Изучение микро/нанопрофиля вибрационного механохимического цинкового покрытия

Автор: Бабичев Анатолий Прокофьевич, Иванов Владимир Витальевич, Худолей Сергей Николаевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 4 (55) т.11, 2011 года.
Бесплатный доступ
Представлены исследования структуры микро/нанорельефа вибрационного механохимического цинкового покрытия (ВиМХЦ).
Вибрационная обработка, механохимия, цинковые покрытия
Короткий адрес: https://sciup.org/14249577
IDR: 14249577 | УДК: 621.923-752
Research of vibration mechanochemical zinc coating micro/nano-profile
The research results of the micro/nano-profile of the vibration mechanochemical zinc coating are presented.
Текст научной статьи Изучение микро/нанопрофиля вибрационного механохимического цинкового покрытия
Введение. Физико-химические свойства цинка, относительно простые технологии и оборудование для нанесения покрытия позволяют успешно применять его для защиты от коррозии. Цинковое покрытие эффективно до тех пор, пока оно не исчезнет полностью. Более того, практическая возможность корродирования самого цинка также постепенно устраняется благодаря образованию защитной пленки из его окислов. Недостатком цинкового покрытия является невысокая механическая прочность и слабая сопротивляемость действию кислот.
Цинкование в процессе вибрационной механохимической обработки. Применяется для деталей из конструкционных углеродистых и легированных сталей. Оборудованием могут служить серийно выпускаемые вибрационные станки с прямоугольными и кольцевыми рабочими камерами. В качестве рабочей среды используются стеклянные, фарфоровые шарики диаметром 2–8 мм, порошок цинка (марки ПЦ-2) и химические активаторы. Процесс покрытия осуществляется в технологической жидкости. Толщина цинкового покрытия – до 10 мкм, и в сравнении с традиционным гальваническим цинкованием оно отличается: малой энергоемкостью технологии, экологической чистотой, отсутствием наводораживания поверхности, хорошими физико-механическими и эксплуатационными свойствами поверхности (низкой шероховатостью, коррозионной стойкостью) [1].
Комбинированный процесс ВиМХЦ можно рассматривать как совокупность взаимосвязанного воздействия механических, химических и механохимических факторов.
На процесс ВиМХЦ влияют режимы обработки, частота и амплитуда колебаний, состав и характеристика рабочей среды, объемное соотношение рабочей среды и деталей, конструктивные соотношения обрабатываемых деталей и рабочей камеры. Толщина покрытия в этом случае определяется разностью скоростей формирования покрытия и сопутствующего съема металла. В свою очередь, формирование покрытия также определяется механическими факторами. Это подтверждается тем, что без вибрационного воздействия, только химическим путем, цинковое покрытие в тех же условиях будет минимальным [2, 3].
Исследование формирования вибрационного механохимического цинкового покрытия осуществлялось на аналитическом автоэмиссионном электронном микроскопе Zeiss SUPRA 25, микропрофиля поверхности – на сканирующем зондовом микроскопе Nanoeducator (NT-MDT), а нанопрофиля – на туннельном микроскопе PHYWE. Исследование проводили на образцах стали 45. Для установления механизма формирования покрытия его наносили на каждый образец за определенный интервал времени.
Исследования проводились на базе межкафедрального ресурсного центра коллективного пользования (МРЦКП) ДГТУ.
Изучение кинетики формирования цинкового покрытия механохимическим способом в условиях вибрационной обработки показало, что процесс начинается с пластической деформации поверхности и активации поверхности за счет химического и механического воздействия. На этом этапе происходит подготовка поверхности, удаляются окислы, активируются частицы цинкового порошка. При дальнейшей обработке на стали образуется тонкий слой цинкового покрытия [3].
За счет механического воздействия ударов фарфоровых шаров и воздействия анионов хлора формируется активированная поверхность обрабатываемых деталей. Одновременно происходит пластическая деформация, которая приводит к изменению микро/нанорельефа. Фарфоро- вые шары активируют поверхность металла таким образом, что гидратированные ионы цинка проникают в углубления – микровпадины, где впоследствии происходит активация и реакция взаимодействия гидратной оболочки цинка с поверхностью металла. На этой стадии происходит максимальная деформация микровыступов. Толщина цинковой суспензии на поверхности обрабатываемого металла увеличивается и играет демпфирующую роль, снижая ударное воздействие фарфоровых шаров. При дальнейшем механическом воздействии уменьшается высота микровыступов, в результате возникает волнообразный микрорельеф.
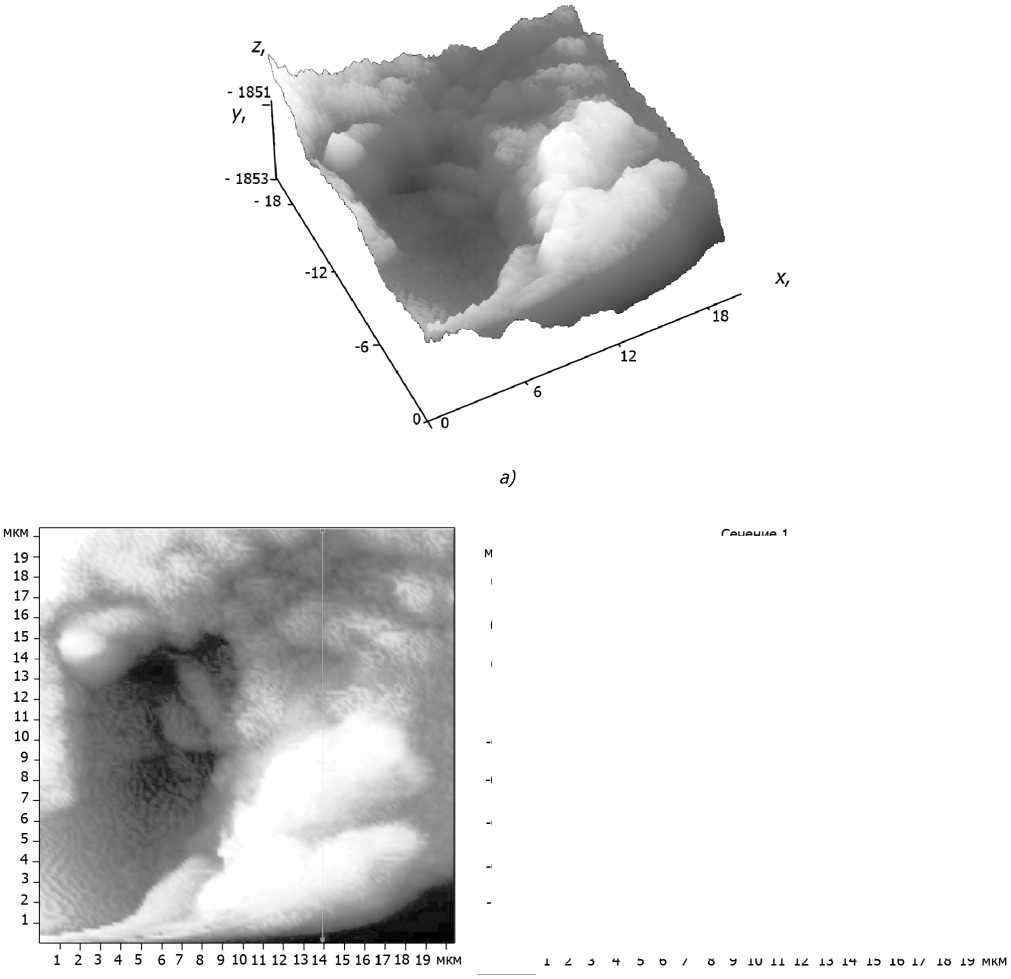
Для исследований микрорельефа поверхности использован сканирующий зондовый микроскоп Nanoeducator (NT-MDT) (рис. 1, а,б ).
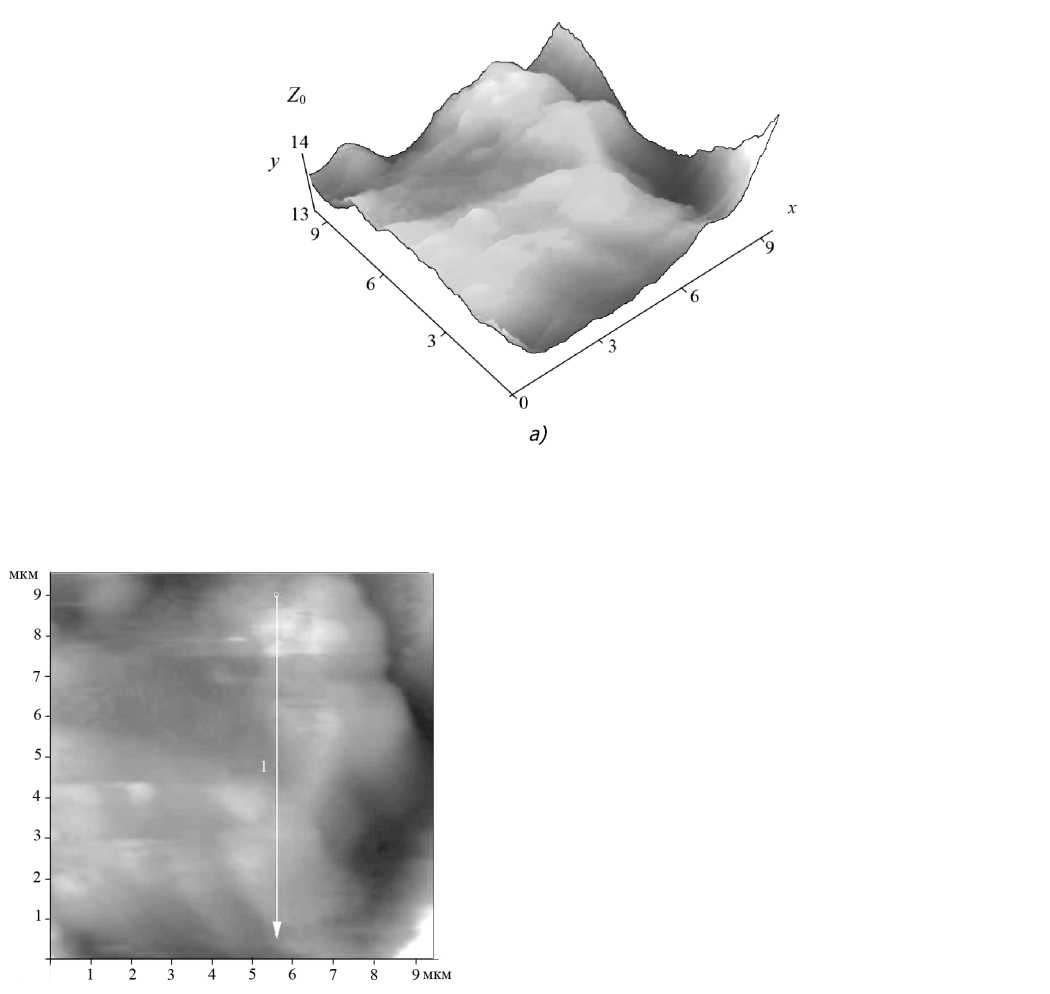
Рис. 1. Поверхность ( а ) и микрорельеф исходной поверхности ( б ) стали 45
б)
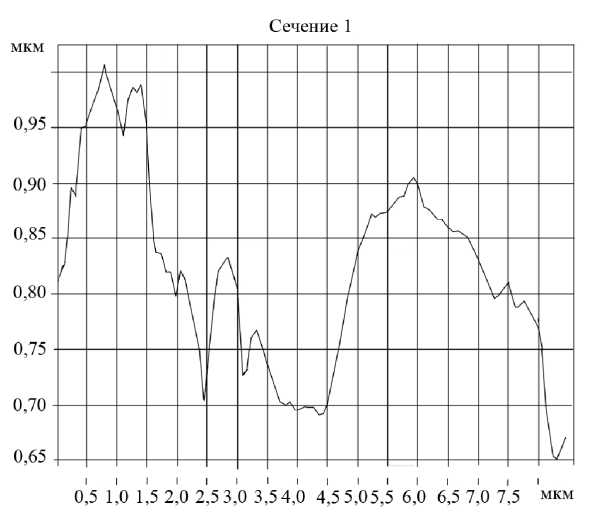
Анализируя результаты исследования профиля ВиМХЦ покрытия до и после нанесения, можно отметить, что 3D модель (рис. 1, а ) исходного образца не имеет экстремальных выступов более чем 1 мкм; профилограмма (сечение) поверхности в диапазоне 0,5–2 мкм по оси Х (рис. 1, б ) имеет ярко выраженные острые пики с перепадом 0,7–0,95 мкм.
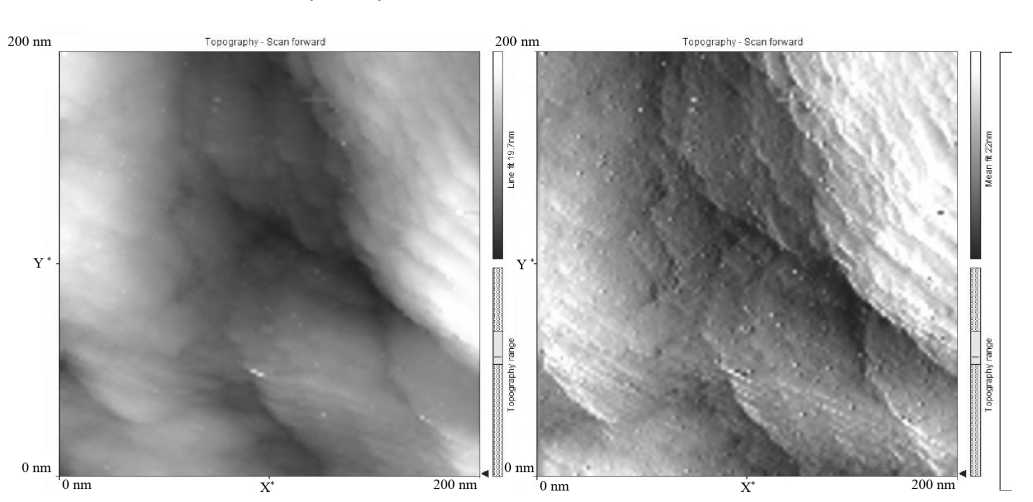
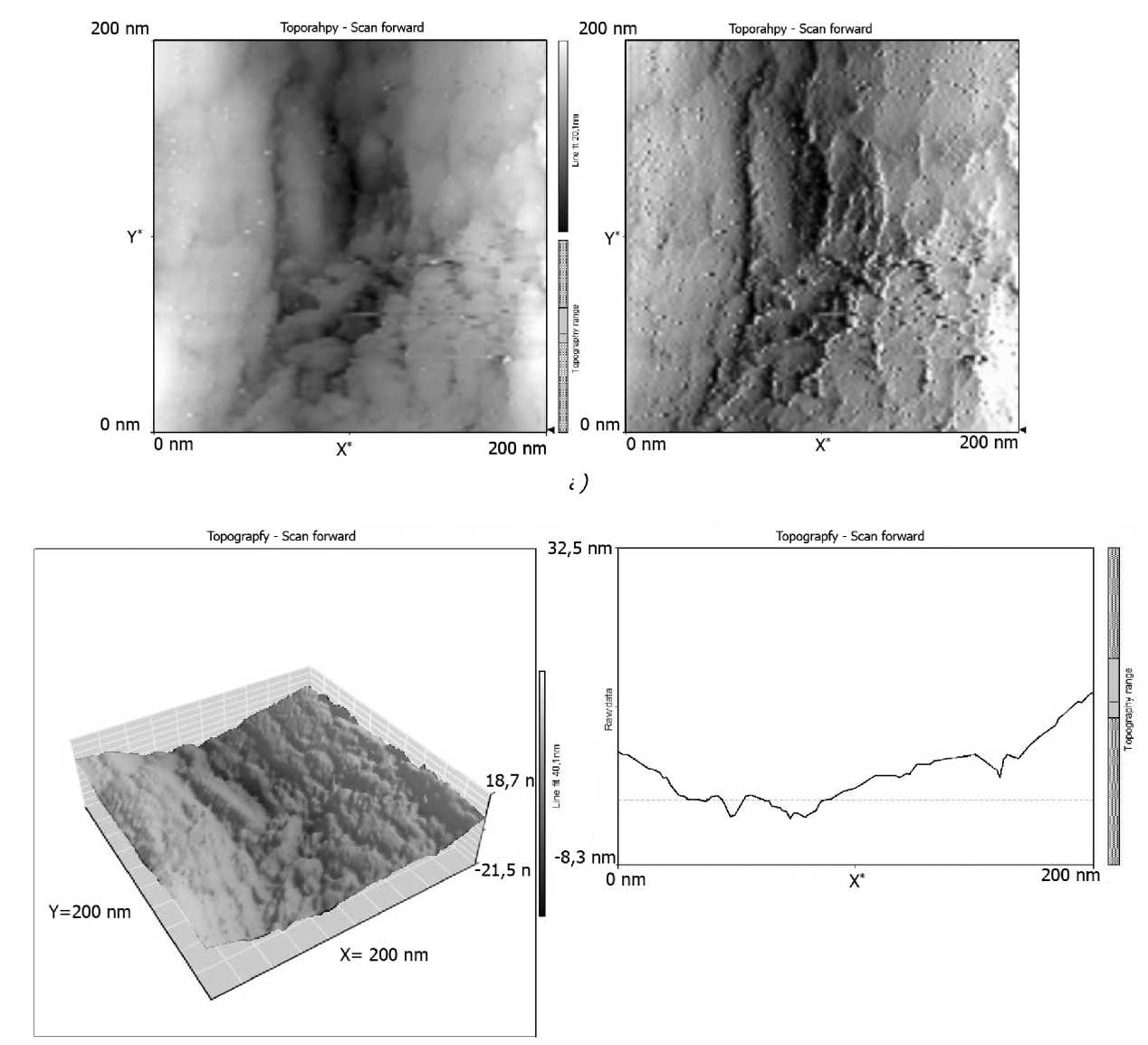
а наноуровне поверхность исходного образца (рис. 2,а) имеет ярко выраженный террасообразный пологий рельеф с отклонением 2,1–2,2 нм. Такой рельеф характерен для механического полиро- вания войлочными кругами. Профилограмма (рис. 2,б) имеет острые выступы по всей длине и впадины с острыми краями в диапазоне от 100 до 200 нм по оси Х.
а)
б)
Рис. 2. Нанорельеф исходного образца ( а ), модель и профилограмма поверхности стали 45 (200 нм) ( б )
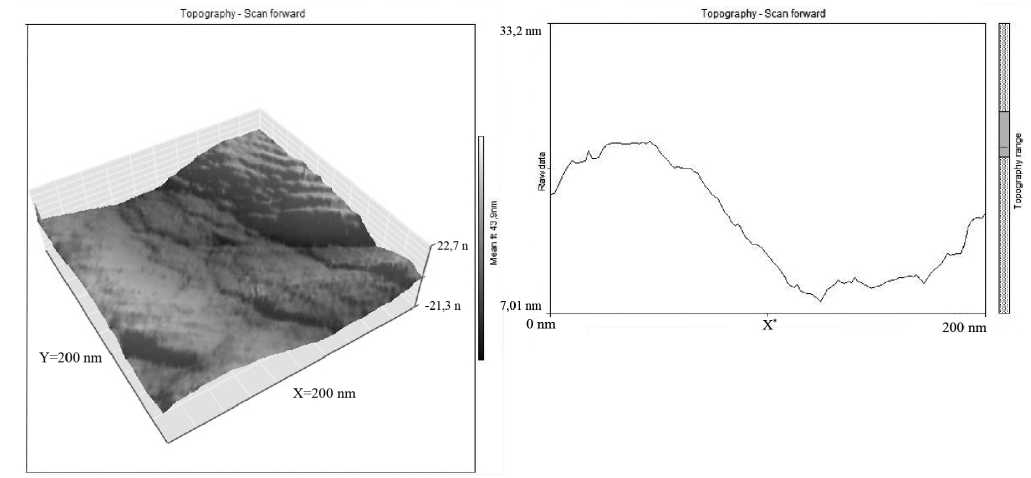
Поверхность стали 45 с ВиМХЦ покрытием отличается следующим: 3D модель (рис. 3, а ) имеет экстремальные куполообразные выступы, видно, что перепад составляет 0,6 мкм. Профилограмма (сечение) поверхности в диапазоне 0,5–2 мкм по оси Х не имеет резкого перепада, он составляет 0,3–0,4 мкм. На профилограмме четко видны скругления выступов и отсутствие пиков шероховатости.
б)
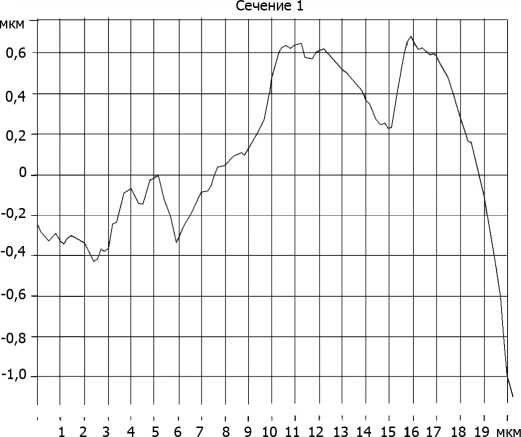
Рис. 3. Поверхность (а) и образец с ВиМХЦ покрытием (б) стали 45
3D модель цинкового покрытия имеет кратерообразную поверхность с ярко выраженными гребешками наплывов покрытия (рис. 3,а,б и 4,а,б). Профилограмма (сечение) расположена в диапазоне 3–10 нм, на протяжении всего сечения отмечается скругление острых выступов и более пологий характер поверхности.
При механохимическом вибрационном цинковании углеродистых сталей формирование защитного покрытия происходит как за счет механической составляющей, так и химической реакции. Поверхность покрытия по сравнению с необработанной становится более пологой, микровыступы скруглены.
а)
б)
Рис. 4. Внешний вид ВиМХЦ покрытия ( а ), модель и профилограмма поверхности с ВиМХЦ покрытием ( б )
Ниже представлены снимки поверхности цинкового покрытия, полученные на аналитическом автоэмиссионном электронном микроскопе Zeiss SUPRA 25, подтверждающие предыдущие исследования (рис. 5, 6). Они дают представление о характере нанорельефа покрытия и соединения его с основным металлом.
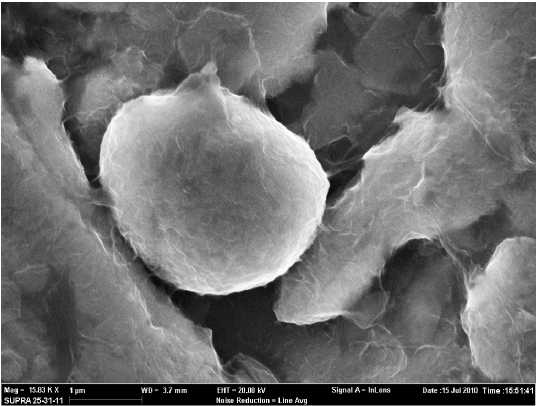
Рис. 5. Вибрационное механохимическое цинковое покрытие
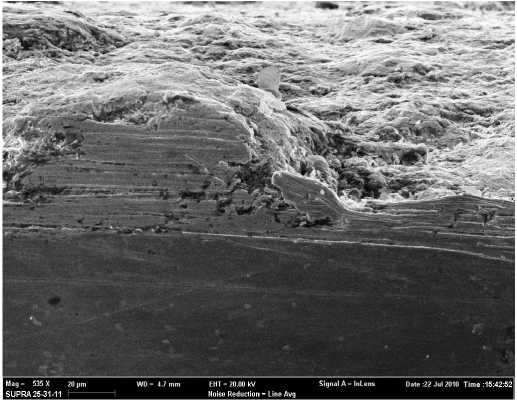
Рис. 6. Шлиф цинкового покрытия, полученного при ВиМХЦ
Вывод. Полученные результаты дополняют имеющиеся сведения о сущности формирования цинкового покрытия в процессе ВиМХЦ, особенностью которого является наличие частиц цинка в виде чешуек различной формы. Такая форма частиц цинка дает возможность уменьшить толщину цинкового покрытия при сохранении им адекватной защиты. Процесс нанесения покрытия не приводит к новодороживанию изделий и не вызывает загрязнения окружающей среды. Покрытие наносят как на отдельные детали, так и на узлы, собранные из нескольких деталей, что значительно сокращает расходы.
Список литературы Изучение микро/нанопрофиля вибрационного механохимического цинкового покрытия
- Иванов В.В. Вибрационные механохимические методы нанесения покрытий/В.В. Иванов. -Ростов н/Д: Издательский центр ДГТУ, 2007. -140 с.
- Бабичев А.П. Основы вибрационной технологии/А.П. Бабичев, И.А. Бабичев. -2-е изд., перераб. и доп. -Ростов н/Д: Издательский центр ДГТУ, 2008. -694 с.
- Бабичев А.П. Механохимические процессы при ВиО (на примере вибрационного механохимического цинкования)/А.П. Бабичев, С.Н. Худолей//Фундаментальные и прикладные проблемы техники и технологии. Известия ОрёлГТУ. -Орёл: ОрёлГТУ, 2008. -№ 3-3/271(546). -С. 54-58.
