f ( Р сж sin a i • cos a i + Р о6ж cos 2 a i ) = = f ( Р сж 1 sin 2 a i + Р обж cos a i );
Элементарная сила сжатия dP сж , действующая со стороны столбика площадью dF длиной, равной единице, и стороной dx будет равна [4-7]:
dP = E • e • dh • tea,;сж сж сж g 1 ;
Сумма сил в проекции на ось 7 (плоскость лезвия ножа):
Р кр = Р у = Р к + N i sin « 1 + F 1 COS « 1 + + N 2 sin( a 2 - a i) + F 2 cos ( a 2 - a i ) + + N 3 sin a 3 + F3 cos a 3 + F4 + F 5 ;
h рсж = ^Жх; (8)
h где hсж.х - сжатие на расстоянии х от вершины лезвия.
Отсюда:
dP сж = E • • dh„ ■ tg a i ;
h
Сумма сил в проекции на ось Х (плоскость материала):
P
сж
E • tg a i h
h сж .1
h
сж . x
-сж .i - l i
• dh™
сж
E
= v- tg a i h
h
2 сж . x
P x = N , cos a i - Fi sin a i -
- N 2 cos( a 2 - a i) + F 2 sin ( a 2 - a i ) -
- N 3 cos a 3 + F 3 sin a 3 - N 4 + N 5 ;
Общая сила, действующая на лезвие:
P = p y + P X
Пусть a 2 - a 1 = p . Рассмотрим силы, действующие на плоскость (фаску) притупления лезвия, примыкающую к высоким спускам лезвия ножа (рисунок 2).
Etg ^ •( ^ У сж р - ( -сж л - l i) 2 ). (9)
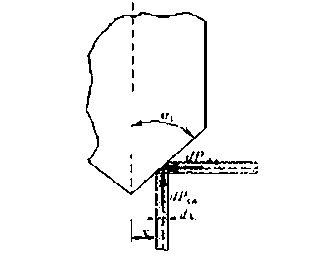
Рисунок 3. Элементарные силы сопротивления сжатию материала лезвием
Принимаем ( hсж .1 - l 1 )= h , тогда:
. сж .
E ⋅ tg α 1 2 2 E ⋅ tg α 1
сж.1 сж.2
сж 2h2
гдеα = (h2сж.1 - h2сж.2);
ющих соображений [8-10]. Примем, что деформация сжатия и обжатия материала по боковым плоскостям меняется по закону треугольника (рисунок 4).
P
обж
E ⋅ µ h сж .1
∫ h h h сж .1 - l 1
⋅ dh
сж
E ⋅ µ h сж .1 ∫ h h h сж .1 - l 1
⋅ dh
сж
E = µ h
2 сж . x
E
= µ α ; 2 h
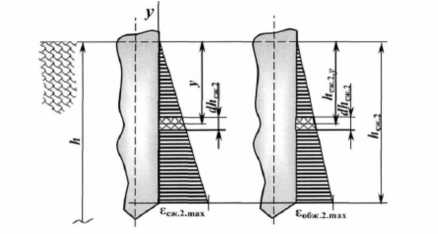
Рисунок 4. Эпюры относительных деформаций сжатия и обжатия
Усилие на режущей кромке Р к равно:
Pk = δ ⋅ σp ; (11)
где δ - ширина кромки (длина принята за 1); σp - разрушающее контактное напряжение под кромкой лезвия.
Члены уравнения (11):
h сж.2 у
εсж 2 = ;
h обж2 обж2 сж2 ;
Для участка единичной длины:
dP- т - 8 - ^-E-dh 9 7; (18) обж 2 обж 2 сж 2
' E
F 1 = F 1cos α 1 = f (4 h α ⋅ tg α 1 ⋅ sin2 α 1 + (12)
E
+ µ ⋅ α ⋅ cos2 α );
2 h 1
E 2
N ⋅ sin α = A = tg α ⋅ α ⋅ sin 2 α + 1 1 y 2 h 1 1
где ε обж 2 ⋅ Е - напряжение обжатия.
h dP = µ ⋅ сж2y dh ⋅ E;
ож сж
h
+ µ α ⋅ sin 2 α ;
4 h 1
Принимаем α 2 - α 1 = β и b = ( h 2 сж .1 - h 2 сж .3 ) , тогда:
где µ hсж 2 у h
h сж2 у
= ε сж .2 у
ε обж .2 у
h сж 2 у у
εсж.2max = εсж.2max hh сж2 сж2
E 2
N sin β = C = tg β ⋅ b ⋅ sin 2 β +
2 y 2 h
обж .2max сж .2max µ ;
ε обж .2 y = ε сж .2 max ⋅ µ ⋅ h сж .2 у
E
+ µ b sin 2 β ;
4 h
F 2 cos β = Dy = F ' 2 =
f ( E tg β sin2 β ⋅ b + µ E b cos2 β );
4h2
E 2
N sin α = G = tg α ⋅ c ⋅ sin 2 α +
3 3 y 2h 3 3
E
+ µ c sin 2 α );
4h где c = (hс2ж.3 -hс2ж.А);
F 3 cos α 3 = Hy = F ' 3 = f ( E tg α 3 sin 2 α 3 ⋅ c + (16) 4 h
E 2
+ µ c cos α 3 );
Силы N4 и N5, действующие на боковые плоскости лезвия ножа, определим из следу- hсж.2у y
µ ;
h h .
сж .2
где у= h , тогда:
сж . у
ε обж .2 y
h сж.2 у где εсж.2у .
h h з сж .2 у µ;
h
Величина dP обж . 2 является произведением ( ε ⋅ Е ) на площадь ( dh ⋅ 1), т.е.:
о ж.2 y сж hсж2y dPобж2 = µ⋅ dhсж2 ⋅ E ⋅1;
h тогда: Ehсж2 E h2сж2
N 5 = Pобж 2 = µ ⋅ h сж 2 у ⋅ dh сж 2 = µ ⋅ ;
h 2 h
Сила трения F5 соответственно равна:
F 5 = P обж 2 ⋅ f = µ ⋅ Eh 2 сж 2 ⋅ f ; (19)
2 h
E h 2 сж 4
Аналогично: N = µ ⋅ ; (20)
4 2 h
dP сж

- x ) dx ; tg α 1
E h сж 4
F 4 = f ⋅ µ ⋅ ;
2 h
тогда сила Р сж равна:
h c ; ⋅ tg α 1
P сж = ∫ ( E ( h 0 h
сж
-
1 x
) n dx ; tg α 1
Рассмотрим силы в проекции на ось
«X»
Интеграл вычисляется методом подста-
новки. Обозначим:
(в плоскости разрезаемого материала и опорной полочки).
EE
N ⋅ sin α = A = tg α ⋅ α ⋅ sin α cos α + µ α ⋅ (cos α )
-
1 1 x 2h 1 1 1 2h
EE
-
= tg α ⋅ α ⋅ sin 2 α + µ α ⋅ cos α ;
4h 1 1 2h
-
F sin α = B = α ⋅ tg α ⋅ sin 2 α + µ ⋅ α ⋅ sin 2 α ;
-
1 1 x 2h 1 1 4h
EE
N cos β = C = tg β ⋅ b ⋅ sin 2 β + µ b cos 2 β ;
-
2 x 4h2
( h сж
-
тогда:
F 2 sin β = Dx
N 3 cos α 3 = Gx
F 3 sin α 3 = Hx
EE
= tg β sin2 β ⋅ b + µ b cos 2 β ;
2h4
EE
= tg α ⋅ c ⋅ sin 2 α + µ c cos 2 α ;
4h 3 3 2h
E2
= tg α sin 2 α ⋅ c + µ c sin 2 α ;
2h 3 3 4h
N 4 = µ ⋅
E h сж 4
2 h
;
N 5 = µ ⋅
E h сж 2
2 h ;
Возможны частные случаи для лезвий ножей с различной геометрией, вытекающие из обобщенной зависимости напряжений от деформации [11-13]. Если степень п в такой зависимости не может быть принята равной 1, исходная для расчетов сила сжатия Рсж определяется следующим образом.
Согласно общей формулы имеем:
σ = n ε сж ⋅ E ; (22)
согласно рисунку 2:
dPсж = n ε сж ⋅ E ⋅ dF , dF = dx ⋅ 1; (23)
где dPсж — сила обжатия со стороны столбика площадью dF. При этом ширина столбика равна dx, а длина принята равной 1. Относительное сжатие ɛ сж и сила dP сж соответственно равны:
x
) = m , tg α 1
dm = -
dx ;
tg α 1
dx = - tg α 1 ⋅ dm ;
После подстановки имеем:
P сж
E 1 hc ; ⋅ tg α 1
= ( )n ⋅ ⋅ mn ⋅ (-tgα )dm = h1
E 1 h c ; ⋅ tg α 1 1
= ( ) n ∫ 1
h 0 + 1
n
1 + 1
⋅ m n ( - tg α 1);
Показатель степени в формуле определяется физико-механическими свойствами материала и скоростью протекания процесса резания [14-16]. В том случае, когда ее величина оказывает существенное влияние на сопротивление материала деформации необходимо учесть следующее.
При деформировании сжатием материалов (в том числе лезвием режущего инструмента) с небольшой скоростью, скорость распространения деформации обычно близка к скорости деформирующего воздействия (движения режущего инструмента). Поэтому в материале деформации распространяются относительно равномерно (в зависимости от геометрических параметров лезвия). Однако при высокоскоростном деформировании, когда скорость воздействия существенно превышает скорость деформирования, распределение деформаций внутри материала не является столь однородным: деформации концентрируются вблизи режущей кромки.
Известно, что скорость волны деформации для материала в упругом состоянии равна скорости звука. В том случае, когда материал утратил упругие свойства, при распространении волны пластичности в результате деформирующего воздействия на него кромки лез-
вия имеет место следующее соотношение скорости воздействия (резания) v i и, деформации у края волны деформации ε i , (на некотором элементарном участке):
ε 1 ε i 1 1 ∂ σ 1
vi = vд ⋅ d ε = ( )2 ⋅ ( )2 d ε ; (29)
0 0 ρ ∂ε где vд - скорость распространения деформации; σ — напряжение.
Вид графической зависимости «напряжение-деформация» для материалов предполагает, что вблизи предела ∂σ текучесть — ∂ε стремится к нулю. Поэтому скорость деформирующего воздействия на материал достигает максимума при некотором критическом значении деформации εi. При внедрении лезвия в материал с более высокой скоростью vi=viкр волна деформации не может распространяться от деформируемого участка, что и способствует разрушению материала.
Таким образом, eсли сила, вызвавшая движение элементарных частиц материала с упругопластическими свойствами (нaпример, кожуры) действует очень кратковременно, то область, в которой за время действия силы возникли деформации и скорости, будет очень узкой. При этом распространение деформации по слоям материала не сопровождается расши- рением той области, в которой вначале были локализованы деформации и скорости. Вследствие того, что эта область очень узка, деформации и скорости в каждом слое материала будут появляться на очень короткий промежуток времени - по материалу с конечной скоростью будет распространяться короткий импульс деформаций сжатия и скоростей. Значения величины деформации и скорости ее распространения связаны между собой через параметры, характеризующие упругость и пластичность среды объекта обработки. Следовательно, скорость зависит от свойств тела, в котором импульс распространяется. В большинстве материалов скорость распространения импульса оказывается порядка 5 103 м/с.
