Исследование возможности повреждения полимерного компаунд-протектора на абразиве для гидроабразивного резания под водой

Автор: Г.В. Барсуков, В.С. Шоркин, А.С. Фетисов, К.Ю. Фроленков, Е. П. Крыгина
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.27, 2025 года.
Бесплатный доступ
В статье представлены результаты теоретической оценки возможности повреждения полимерного компаунд-протектора на абразиве для гидроабразивного резания под водой. В основу расчета положена модель трещины Баренблатта, предполагающая наличие смыкания берегов трещины в хрупком материале оболочки абразива под острыми углами. В работе рассматривается частный случай, в котором предполагается, что микротрещины расположены далеко друг от друга, их размеры малы по сравнению с расстоянием между ними, а объем материала поверхностного слоя намного меньше объема трещины. Напряженно-деформированное состояние материала вокруг места повреждения оболочки (компаунд-протектора) абразивной частицы, а также взаимодействие берегов трещины описаны с помощью нелокальной модели упругого материала. Анализ результатов теоретических расчетов показал, что в сплошном материале оболочки абразивной частицы оказалось энергетически выгодным наличие нарушения его сплошности под влиянием внутренних межчастичных взаимодействий, которые существуют в нем вследствие устойчивости его состояния из-за взаимного межмолекулярного притяжения. Отмечается, что начальная поврежденность оболочки абразива может развиваться под действием водной среды. Из-за заполнения водой дефектов покрытия происходит отслаивание оболочки от зерна при внешних механических воздействиях, существенно меньших? чем планировалось. Полученные результаты позволят обеспечить целостность полимерного компаунд-протектора на абразиве для гидроабразивного резания под водой для выполнения различных технологических задач, в том числе обслуживания опасных объектов, спасательных операций и добычи полезных ископаемых.
Абразив, гидроабразивное резание, компаунд-протектор, оболочка, покрытие
Короткий адрес: https://sciup.org/148332855
IDR: 148332855 | УДК: 621.9 | DOI: 10.37313/1990-5378-2025-27-6-141-149
Studying the Possibility of Damage to a Polymer Protective Compound on Abrasives for Underwater Waterjet Cutting
This article presents the results of a theoretical assessment of the potential for damage to a polymer protective compound on an abrasive for underwater waterjet cutting. The calculation is based on the Barenblatt crack model, which assumes the closure of crack faces in the brittle material of the abrasive shell at acute angles. The study considers a special case in which microcracks are spaced widely apart, their sizes are small compared to the distance between them, and the volume of the surface layer material is much smaller than the crack volume. The stress–strain state of the material around the damage site of the abrasive particle›s shell (protective compound), as well as the interaction between the crack faces, are described using a nonlocal elastic material model. Analysis of the theoretical calculation results revealed that, in a solid abrasive particle shell, the presence of a discontinuity under the influence of internal interparticle interactions, which exist due to the stability of the shell due to mutual intermolecular attraction, is energetically favorable. It is noted that initial damage to the abrasive shell can develop under the influence of an aqueous medium. Due to the filling of coating defects with water, the shell delaminates from the grain under external mechanical stresses signify cantly lower than expected. The obtained results will help ensure the integrity of the polymer protector compound on the abrasive for underwater waterjet cutting for various technological applications, including servicing hazardous facilities, rescue operations, and mining.
Текст научной статьи Исследование возможности повреждения полимерного компаунд-протектора на абразиве для гидроабразивного резания под водой
Технология гидроабразивного резания (ГАР), основанная на формировании тонкой струи жидкости диаметром 1 – 2 мм с абразивными частицами, благодаря своей высокой эффективности и низкому тепловыделению играет важную роль в механической обработке. В частности, высокая скорость резки практически любых материалов толщиной до 300 мм делает ее широко используемой в области вырезания деталей из листа.
Адаптация ГАР к подводным условиям работы позволит решать различные задачи при выполнении подводных технологических операций, в том числе при обслуживании опасных объектов, спасательных операций и добычи полезных ископаемых. Например, в своем исследовании Shang Gang и др. изучили влияние концентрации абразива в струе, скорости перемещения сопла и давления в системе на режущую способность абразивной суспензии под водой и провели сравнение с аналогичными режимами при резании в воздушной среде [1].
Для транспортировки суспензии на большие расстояния от поверхности океана до его дна, Yamaguchi разработал систему ее прямой подачи по шлангу с добавлением полимеров для снижения гидравлического сопротивления. Для резки толстых стальных листов на большой глубине в океане было проведено моделирование с использованием контейнера под давлением, которое позволило определить требования к реальной резке [2].
Chen Z. и др. разработали роботизированное, дистанционно управляемое устройство для управления режущим соплом под водой. В своем исследовании Chen Z. описал технологическую схему резки стальных листов судна, затонувшего на глубине до 6 км, абразивной суспензией под сверхвысоким давлением. Также разработано оборудование для резки, установленное на морское дно, обеспечивающее давление истечения 140 МПа.
Для мониторинга и контроля процесса обработки материалов при выполнении гидроабразив-ного резания с использованием беспилотных подводных роботов-манипуляторов в своем исследовании Галиновский А.Л. и Мугла Д.Р. показали, что можно применить метод акустической эмиссии. Установлено, что метод акустической эмиссии позволяет определить момент прорезания материала струей воды для последующего перехода к процессу гидроабразивной резки по заданной траектории или сегментации [4].
Компания «Chukar Waterjet» (США) разработала гидромониторную систему, которая была использована на глубине 1430 метров при бурении скважины Макондо в Мексиканском заливе. С ее помощью нужно было удалить скопившиеся гидраты, которые затрудняли герметизацию скважины [5].
Таким образом, внедрение технологии гидроабразивного резания под водой возможно с использованием мобильных установок малой мощности около 140 МПа, что накладывает определенные ограничения на их применение.
-
2. ПОСТАНОВКА ПРОБЛЕМЫ
Одной из серьезных проблем является износ сопла в процессе резания под водой. С одной стороны, частая смена сопла затруднена в тяжелых условиях, с другой стороны, увеличение размера отверстия канала сопла приводит к снижению давления, а соответственно, и эффективности резки [6].
В настоящее время проведено множество исследований процесса износа сопла под действием абразивных частиц и предложены методы продления срока его службы. Во многих работах авторы изучили влияние геометрических параметров канала сопла на его повреждение. Из обзора литературы видно, что в основном исследуются комбинации таких параметров процесса, как угол схождения фокусирующей трубки, положение входного отверстия для частиц и угол входа абразивных частиц [7, 8]. Так, Илюхиной А.А. и Колпаковым В.И. предложен способ повышения эффективности мобильных установок, осуществляющих подводную гидроабразивную резку, основанный на использовании встроенного струйно-формирующего тракта, состоящего из алмазного сопла, дополнительной переходной трубки и фокусирующей трубки оптимальной конструкции струйного тракта [7].
Для снижения скорости износа и увеличения срока службы сопла некоторыми авторами предлагается применять высокопрочные композиционные керамические материалы на основе В4С с добавлением TiB2 и вольфрамокобальтовых сплавов WC-Co [9]. В своем исследовании Грег А. Морт установил, что срок службы композитных твердосплавных сопел более чем в 20 раз превышает срок службы сопел из WC-Co [10].
Многие исследователи используют различные методы моделирования износа сопла, такие как CFD анализ, дисперсионный анализ (ANOVA) и регрессионный анализ, чтобы определить оптимальные геометрические параметры канала сопла для снижения его износа. В работе Pi V.N. и Tuan N.Q. представлено исследование по поиску модели для прогнозирования износа композитных твердосплавных сопел при резке ГАР с применением гранатового абразива. Модель может быть использована для расчета срока службы сопла и, следовательно, для прогнозирования времени работы мобильной установки ГАР под водой [11].
Другая часть исследований направлена на установление влияния абразивных частиц на износ сопла. Определено время потери массы фокусирующей трубки при попадании абразива разного типа и размера в полость фокусирующей трубки сопла и сделана оценка срока ее службы [12, 13].
Как правило, твердость абразива напрямую влияет на скорость и глубину резания материала, соответственно, более твердый абразив обеспечивает высокую производительность и эффективность. Однако применение сверхтвердых абразивов, таких как электрокорунд, циркониевый корунд и других вызывает сильный износ сопла.
В работах [14, 15] показано и экспериментально доказано, что использование при гидроабра-зивной резке абразивных зерен, покрытых полимерной защитной пленкой (компаунд-протектор), способствует существенному увеличению срока службы деталей и узлов гидроабразивной установки, которые контактируют в рабочем процессе с гидроабразивной струей.
Нанесение покрытия на поверхность твердых частиц с образованием оболочки широко применяется в фармацевтической, пищевой, косметической промышленности и при производстве удобрений [16]. Необходимым условием является обеспечение однородности покрытия [17].
Основным методом нанесения покрытия на частицу является распыление вещества оболочки в псевдоожиженном слое, при котором твердые частицы приобретают подвижность относительно друг друга за счет восходящего потока воздуха. Раствор материала для покрытия распыляется на псевдоожиженные частицы, капли высыхают и оседают на поверхности частиц, образуя «послойный» рост в условиях сбалансированной псевдоожиженности и сушки, как показано на рис. 1.
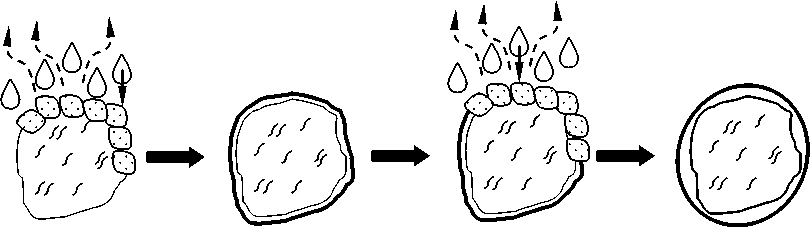
Покрытие и сушка Формирование Повторное Абразив в оболочке покрытия
Рис. 1. Схема формирования абразивных зерен в полимерной защитной оболочке (компаунд-протектор)
Однако движение частиц в псевдоожиженном слое при распылении является сложным процессом, включающим столкновения между частицами, теплообмен и сушку, а также другие процессы, которые могут привести к неравномерности покрытия, образованию разрывов и трещин.
Это является существенным недостатком использования таких защитных пленок, так как есть определенные ограничения на условия длительного хранения рабочей смеси, в которую входят абразивные зерна, покрытые этими пленками. Готовая абразивная смесь не может находиться долгое время в воде, хотя в ряде случаев ее хранение в воде оказывается необходимым. Находясь в водной среде длительное время, защитная оболочка абразивного зерна набухает из-за диффундирующей в нее воды. Кроме того, влага просачивается до поверхности контакта оболочки и зерна, где заполняет дефекты их адгезионного контакта. Из-за набухания во внутренних микротрещинах и порах создается избыточное давление, приводящее к их росту и уменьшению прочности оболочки. Из-за заполнения водой адгезионных дефектов по тем же причинам происходит отслаивание оболочки от зерна. Все это приводит к разрушению защитной оболочки при внешних механических воздействиях, которые существенно меньше запланированных, рассчитанных для хранения в сухих условиях.
Попав на поверхность какого-то твердого материала, молекула воды диффундирует в него не всегда сразу, часто это происходит спустя некоторый отрезок времени. Очевидно, что чем больше этот отрезок, тем больше вероятность дальнейшей диффузии.
Известно [18], что вблизи твердой поверхности (например, поверхности зерна, изготовленной на основе кремния) существует поле молекулярных сил. Это может быть электрическое поле, возникшее из-за разницы атомных структур материала в его глубине и вблизи свободной поверхности. В частности, поле около зерна возникает из-за пьезоэффекта, возникающего при образовании поверхности. Это поле сильно неравномерное. Так что молекулы – диполи, втягиваются в него, налипая на поверхность зерна. Кроме того, поверхностный слой абразивного зерна действует на частицы своего окружения (независимо диполи ли они или нет) с помощью сил Ван-дер-Ваальса. Благодаря этим силам частицы также притягиваются или, по крайней мере, остаются нейтральны к действию этих сил.
Отсюда следует, что покрытие абразивных частиц должно быть изготовлено из такого материала, молекулы которого лиофильны к материалу абразива и одновременно лиофобны к молекулам воды. Подобным материалом может быть, например, материал ПАВ, примененный для уменьшения пристеночной вязкости воды.
Силы Ван-дер-Ваальса, а также (независимо от этих сил) тепловые флуктуации, вызывающие случайное движение молекул воды, не смотря на гидрофобность поверхности покрытия к воде, могут способствовать движению ее молекул к поверхности покрытия и их столкновению с ней. Поэтому не исключена возможность их проникновения в микротрещины, образовавшиеся в покрытии во время его нанесения.
Ввиду этого к материалу покрытия предъявляется еще одно требование. Он не должен быть склонен к наличию в нем большого числа микротрещин, а сами микротрещины должны обладать размерами меньшими, чем молекулы воды.
Далее предлагается путь решения одной из перечисленных проблем – теоретическая оценка пористости материала покрытия. Первоочередность этой проблемы обосновывается тем, что эта пористость в материале при его образовании возникает из-за внутримолекулярных взаимодействий. Следовательно, зависит только от его свойств, и поэтому результат решения может использоваться в начале выбора соответствующего материала покрытия.
-
3. ТЕОРЕТИЧЕСКАЯ ОЦЕНКА ВОЗМОЖНОСТИ ПОВРЕЖДЕНИЯ ПОЛИМЕРНОГО КОМПАУНД-ПРОТЕКТОРА НА АБРАЗИВЕ
Рассматривается тело В, размеры которого намного превосходят размеры содержащихся в нем трещин. Так что его можно считать бесконечно большим. Предполагается, что тело В, состоящее из материала оболочки абразивной частицы (компаунд-протектор), содержит сеть микротрещин, которые возникли в нем по разным причинам. Ввиду этого оно является «дискретно-непрерывной» средой. Размеры микротрещин считаются известными. С помощью информации о размерах микротрещин можно построить континуум К, для которого одной из функций состояния является непрерывная и дифференцируемая скалярная функция места и времени шк (r, t), характеризую- щая его поврежденность.
а )
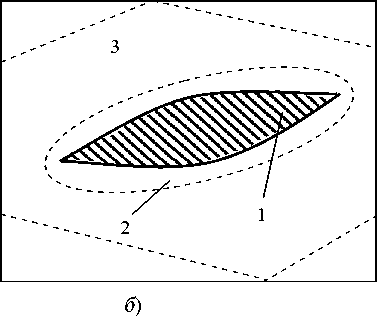
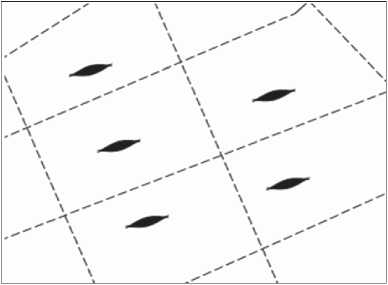
Рис. 2. Схема, лежащая в основе расчета поврежденности материала оболочки абразивного зерна:
-
а) схема деления исследуемого тела на репрезентативные частицы A B - выделены пунктиром;
-
б) структура области, занимаемой произвольной частицей A B :
1 - область Л g , занятая трещиной (материал в ней отсутствует);
-
2 - область ЛЛ а (площадь боковой поверхности S a ), занятая поверхностным слоем трещины AB a , в котором напряженно-деформированное состояние возмущено трещиной (имеет толщину h eff области Л g ;
3 - область Л Л $ , занятая той частью Л B $ материала частицы A B , которая не возмущена присутствие в ней трещины
Потенциальная энергия Л W частицы Л B после образования в ней трещины в стационарном состоянии складывается из энергии Л W $ невозбужденной части A B $ , и энергии WsS a ( W s -поверхностная энергия) возбужденных появлением свободной границы - берегов трещины площадью поверхности S a (или длиной L a - для плоской трещины).
Л W = w $ Л V $ + W ro S a . (1)
В основу расчета величин w $ и W s положена модель трещины Баренблатта [19], напряженно-деформированное состояние материала вокруг которой, а также взаимодействие ее берегов описаны с помощью нелокальной модели упругого материала, предложенной в работе [20]. Модель Баренблатта предполагает наличие смыкания берегов трещины в хрупком материале под острыми углами, что адекватно их реальному виду.
В работе рассматривается частный случай, в котором предполагается, что микротрещины расположены далеко друг от друга. Их размеры малы по сравнению с расстоянием между ними, а объем материала поверхностного слоя Д V A намного меньше объема трещины A V g -поверхностный слой трещин очень тонкий.
A V a
Л V
<< 1 .
Связь w ^ с парным и тройным потенциалами представим в следующем виде [20]: w = w w w + (1 - w ) w # = w 2 D 3 + (1 - w )2 D (2) + (1 - w )3 D (3).
Для тех материалов, у которых влияние тройных взаимодействий их частиц на внутреннюю потенциальную энергию мало по сравнению с влиянием на нее парных взаимодействий, последним слагаемым в выражении (3) можно пренебречь. Тогда эта зависимость получает вид имеющей минимум параболы.
Значение поврежденности в точке минимума равно:
^ 1 + ( D з / D (2)) ’
Обязательным условием, которому должна удовлетворять поврежденность в силу своего определения, является неравенство
0 < wmm < 1 .
Неравенство справедливо, так как D(2) = J Ф(2) d(A V) > 0 - из-за устойчивости системы ∞ частиц dB^, составляющих ДB# [21], D3 > 0 в силу положительности подынтегральной функции.
Выражение для w w запишем в следующем виде:
ωww= [ w' - A w ]d (A V) = D3w.
A V3^
Если D (2) = 0 , то wm1n = 1 . Это возможно, когда занимаемая материальной частью A B # область A Л# - пустое множество. Если D 3 = 0 , то в частице A B нет областей, где w „ - A w ( h ) > 0 , ( h ч^ ) ^ ( w ^ > A w ( h ) ч 0 ) (нет пограничных слоев), то wm1n = 0 . Это является свидетельством отсутствия в материале трещин.
Используемые для этого коэффициенты пропорциональности Ф(2) и Ф(3) межчастичных потенциалов определены равенствами
Ф (2> = Ф ( о 2) 9 (2>ф L ,2 ) , Ф'3) = Ф 1» ф< 2 ' ( Р L J ф» ' ( Р L J. (7)
Здесь Ф 0 2) , Ф 0 3) и в - материальные параметры, значения которых определяются через параметры Ламе. Формулы для их вычисления имеют следующий вид:
fф! ] = 4 Ц+ 45 Л = _Е__ 2 + 41 v ,
У в 3 ) 294 п 294 п (1 + v )(1 - 2 v )
( Ф ( 3) ^ 27( Л-ц ) 27 E 4 V- 1
== у в6 J 1764 п2 1764п2 2(1 + v)(1 - 2v)’
3 п
7 -
У f 1 J
(Фя
У в J
( 1563 п
+ 1--------
I 4
f фу-1 в6
У в J
2 ц + Л
.
В выражении (10) f 0 и f 1 - экспериментально определяемые параметры, характеризующие аппроксимацию дисперсионного закона функцией w 2 = f ( K 2) = f 0 K 2 - f 1 K 4, в которой w и K соответственно круговая частота и волновое число. Новым, по отношению к Л и ц является только параметр f 1 , так как f q выражается через классические характеристики линейного упругого состояния [22].
В случае использования теоретического дисперсионного закона:
|
15 |
f ф 3 |
(1563л3! + 1------------1 |
f ф 3 |
|
|
в= 3ТП . l at |
1 в 3 > |
4 J |
р6 ( в ; |
|
|
2 ц + X |
||||
Здесь I. = —;=, n - число атомов в единице объема. a
V n
Безразмерные функции ф (2) ( в L i2 ) и ф (2)( в L 1з ) характеризуют зависимость от расстояния
L12 и L13 потенциального взаимодействия частицы dB$ с частицами dB$2 и dB#3. В обоих случаях эти функции определены следующими равенствами [23]:
Ф 1 ( % ) -
О <^ = в l <^0 ч О
ф(2) ш = <
|ф 2 Ш = e-^
- 2 e - ^ : :
^ о <%■ ;
Вид функции ф 1 ( ^ ) , 0 < ^ = в L <^ 0 ч 0 , обоснован в работе [22].
Для примера использован кремний. В качестве его исходных характеристик механических свойств использованы параметры Ламе для полимерного материала X =9,2 - 10 - 8 Н / м 2 , Ц =46 • 10 - 7 Н / м 2 и модуль Юнга E = 3 , 1 - 109 Н / м 2 [24].
С помощью такого представления межчастичного потенциала вычислены значения параметров Ф 0 2) , Ф 0 3) и в , а также поверхностной энергии W s и приводящего к появлению микротрещин растягивающего напряжения р [25]
Ф02) = 0,08-1040 Дж / м6, Ф03) = 0,0006-1060 Дж / м9, р = 0,65-1010Н / м2, p = 6,2-1010Н / м2, Ws = 1,28 Дж / м2. (20)
Величина характерного размера микротрещины l определена на основании представленной в работе [26] приближенной оценки длины устойчивой трещины, построенной без учета существования микротрещин, значит с теоретическим модулем Юнга E 0 = 500 E :
, WE
1 2
Величина l оказалась равной l = 30 -10 9м = 30нм [27]. При раскрытии микротрещины и ~ 10 10м объем области 5 с таким диаметром равен Л V3 ~ 36 -10 28м3, а площадь боковой поверхности: SA ~ l2 = 10 15 м2.
Для вычисления констант D (2) и D 3 , входящих в выражение (3), использованы значения:
( 1
I в 3 )
= 2,8 - 109 Дж / м 3,
' ф 0 3) 3
I в 6 J
= 0,02 - 109 Дж / м 3 .
