Эксергетический анализ технологии получения биодизельного топлива из рапсового масла

Автор: Остриков А.Н., Шевцов А.А., Тертычная Т.Н., Сердюкова Н.А.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (83), 2020 года.
Бесплатный доступ
Анализ резервов эффективности наиболее перспективных технологий получения биодизельного топлива показал целесообразность реализации технологического цикла в следующей последовательности: сначала переэтерификация растительного масла сверхкритическим спиртом, затем флюидная сверхкритическая СО2-экстракция охлажденной реакционной смеси; ее сепарирование в поле центробежных сил для отделения глицерина от целевого продукта, и далее отделение диоксида углерода газожидкостной сепарацией с получением очищенного биодизельного топлива и возвратом диоксида углерода на стадию экстракции. В соответствии с методологией эксергетического анализа рассмотрено влияние на систему внутренних и внешних энергетических потерь. В суммарное количество внутренних эксергетических потерь, связанных с необратимостью любых реальных процессов, входили потери от конечной разности температур в результате рекуперативного теплообмена между материальными и тепловыми потоками, а также гидравлические потери, обусловленные внезапным увеличением удельного объема теплоносителя при его поступлении из трубопровода в рабочие объемы аппаратов...
Эксергетический анализ, биодизельное топливо, энергетическая эффективность, эксергетическая мощность
Короткий адрес: https://sciup.org/140248310
IDR: 140248310 | УДК: 66.047-912 | DOI: 10.20914/2310-1202-2020-1-252-261
Exergetic analysis of the production technology of biodiesel from rapeseed oil
Analysis of the efficiency reserves of the most promising technologies for biodiesel production showed the feasibility of implementing the technological cycle in the following sequence: first, the transesterification of vegetable oil with supercritical alcohol, then the fluid supercritical СО2 extraction of the cooled reaction mixture; its separation in the field of centrifugal forces to separate glycerol from the target product, and then the separation of carbon dioxide by gas-liquid separation to obtain purified biodiesel and return carbon dioxide to the extraction stage. In accordance with the methodology of exergetic analysis, the influence of internal and external energy losses on the system is considered. The total number of internal exergetic losses associated with the irreversibility of any real processes included losses from the final temperature difference as a result of recuperative heat exchange between material and heat flows, as well as hydraulic losses caused by a sudden increase in the specific volume of the coolant when it enters the operating volumes of the devices from the pipeline...
Текст научной статьи Эксергетический анализ технологии получения биодизельного топлива из рапсового масла
Современные тенденции в развитии теоретических основ комплексной переработки растительного масла подготовили условия для научного подхода к созданию новых энергосберегающих технологий производства биодизельного топлива в замкнутых термодинамических циклах по материальным и энергетическим потокам при наиболее рациональных с энергетической точки зрения схемах подключения тепловых насосов (ТН). Эффективное замещение в системах теплоснабжения ископаемых видов топлива на теплоту возобновляемых и вторичных источников посредством ТН является одним из важнейших принципов энергосбережения и охраны окружающей среды.
Разработке предложений по экономии энергии и повышению качества целевых продуктов при переработке масличного сырья предшествовали системные исследования [1, 2], направленные на изучение принципиальных вопросов организации теплотехнологических процессов в технологии получения биодизельного топлива.
Особенность предлагаемой технологии заключается в проведении реакции переэтерификации растительного масла спиртом в сверхкритических условиях, обеспечивающих высокую конверсию растительного масла в биотопливо (> 95%), и отделение биодизельного топлива от глицерина флюидной сверкритической СО 2 -экстракцией с применением теплового насоса.
Сверхкритическая флюидная экстракция (СКФ-экстракция) основана на уникальных свойствах растворителя (углекислого газа) экстрагировать при определенных (сверхкритических) термодинамических параметрах растворимые компоненты. Главной характеристикой сверхкритических флюидов является отсутствие фазового перехода жидкость-пар (газ) и возможность непрерывного изменения плотности, вязкости и других свойств гомогенного флюида в широких пределах при изменении давления, что позволяет влиять на свойства диоксида углерода как растворителя. Находясь в сверхкритическом состоянии флюид представляет собой нечто промежуточное между жидкостью и газом. Он может сжиматься как газ (обычные жидкости практически несжимаемы) и, в тоже время, способен растворять вещества, что газам не свойственно [3–6].
Материалы
Технологическая схема получения биодизельного топлива (рисунок 1) содержит напорные емкости для сырья 1 и спирта 2, насосы высокого давления 3, 4, 28, 38; заслонки 5, 39–43; реактор переэтерификации непрерывного действия 6 со змеевиком 7 и лопастной мешалкой 8, перекачивающий насос 9; сборник продуктов реакции переэтерификации 10; сверхкритический флюидный СО2-экстрактор 11 с насадкой 12 и распределительным устройством 13; рекуперативные теплообменники 14–17; вакуум-насос 18; тарельчатый сепаратор 19; вертикальный газожидкостный сепаратор 20 с наклонными полками 21, каплеуловителем 22 и предохранительным клапаном 23; отстойник непрерывного действия для отделения воды от биодизельного топлива 24; двухступенчатый компрессор 25; испаритель холодильного агрегата 26 и резервуар для сжиженного диоксида углерода 27, установленные в линии возврата диоксида углерода; пароэжекторный тепловой насос, включающий парогенератор 29 с электронагревательными элементами 30 и предохранительным клапаном 31, паро-паровой эжектор 32, испаритель 33, холодоприемник 34 с насосом рециркуляции хладагента 35; терморегулирующий вентиль 36; сборник конденсата 37; линии подачи и отвода материальных и тепловых потоков: 1.1 – растительного масла; 1.2 – спирта; 1.3 – смесь продуктов реакции переэтерификации; 1.4 – паров избыточного спирта; 1.5 – избыточного спирта; 1.6 – биодизельной гомогенной смеси; 1.7 – биодизельной эмульсии; 1.8 – биодизелной смеси с парами диоксида углерода; 1.9 – глицерина; 1.10 – биодизельного топлива с содержанием воды; 1.11 – очищенного биодизельного топлива; 1.12 – воды; 1.13 – паров диоксида углерода, 1.14 – сжиженного диоксида углерода 1.15 – нагретого сжиженного диоксида углерода; 2.1 – высокопотенциального пара; 2.2 – эжектируемого низкопотенциального пара; 2.3 – рециркуляции воды через холодоприемник; 2.4 – рабочего пара; 2.5 – отработанного пара; 2.6 – конденсата; 3.1 – холодной воды; 3.2 – отработанной воды; 4.1 – жидкого хладагента; 4.2 – паров хладагента.
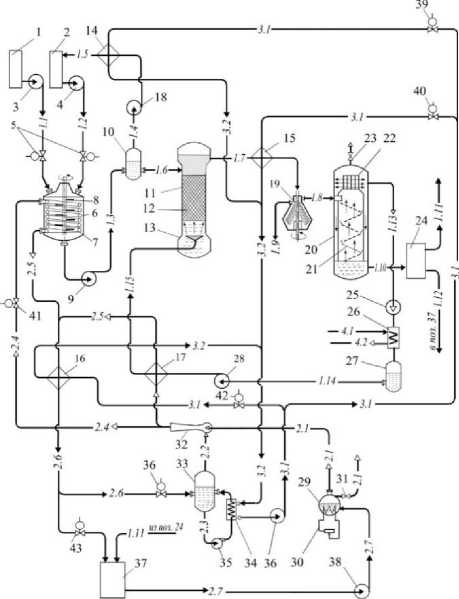
Рисунок 1. Технологическая схема получения биодизельного топлива
Figure 1. Technological workflow of biodiesel fuel production
В реакторе 6 создают необходимые условия для реакции переэтерификации растительного масла спиртом при температуре 250 – 280 °С и давлении 15 – 17 МПа. При этом смесь в реакторе перемешивается до гомогенного состояния и нагревается до сверкритического состояния спирта благодаря наличию змеевика, в который подается рабочий пар с температурой 260 – 290 °С. Заслонки 5 и 41 поддерживают давление и стабильность сверхкритических условий в рабочем объеме реактора.
Смесь продуктов реакции переэтерификации перекачивающим насосом 9 отводится из реактора 6 в сборник продуктов реакции переэтерификации 10 . Пары избыточного спирта с помощью вакуум-насоса 18 отводятся в рекуперативный теплообменник 14 , конденсируются и избыточный спирт возвращается в резервуар для спирта 2 . За счет перепада давления полученная биодизельная гомогенная смесь из сборника продуктов реакции переэтерификации 10 подается в сверхкритический флюидный СО 2 -экстрактор 11 с насадкой 12 и распределительным устройством 13 .
Насадка 12 увеличивает поверхность контакта фаз, а, следовательно, скорость массопереноса при перемешивании фаз в системе жидкость-жидкость. Сжиженный диоксид углерода диспергирует с помощью распределительного устройства 13 в потоке сплошной гомогенной смеси, перемещающейся под действием гравитационных сил.
Экстрагирование с помощью диоксида углерода, находящегося в сверхкритических условиях, обеспечивает извлечение из растительного сырья полный спектр биологически активных соединений.
Технологический цикл получения биодизельного топлива реализуется следующим образом. Из напорных емкостей 1 и 2 насосами высокого давления 3 и 4 подают в заданном соотношении 1 : 10 – 1 : 15 растительное масло и спирт в реактор переэтерефикации непрерывного действия 6 со змеевиком 7 , расположенным на внутренней поверхности, и лопастной мешалкой 8 .
Полученная биодизельная эмульсия из экстрактора 11 отводится в рекуперативный теплообменник 15 , в котором охлаждается до температуры 20 – 30 °С и подается в тарельчатый сепаратор 19 для отделения глицерина от биодизельной смеси в поле центробежных сил. Глицерин отводится, а биодизельная смесь с парами диоксида углерода подается в вертикальный газожидкостный сепаратор 20 с наклонными полками 21 , каплеуловителем 22 и предохранительным клапаном 23 ; при этом отделение паров диоксида углерода от биодизельной смеси осуществляется при свободном испарении методом газожидкостного сепарирования. Биодизельное топливо стекает по наклонным полкам 21 в нижнюю часть сепаратора 20 , углекислый газ поднимается вверх и удаляется из биодизельного топлива простым испарением. Каплеуловитель 22 служит для отделения капель биодизельного топлива, которые по дренажной трубе стекают вниз сепаратора. При отклонении избыточного давления в газожидкостном сепараторе от заданного значения срабатывает предохранительный клапан 23 .
Пары диоксида углерода отводятся из газожидкостного сепаратора 20 и подвергаются компрессионному сжатию в двухступенчатом компрессоре 25 до давления 15 МПа и конденсируются их при температуре минус 40 °С в испарителе 26 холодильного агрегата, в который подают хладагент.
Сжиженный диоксид углерода отводится в резервуар 27 и насосом высокого давления 28 подается в теплообменник рекуператор 17 , в котором нагревается до сверхкритической температуры и направляется в сверхкритический флюидный СО 2 -экстрактор 11 в режиме замкнутого цикла.
Биодизельное топливо с содержанием воды после газожидкостного сепаратора 20 отводится в отстойник 24 , где из него удаляется вода посредством непрерывного отстаивания по плотности тяжелой и легкой фаз. Таким образом, получается очищенное биодизельное топливо, а вода из отстойника 24 направляется в сборник конденсата 37 .
Для подготовки энергоносителей разного температурного потенциала используется пароэжекторный тепловой насос. В парогенераторе 29 с электронагревательными элементами 30 вырабатывается высокопотенциальный пар и под давлением 2,0–2,5 МПа подается в сопло паро-парового эжектора 32 , эжектируя при этом низкопотенциальный пар из испарителя 33 , создавая в нем пониженное давление 0,0009–0,001 МПа и температуру 4–7 °С.
В качестве хладагента используется вода, циркулирующая через холодоприемник 34 с помощью насоса 35 .
Кинетическая энергия смеси высокопотенциального и низкопотенциального паров в диффузоре эжектора преобразуется в тепловую энергию рабочего пара, выходящего из эжектора с давлением 15 МПа и температурой 280 °С. Поток рабочего пара 2.4 разделяется на две части, одна из которых подается в змеевик реактора 6 для создания сверхкритических условий реакции переэтерификации, а другая в рекуперативный теплообменник 17 для нагрева сжиженного диоксида углерода до сверхкритической температуры.
Отработанный рабочий пар после реактора 6 и рекуперативного теплообменника 17 подается в рекуперативный теплообменник 16 , охлаждается до температуры конденсации, и часть образовавшегося конденсата отводится через терморегулирующий вентиль 36 на пополнение уровня воды в испарителе 33 , а другая часть конденсата направляется в сборник конденсата 37 .
Непрерывно из сборника конденсата 37 с помощью насоса высокого давления 38 отводится вода на пополнение уровня воды в парогенераторе 29 с образованием замкнутого цикла.
При увеличении давления пара в парогенераторе 29 выше допустимого срабатывает предохранительный клапан 31 , осуществляющий сброс давления.
Подготовка холодной воды с температурой 6–9 °С осуществляется в холодоприемнике 34 пароэжекторного теплового насоса за счет рекуперативного теплообмена с водой и направляется в рекуперативные теплообменники 14–16 соответственно для конденсации паров спирта, охлаждения биодизельной суспензии перед тарельчатым сепаратором 19, конденсации отработанного пара; потоки отработанной воды после рекуперативных теплообменников 14–16 объединяются и возвращаются в холодопри-емник 34 в режиме замкнутого цикла.
Технология получения биодизельного толива из растительного масла реализована на экспериментальной линии производительностью 300 л/ч по исходному рапсовому маслу в производственных условиях.
Энергоэффективные режимы технологических процессов в области допустимых свойств осуществля- лись с помощью пароэжекторного теплового насоса со следующими параметрами:
Холодопроизводительность, кВт
Температура кипения:
– в испарителе, °С
– в парогенераторе, °С
Температура рабочего пара на входе в змеевик реактора, °С
Коэффициент эжекции
Площадь теплообменной поверхности холодо- приемника, м2
Коэффициент теплопередачи холодоприемника,
Вт/м2·°С
Площадь теплообменной поверхности, м2:
– змеевика реактора
– реуперативного теплообменника для нагревания сжиженного диоксида углерода
Хладагент
4 110
вода
Результаты и обсуждения
Важнейшим инструментом оценки термодинамической эффективности сложных технологических систем, к которым в полной мере относится технология получения биодизельного топлива, является эксергетический анализ, основанный на методике Бродянского [9, 10], в соответствии с моделью окружающей среды Шаргута [11].
Для определения энергетической эффек- тивности технологическая система условно отделена от окружающей среды замкнутыми контрольными поверхностями (рисунок 2).
В качестве абсолютного эксергетиче-ского параметра, используемого в расчетах, выбрана эксергетическая мощность P e , кДж/ч, учитывающая энергию материальных и тепловых потоков.
Изменение эксергии по каждой контрольной поверхности технологической системы, состоящей из классических необратимых процессов с течением времени, определяется по формуле [9]:
! ”= 1 Е ,= = X i = 1Е=+ £ “ 1D y , (1) где Х р= 1 Е ; - суммарная эксергия вводимых в контрольную поверхность материальных и энергетических потоков; X ; = 1 Е ; - суммарная эксергия выводимых из контрольной поверхности полезных материальных и энергетических потоков; Х у= 1 D j = То • Д5 - суммарные эксер-гетические потери (уравнение Гюи-Стодолы); I = (1; п) - количество вводимых материальных и энергетических потоков; к = (1; /) - количество
—
(1; т) - ко- выходящих полезных потоков; j = личество эксергетических потерь.
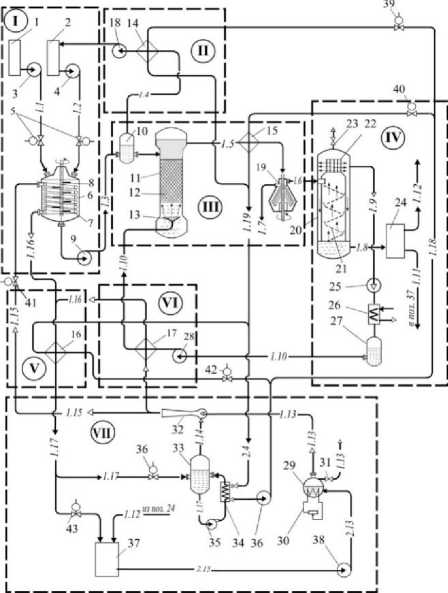
Рисунок 2. Контрольные поверхности технологической системы
Figure 2. Technological workflow reference surface
Соотношение (1) для рассматриваемой технологической линии получения биодизельного топлива в сверхкритических условиях производительностью 300 л/ч в следующем виде: Е 1 +Е 2 + £Еэп = Е3 + Е4 +Е5 + X D; + X De, (2) где слагаемые этого уравнения – эксергетическая мощность (кДж/ч): исходных семян рапса Е 1 , этилового спирта Е2, суммарная эксергия, вводимая в систему с электроэнергией для работы приводов машин ∑ E эп ; эксергетическая мощность, выводимая из системы с глицерином Е3, с водой Е4, и чистым биодизельным топливом Е5 ; сумма потерь эксергии в результате необратимости процессов, происходящих внутри контрольной поверхности ∑ D i ; сумма потерь эксергии во внешнюю среду ∑ D e .
Уравнение (2) отражает изменение эксергии теплотехнологической системы за счет ввода рапсового масла, спирта, подвода электроэнергии к приводам насосов и ТЭНам парогенератора; покрытия потерь, возникающих вследствие необратимости процессов переэтерификации, флюидной СО 2 -экстракции, сепарации, рекуперативного теплообмена при получении целевых и промежуточных продуктов; изменения их теплофизических свойств; компенсации потерь, обусловленных действием окружающей среды.
Распределение потоков (рисунок 3) и их обозначение (таблица 1) легли в основу расчета эксергетического КПД.
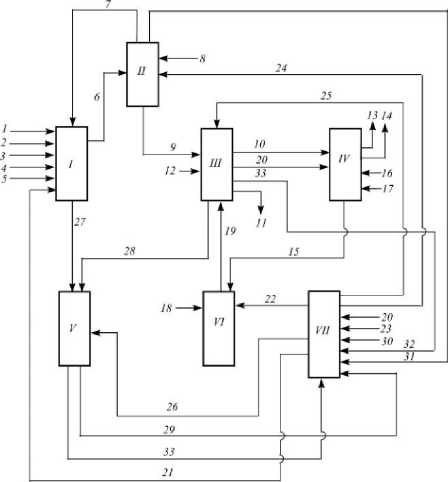
Рисунок 3. Распределение материальных и энергетических потоков технологической системы получения биодизельного топлива
Figure 3. Distribution of material and energy flows of technological system of biodiesel production
Эксергия вводимых в систему внешних материальных потоков: исходного растительного масла Е^, спирта Е Н находящихся в термодинамическом равновесии с окружающей средой, равна нулю, поэтому исключается из баланса.
Эксергия вещества в потоке зависит от вида энергетических взаимодействий с окружающей средой и характеризуется температурой, давлением и химическим потенциалом [10].
Термической составляющей эксергии обладают потоки, имеющие температуру выше принятой для окружающей среды (293,13 K). Удельную термическую эксергию вычисляли по уравнению Гюи-Стодоллы:
ет= Ср- [(Т- Т)- Т • ln (Q] или et = е- во = h- ho-To(S-S o) (3) где, e,eo,h,ho,S,So - удельная термическая эксергия, кДж/кг, удельная энтальпия, кДж/кг и энтропия, кДж / (кг×К) продукта при текущих параметрах технологического процесса и в состоянии равновесия с окружающей средой.
Механическая составляющая эксергии характеризуется различием в давлении потока веществ и окружающей среды:
'р^/п©. (4)
где R – универсальная газовая постоянная, кДж /(моль×K); M – молярная масса газа, кг/моль; T0 – температура окружающей среды, K; P, P0 – давление газа в рассматриваемом потоке и в состоянии равновесия с окружающей средой, кПа.
При этом механическая составляющая эксергии потоков, находящейся под давлением в трубопроводах, вычислялась пересчетом давления, создаваемого насосами с учетом их расхода.
Химическая эксергия обусловлена тем, что получаемая биодизельная смесь после реакции переэтерификации имеет концентрацию, отличающуюся от концентрации распределяемых в окружающей среде компонентов. Расчет химической эксергии соединений при получении биодизельной смеси определялся реакциями образования соединения из более простых веществ. Для этой реакции находится энергия Гиббса, которая суммируется с энергией компонентов реакции, значение которой, как правило, известно по термодинамическим справочникам. В общем случае химическая (концентрационная) эксергия каждого из потоков продуктов разделения заданного состава, извлекаемых из исходной смеси, определяется по той же формуле, что и термомеханическая эксергия потока. Отличие заключается в том, что общая величина эксергии определяется алгебраической суммой идеальных работ изменения концентрации каждого компонента смеси [9].
Молярная химическая эксергия вещества вычислялась по формуле:
Е р = ^Go + ^Агеь (5) где AGo - энергия Гиббса образования вещества; А , - коэффициенты в уравнении реакции, Е , - молярная эксергии исходных веществ, кДж/моль.
Удельную теплоемкость рапсового масла при различных температурах согласно [9] определяли по уравнению:
с р = [о.697 ( т )2 -1.350 ( т ) + 1.653] (9160- 8р 1 ) , (6)
Теплоемкость смеси рапсового масла и спиртов, находящихся в суб и сверхкритических флюидных условиях определяли методом нестационарного теплового режима по формуле:
"
Ср(р,Т) = Ср(Т)-^, (7) L Lo где Ср(р, Т), Ср(Г) - изобарная теплоемкость исследуемого образца при давлении р и температуре Т и эталонного образца при соответствующем давлении po и температуре Т, кДж/кг^К; тит- массы образца и эталонного вещества, кг; тит- время запаздывания измерительных термопар соответственно для исследуемого и эталонного образцов, с; To - время запаздывания измерительных термопар пустой измерительной ячейки, с.
Таблица 1.
Внутренние и внешние эксергетические потери контрольных поверхностей
Internal and external exergy loss of control surfaces
Table 1.
|
Контрольная поверхность Surface |
Наименование Name |
Эксергетическая мощность, кДж/ч || Exergy power, kJ / h |
Потери, % Loss,% |
КПД, % Efficiency,% |
||||
|
Воспринятая Perceived |
Переданная Transmitted |
Потери | Lost |
||||||
|
Обозначение Designation |
кДж/ч kJ / h |
|||||||
|
I |
Реактор переэтерификации с лопастной мешалкой и перекачивающим насосом, емкости для сырья и спирта, насосы высокого давления |
Transesterification reactor with paddle mixer and transfer pump, tanks for raw materials and alcohol, high pressure pumps |
67600 |
10714 |
D iI D еI |
29711 27175 |
8,2 7,5 |
14,80 |
|
II |
Рекуперативный теплообменник (теплообмен между парами избыточного спирта и водой), вакуум-насос |
Recuperative heat exchanger (heat exchange between excess alcohol vapors and water), vacuum pump |
9855 |
1521 |
D iII D eII |
3986 4348 |
1,1 1,2 |
15,43 |
|
III |
Сверхкритический флюидный СО 2 -экстрактор, теплообменник и тарельчатый сепаратор |
Supercritical fluid CO2 extractor, heat exchanger and plate separator |
54340 |
11584 |
D iIII D eIII |
23552 19204 |
6,5 5,3 |
21,31 |
|
IV |
Газожидкостный сепаратор, отстойник для отделения воды от биодизельного топлива, двухступенчатый компрессор; испаритель холодильного агрегата и резервуар для сжиженного диоксида углерода |
Gas-liquid separator, sump for separating water from biodiesel, two-stage compressor; refrigeration unit evaporator and liquefied carbon dioxide tank |
24710 |
3695 |
D iIV D eIV |
10870 10145 |
3,0 2,8 |
14,95 |
|
V |
Рекуперативный теплообменник (теплообмен между сжиженным диоксидом углерода и высокопотенциальным паром) |
Recuperative heat exchanger (heat exchange between liquefied carbon dioxide and high potential steam) |
53350 |
8783 |
D iV D eV |
26088 18478 |
7,2 5,1 |
16,46 |
|
VI |
Рекуперативный теплообменник (теплообмен между отработанным паром и холодной водой) |
Recuperative heat exchanger (heat exchange between waste steam and cold water) |
41400 |
8427 |
D iVI D eVI |
19204 13769 |
5,3 3,8 |
20,36 |
|
VII |
Пароэжекторный тепловой насос (ПЭТН): парогенератор эжектор, испаритель, холодо-приемник с насосом рециркуляции хладагента, сборник конденсата |
Steam Ejector Heat Pump (PETN): |
172800 |
16306 |
D iIV D eIV |
72467 84027 |
20 23 |
9,4 |
|
Итого | Total |
424055 |
61030 |
362333 |
100 |
14,39 |
|||
Зависимость теплоемкости глицерина от температуры получена по экспериментальным данным и определялась следующим образом [11]:
С р = 2.97 • 10-3 (7-273) 2 +
+4.959(7-237) + 2256 , (8)
Теплофизические свойства диоксида углерода и пара взяты из справочной литературы.
В расчетах учтено влияние на систему внутренних Di и внешних De эксергетических потерь. Первые связаны с необратимостью любых реальных процессов, а вторые – с условиями взаимодействия системы с окружающей средой.
В суммарное количество внутренних эксергетических потерь входят потери от конечной разности температур в результате рекуперативного теплообмена между потоками, электромеханические, возникающие при необратимом изменении свойств промежуточных продуктов, и гидравлические потери, обусловленные внезапным увеличением удельного объема газа и пара, а также внезапным снижением напора биодизельной смеси при поступлении во внутреннюю полость оборудования.
Потери, обусловленные конечной разно- стью температур между потоками, определяли по формуле:
Dm o = Qmo • ^,
где Qmo - количество теплоты, переданное от одного потока к другому, кДж; fe - среднее значение фактора Карно для двух взаимодействующих потоков.
Фактор Карно или эксергетическая температурная функция [11] равна термическому КПД цикла Карно между температурами контрольной поверхности и условно принятой окружающей среды:
те = (Ткп-Т о )/Ткп , (10)
где Ткп - температура теплоносителя внутри контрольной поверхности, К.
Эксергетические потери вследствие падения давления газов при их подаче в контрольную поверхность определяли по формуле:
D ' уД^. ;'; (11)
где Твх - температура, K, газа (пара) на входе в контрольную поверхность; ДЯг - гидравлические потери, м.
По формуле Дарси-Вейсбаха [11] определялись гидравлические потери при входе газа (пара) в контрольную поверхность:
ДЯГ = f • — г ъ 2д
где гвх - средняя скорость газа по сечению подводящего трубопровода, м/с; f - коэффициент сопротивления, определяемый отношением внутреннего объема оборудования, рассматриваемого в качестве контрольной поверхности, к поперечному сечению входного отверстия.
Электромеханические потери эксергии тождественны разности мощности приводов оборудования и приращения механической эксергии потока, перемещаемого данным оборудованием.
Внешние потери De связаны с условиями сопряжения системы с окружающей средой. Эти потери обусловлены отличием определяющих потенциалов (температуры, давления, химического потенциала) внутри рассматриваемой системы от равновесных с окружающей средой значений.
Потери эксергии в окружающую среду, обусловленные несовершенством теплоизоляции, были найдены по формуле:
De = Qro^e, (13) где Q hs - суммарные потери тепла в окружающую среду через контрольную поверхность, кДж; те - фактор Карно.
Оценку термодинамического совершенства теплотехнологической системы получения биодизельного топлива проводили по эксерге-тическому КПД [11]:
5 ^
^ экс = ^=-14 , (14)
Zi = l^i где Zk = 1 Ер - суммарная эксергетическая мощность полезных потоков, кДж/ч; Zp= 1 Ер -суммарная затраченная эксергетическая мощность, кДж/ч. Эксергия каждого материального и энергетического потока, а также внутренние и внешние эксергетические потери, рассчитанные по [10], составили эксергетический баланс теплотехнологической системы получения биодизельного топлива (таблица 2).
При построении эксергетической диаграммы Грассмана-Шаргута (рисунок 4) в качестве абсолютного эксергетического параметра использовалась эксергетическая мощность P e , кДж/ч.
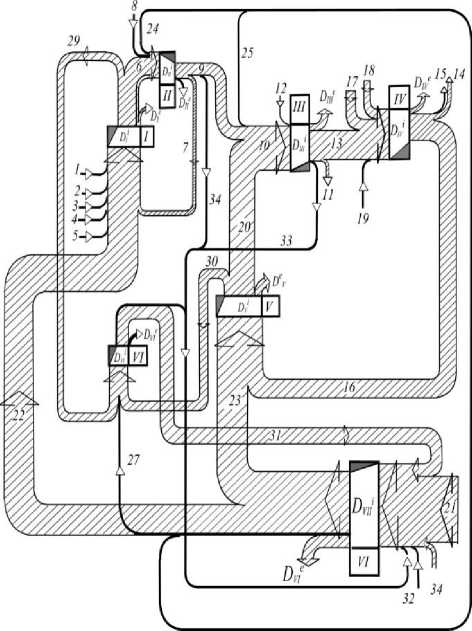
Рисунок 4. Эксергетическая диаграмма Грассмана-
Шаргута
Figure 4. Exergetic diagram of Grassman-Szargut
Таблица 2.
Эксергия энергетических и материальных потоков
Exergy of energy and material flows
Table 2.
|
№ |
Наименование потока |
Flow |
E , кДж/ч |
|
1 |
Спирт |
Alcohol |
0 |
|
2 |
Растительное масло |
Vegetable oil |
0 |
|
3 |
Электроэнергия насоса подачи спирта в реактор переэтерификации |
Electricity of an alcohol feed pump in a transesterification reactor |
7100 |
|
4 |
Электроэнергия насоса подачи масла в реактор переэтерификации |
Electricity of the pump for oil supply to the transesterification reactor |
7100 |
|
5 |
Электроэнергия привода мешалки |
Electricity drive agitator |
3420 |
|
6 |
Смесь спирта с растительным маслом |
A mixture of alcohol with vegetable oil |
31605 |
|
7 |
Сконденсированные пары избыточного (непрореагировавшего) спирта |
Condensed vapors of excess (unreacted) alcohol |
1287 |
|
8 |
Электроэнергия вакуум-насоса рециркуляции избыточного спирта |
Electricity of excess alcohol recirculation vacuum pump |
900 |
|
9 |
Биодизельная гомогенная смесь |
Homogeneous biodiesel blend |
28777 |
|
10 |
Биодизельная смесь с парами диоксида углерода |
Carbon Dioxide Biodiesel Blend |
32453 |
|
11 |
Глицерин |
Glycerol |
2601 |
|
12 |
Электроэнергия привода тарельчатого сепаратора |
Electric energy of a disk separator drive |
7920 |
|
13 |
Очищенное биодизельное топливо |
Purified Biodiesel |
7027 |
|
14 |
Вода |
Water |
900 |
|
15 |
Сжиженный диоксид углерода |
Liquefied carbon dioxide |
1273 |
|
16 |
Электроэнергия компрессора холодильного агрегата, затраченная на конденсацию паров диоксида углерода |
Electricity of the compressor of the refrigeration unit spent on the condensation of carbon dioxide vapors |
106576 |
|
17 |
Электроэнергия двухступенчатого компрессора в линии рециркуляции диоксида углерода |
Electricity of a two-stage compressor in the line of recirculation of carbon dioxide |
104400 |
|
18 |
Электроэнергия насоса рециркуляции диоксида углерода |
Electricity carbon dioxide recirculation pump |
29600 |
|
19 |
Сверхкритический диоксид углерода |
Supercritical Carbon Dioxide |
84400 |
|
20 |
Электроэнергия ТЭНов парогенератора ПЭТН |
Electricity of heating elements of the steam generator PETN |
245500 |
|
21 |
Высокопотенциальный пар, подаваемый в рубашку реактора |
High-potential steam supplied to the reactor jacket |
124400 |
|
22 |
Высокопотенциальный пар, подаваемый на нагрев сжиженного диоксида углерода |
High-grade steam for heating liquefied carbon dioxide |
123768 |
|
23 |
Электроэнергия насоса рециркуляции хладагента через холодоприемник ПЭТН |
Electricity of the refrigerant recirculation pump through the PETN cold receiver |
7200 |
|
24 |
Холодная вода на конденсацию паров избыточного спирта |
Cold water to condense excess alcohol vapor |
982 |
|
25 |
Холодная вода на охлаждение биодизельной эмульсии (через КПД испарителя ПЭТН) |
Cold water for cooling the biodiesel emulsion (through the efficiency of the PETN evaporator) |
994 |
|
26 |
Холодная вода на конденсацию отработанного пара |
Cold water for condensation of exhaust steam |
982 |
|
27 |
Отработанный пар после реактора |
Waste steam after the reactor |
6453 |
|
28 |
Отработанный пар после рекуперативного нагрева сжиженного диоксида углерода |
Exhaust steam after regenerative heating of liquefied carbon dioxide |
7238 |
|
29 |
Сконденсированный пар |
Condensed steam |
5476 |
|
30 |
Электроэнергия насоса подачи конденсата в парогенератор ПЭТН |
Electricity of the condensate feed pump to the PETN steam generator |
7200 |
|
31 |
Отработанная вода после конденсации паров избыточного спирта |
Waste water after condensation of excess alcohol vapor |
241 |
|
32 |
Отработанная вода после охлаждения биодизельной эмульсии |
Waste water after cooling the biodiesel emulsion |
252 |
|
33 |
Отработанная вода после конденсации отработанного пара |
Waste water after condensation of waste steam |
254 |
Заключение
Эксергетический анализ показал, что эк-сергетический КПД для технологии получения биодизельного топлива в сверхкритических условиях с применением ПЭХМ составляет 14,39 %, что на 4…5 % выше, чем у известных технологий [1, 2]. При переходе технологической системы в состояние равновесия с окружающей средой эта часть энергии (14,39 %) полезным образом использована в термодинамических процессах предлагаемой технологию, что характеризует ее как теплотехнологичскую систему с более высокой степенью термодинамического совершенства, достигнутой за счет организации замкнутых термодинамических циклов и использования отработанных теплоносителей.
Список литературы Эксергетический анализ технологии получения биодизельного топлива из рапсового масла
- Шевцов А.А., Бунин Е.С., Ткач В.В., Сердюкова Н.А. Эффективное внедрение парокомпрессионного теплового насоса в линию комплексной переработки семян масличных культур // Хранение и переработка сельхозсырья. 2018. № 1. С. 60-64.
- Шевцов А.А., Тертычная Т.Н., Ткач В.В., Сердюкова Н.А. Энергосберегающая технология выделения белоксодержащих фракций из масличных семян с применением пароэжекторного теплового насоса // Вестник ВГУИТ. 2019. № 2. С. 35-40.
- Аникеев В.И., Яковлева Е.Ю. Переэтерификация рапсового масла в сверхкритическом метаноле в реакторе проточного типа // Журнал физической химии. 2012. Т. 86. № 11. С. 1766-1774.
- Ильчибакиева Э.У., Филенко Д.Г., Барков А.В., Дадашев М.Н. Сверхкритическая переэтерификация рапсового масла // Экология промышленного производства. 2010. № 4. С. 66-69.
- Дадашев М.Н. и др. Сверхкритическая флюидная экстракция - технология XXI века // Хранение и переработка сельхозсырья. 2005. № 1. С. 15-16.
- Касьянов Г.И., Стасьева О.Н., Латин Н.Н. До- и сверхкритическая экстракция: достоинства и недостатки // Пищевая промышленность. 2005. № 1. С. 36-39.
- Ивахнов А.Д. и др. Получение рапсового масла экстракцией сверхкритическим диоксидом углерода // Химия растительного сырья. 2013. № 3. С. 137-141.
- Бродянский В.М., Фратшер В., Михалек К. Эксергетический метод и его приложения. М.: Энергоатомиздат, 1988. 287 с.
- Chaudhary V., Gakkhar R. Exergy based performance comparison of DI diesel engine fuelled with WCO15 and NEEM15 biodiesel // Environmental Progress & Sustainable Energy. 2019. P. e13363.
- Aghbashlo M. et al. Exergy-based sustainability analysis of biodiesel production and combustion processes // Biodiesel. 2019. P. 193-217.
- Jannatkhah J., Najafi B., Ghaebi H. Energy and exergy analysis of combined ORC-ERC system for biodiesel-fed diesel engine waste heat recovery // Energy Conversion and Management. 2020. V. 209. P. 112658.
