К технологической характеристике кузнечных изделий сселища культуры длинных курганов Городок 1 на р. Шлине (Валдай)
")
Автор: В.А. Буров, Л.С. Розанова
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Публикации
Статья в выпуске: 214, 2003 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/143183876
IDR: 143183876
Текст статьи К технологической характеристике кузнечных изделий сселища культуры длинных курганов Городок 1 на р. Шлине (Валдай)
B.A. Буров, Л.С. Розанова
К ТЕХНОЛОГИЧЕСКОЙ ХАРАКТЕРИСТИКЕ КУЗНЕЧНЫХ ИЗДЕЛИЙ
С СЕЛИЩА КУЛЬТУРЫ ДЛИННЫХ КУРГАНОВ ГОРОДОК 1 НА р. ШЛИНЕ (ВАЛДАЙ)
Селище Городок 1 находится в верховьях р. Шлины на Валдае, в 1,3 км к северо-востоку от д. Городок (Фировский р-н, Тверская обл.), расположено на правом берегу реки у южного подножья возвышенности, именуемой в народе Медной Горой. Отметка 0-5 м от воды. Площадь поселения свыше 1 га (50-65 х 200 м). Слой - черная гумусированная супесь средней мощности 0,2-0,3 м, местами до 0,8 м. Это центральное поселение “гнезда” памятников культуры длинных курганов второй половины I тыс. н.э. на верхней Шлине (Буров, 1993. С. 9-26; 1994. С. 90-115).
Селище Городок 1 было открыто в 1988 г., тогда же были осуществлены первые исследования (шурф 1, размер 1 х 2 м; раскоп 1, размер 4 х 5 м). В 1990 г. на краю размытого в половодье берега реки в центральной части поселения между двумя оврагами был заложен раскоп 2 размером 4 х 12 м. До раскопок в кромке берега отчетливо просматривалось материковое заглубление от какого-то сооружения. Напротив него со дна реки из песка были намыты фрагменты лепной керамики, отдельные предметы, относящиеся к этому комплексу, например, серп и нож, а также кремневые изделия позднего неолита - энеолита (II тыс. до н.э.). Раскопки подтвердили, что селище разрушило находившуюся здесь стоянку.
В ходе исследования была собрана коллекция керамики культуры длинных курганов, насчитывающая свыше 5 тыс. фрагментов. Почти вся посуда лепная с примесью дресвы. Горшки слабопрофилированные и баночной форм. Были выявлены также следы бронзолитейного и железоделательного производств.
На раскопе 1 найдены две бронзовые подвески: одна коническая беспе-тельчатая с треугольными прорезями, другая - пирамидальная с петелькой на конце и четырьмя шариками по нижнему окончанию. Из раскопа 2 происходят спиралька, состоявшая из девяти секций, блящка-обоймица с циркульным орнаментом из пластины толщиной до 1 мм с загнутыми внутрь краями - деталь головного венчика (все индивидуальные находки из раскопа 2 включены в каталог с единой нумерацией). По краям бляшки идут два ряда точечного орнамента, нанесенного пуансоном; четыре кружка циркульного орнамента штампованные. Обнаружена также ножка треугольной формы - деталь украшения. Из стеклянных изделий найдена бусина синяя, по форме приближающаяся к призме. Выявлены две глиняные бусины округлой и биконической форм, 27 пряслиц биконической формы трех разновидностей: с острым ребром, валиком и желобком на месте ребра. Имеются пряслица с полусферической боковой поверхностью. Пропорции вытянутые, реже уплощенные.
Железных изделий зафиксировано 17 экз. (рис. 1). Это три шила, два лезвия топоров, два серпа (один целый, другой сохранился фрагментарно), три ножа с прямой спинкой, крючок рыболовный подпрямоугольной формы, шесть пластин неясного назначения. Небольшие раскопки позволяют лишь наметить хронологию изучаемого поселения. Важны находки двух колокольчатых подвесок из бронзы - украшений позднедьяковских типов, бытование которых не выходило за пределы VII в. Коническую беспетельчатую подвеску с треугольными вырезами А.Н. Башенькин датирует V-VI вв. (Ба-шенъкин, Весенина, 1989. С. 30). В то же время бляшки головных венчиков имеют достаточно широкую датировку в пределах с VI-VII по XI-XIII вв. (Енуков, 1990. С. 54-55). Датирующими находками следует признать и зерна ржи, выявленные в отмывках Н.А.Кирьяновой. На восточнославянских территориях рожь не встречается до VI-VII вв. Н.А. Кирьянова отмечает появ- ление самостоятельных посевов ржи здесь в последней четверти I тыс. н.э. (Кирьянова, 1983. С. 6). Судя по тому, что буквально несколько фрагментов керамики подправлены или сделаны на гончарном круге, появившемся на рубеже IX-X вв., поселение Городок 1 просуществовало до этого времени. Таким образом, дата селища Городок 1 вписывается в рамки существования культуры псковско-новгородских длинных курганов: с V по IX в.
Для определения технологии изготовления и составления технологической характеристики кузнечной продукции 15 изделий из черного металла, в основном бытовые предметы, прошли металлографическое исследование. Из них нож, шило и серп происходят из подъемного материала, остальные - из культурного слоя: 13 предметов из раскопов 1 и 2 и нож из раскопа 61 (рис. 1).
Металлографический анализ проведен в Лаборатории естественнонаучных методов Института археологии РАН. Микроскопическое исследование осуществлено на металломикроскопе МИМ-7 при увеличении 70, 115, 200; измерение микротвердости структурных составляющих - на микротвердомере ПМТ-3 при нагрузке 100 г. Образец для исследования взят с рабочей части изделия.
Описание технологии изготовления предмета проводим по категориям и начинаем с самой массовой на памятниках разных эпох категории - ножей. Металлографически исследовано четыре экземпляра: три - целых, один -обломок лезвия.
Нож (рис. 1, анализ 7001) небольшой, длиной 11 см. Спинка клинка без уступа переходит в черенок, со стороны лезвия клинок выделен с помощью уступа. Отношение длины клинка к длине черенка 1:1. Такая форма ножа имела широкое распространение во второй половине I тыс. н.э. (группа I по Минасяну). Она была характерна для балтских, финских племен и племен Верхнего Поднепровья (Минасян, 1980. С. 73-74).
Микроскопическим исследованием установлено, что нож изготовлен в технологии трехслойного пакета. В отличие от “классической” трехслойной схемы, состоящей из высокоуглеродистой стальной полосы в центре клинка и железных фосфористых полос по бокам от нее, в рассматриваемом экземпляре центральная полоса откована из качественной стали, но и на боковые полосы пошла тоже сталь, правда, с меньшим содержанием и неравномерным распределением углерода. Термическая обработка (структура мартенсита) зафиксирована в центральной полосе (микротвердость мартенсита 322-350 кг/мм2). Сварочные швы тонкие, ровные.
Нож (рис. 1, анализ 7002) также небольшого размера (общая длина около 10 см). Клинок (длина 6 см) лишь немного больше черенка, отделен с двух сторон от черенка мелкими уступами. Со стороны спинки уступ еле заметен, со стороны лезвия достаточно четкий. Ножи такого типа, видимо, крайне редки. Во всяком случае ни Р.С. Минасян, ни А.Е. Леонтьев, зани-
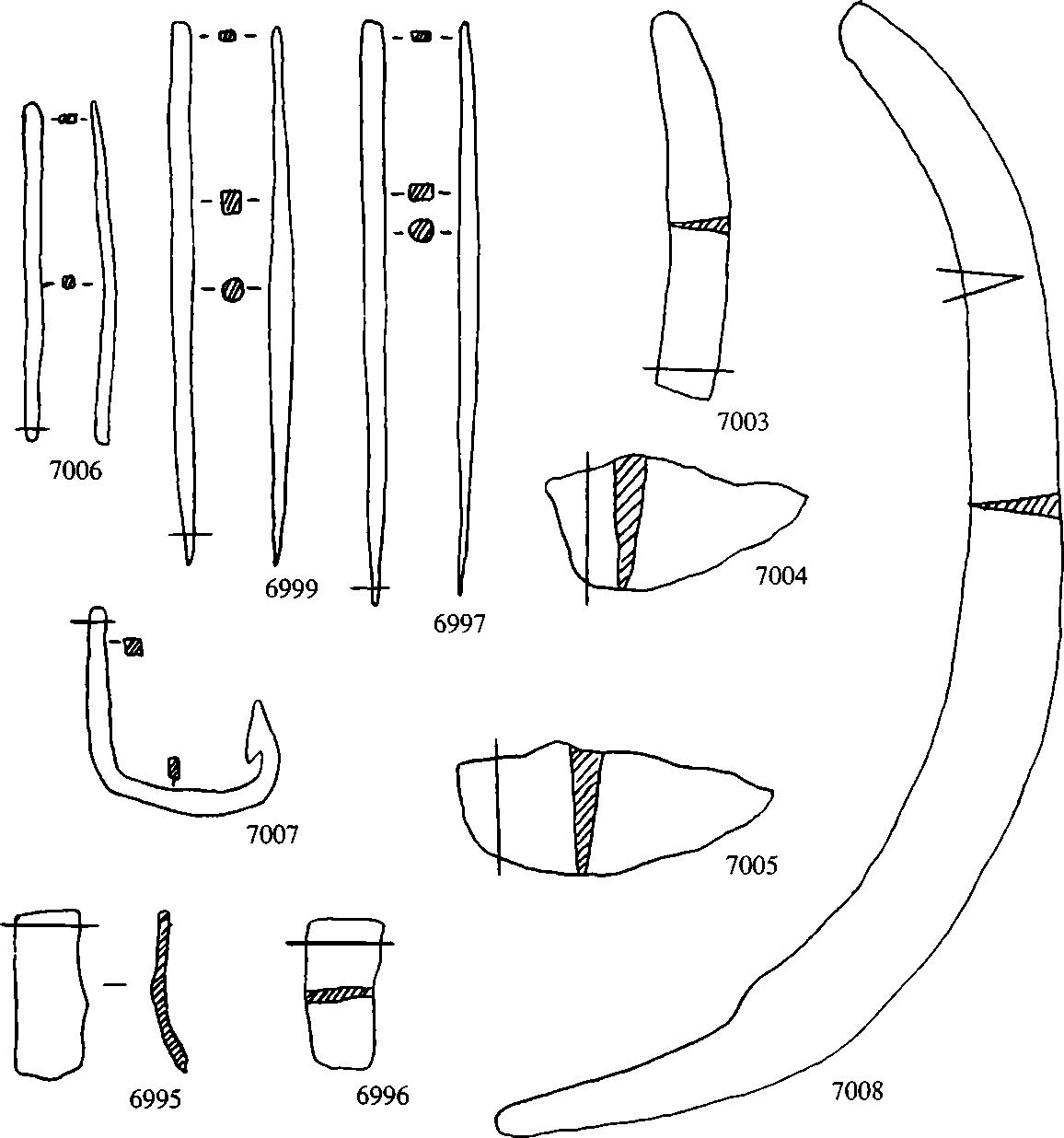


Рис. 1. Селище Городок 1. Предметы из железа
Секущей линией показано место взятия образца для металлографического анализа мавшиеся классификацией ножей Восточной Европы второй половины I тыс. н.э., не выделяют их в отдельный тип.
При микроскопическом исследовании установлено, что нож откован в технологии трехслойного пакета. Как и в предыдущем случае, центральная полоса состоит из однородной стали хорошего качества, боковые полосы -из неравномерно науглероженной стали. После отковки произведена термическая обработка - закалка в воде (структура мартенсита). В центральной полосе микротвердость мартенсита 350 кг/мм2, в боковых полосах микротвердость феррито-мартенситовых структур 181, 236, 274 кг/мм2. Сварочные швы четкие, тонкие.
Нож (рис. 1, анализ 7000) сохранился в виде обломка лезвия. Откован целиком из железной заготовки, металл сильно загрязнен шлаковыми включениями (микротвердость феррита 151, 181 кг/мм2).
Нож (рис. 1, анализ 8292) небольшого размера, общая длина 11,2 см. Длина клинка (6 см) чуть больше длины черенка. Линия спинки клинка без уступа переходит в черенок. Со стороны лезвия уступ четко обозначен. Как уже говорилось выше, форма эта бытовала на широкой территории и была характерна для населения лесной полосы Восточной Европы.
Микроскопическим исследованием установлено, что нож откован в простой технологии - целиком из мягкой малоуглеродистой стали (микротвердость феррита 128, 143, 151,181 кг/мм2). В зернах феррита прослеживаются включения нитридов железа.
Лезвия двух топоров (предположительно кельтов) были стальными. При изготовлении топора (рис. 1, анализ 7004) использовалась сырцовая малоуглеродистая сталь без каких-либо приемов, улучшающих рабочие качества орудия (микротвердость 181-206 кг/мм2). Большое количество шлаковых включений округлой формы свидетельствует о том, что металл мало подвергался кузнечной проковке.
Лезвие другого топора (рис. 1, анализ 7005) было упрочнено созданием с помощью цементации стального слоя, сильно насыщенного углеродом. После проведения термической обработки - закалки орудие приобрело хорошие рабочие качества (микротведость мартенсита 297 кг/мм2).
Серп (рис. 1, анализ 7008). Целый экземпляр с сохранившимися зубцами, сделанными нанесением косых насечек по одну сторону лезвия. Переход от лезвия к рукояти отмечен уступом. Пята на конце рукояти отсутствует, но не исключено, что она в древности обломана. Длина орудия 29 см, максимальная ширина 2 см. Микроскопическим исследованием установлено, что серп изготовлен в трехслойной схеме: на центральную полосу пошла высокоуглеродистая сталь, на боковые стороны - железо. При кузнечной сварке углерод центральной полосы сильно диффундировал в железо, в результате чего на боковых полосах образовался значительный стальной слой. После отковки изделие подвергли термической обработке - закалке (микротвердость мартенсита 322-350 кг/мм2). Микротвердость феррита 193 кг/мм2. Качество сварочных швов невысокое: один из них местами разошелся, а другой на отдельных участках прослеживается по цепочке шлаковых включений.
Фрагмент серпа (рис. 1, анализ 7003). На лезвии сохранились зубцы, нанесенные в виде косых насечек на одну сторону лезвия. Орудие демонстрирует простую технологию изготовления: целиком из неравномерно наугле-роженной стали с содержанием углерода, колеблющимся от 0,1 до 0,5% (микротвердость феррито-перлитных участков составляет 151-221 кг/мм2).
Шилья (рис. 1, анализы 6997 и 6999) имеют вид стержня, у которого один конец заострен, а другой четырехгранный. Технология их изготовления проста: целиком из сырцовой мягкой стали (микротвердость 143-160 кг/мм2). В зернах феррита отмечены включения нитридов железа в виде игл. Следов дополнительного упрочнения рабочей части не обнаружено.
Изготовление рыболовного крючка (рис. 1, анализ 7007) сводилось к простым операциям кузнечной ковки неравномерно науглероженной стали (микротвердость феррито-перлитной структуры 160 кг/мм2).
Остальные маловыразительные предметы: стержень (рис. 1, анализ 7006), обломки пластин (рис. 1, анализ 6996; анализ 6995; анализ 6998) откованы либо из сырцовой мягкой стали, либо из железа. Фиксируются включения нитридов железа в виде точек и игл. Микротвердость 116, 143, 151, 160 кг/мм2.
Проведенное металлографическое исследование, ввиду небольшого количества изученных экземпляров, дает самое общее представление о технических достижениях в кузнечном деле населения селища Городок 1 и не позволяет делать широкие выводы технологического порядка. На основании полученных данных можно заключить, что у большинства изделий (исключение составляют 2 ножа и серп) технология изготовления простейшая: они ковались при помощи приемов свободной ручной ковки вгорячую из цельного куска железа или сырцовой стали, полученной непосредственно в горне в ходе металлургического процесса (табл. 1). Такая сталь имеет ферритоперлитную структуру с неоднородным распределением углерода, содержание которого колеблется в пределах 0,1-0,3%, достигая иногда в некоторых зонах 0,5-0,6%. Ни разу не встречена сталь с высоким содержанием углерода. Металл плохо освобожден от шлаков, их присутствие повышенное.
Как на характерную черту используемого поделочного материала можно указать на низкие показатели микротвердости феррита (железа): 128, 143, 151, 160, не поднимающиеся выше 181, 193 кг/мм2. Высокие показатели микротвердости феррита, связанные с присутствием в железе фосфора, не зафиксированы. Применение приемов, улучшающих рабочие качества изделия, ограничилось операцией поверхностной цементации, обнаруженной на единственном экземпляре - на лезвии топора (анализ 7005). И только на этом предмете зафиксирована термическая обработка - прием закалки.
В исследованной коллекции выделяется группа предметов, которые по своим техническим характеристикам представляют иную техническую культуру. Речь идет о двух ножах и серпе, выполненных в схеме трехслойного пакета. Многочисленные данные свидетельствуют о том, что применение этой технологии в Восточной Европе в производстве ножей в качестве ведущей схемы фиксируется впервые в Старой Ладоге в слое Е3, датирующемся второй половиной VIII - началом IX в. Распространение в Древней Руси трех- слойные ножи получили в IX-XI вв., особенно на северной территории {Терехова и др., 1997. С. 292-295). Для них характерны специфическая форма (группа IV по Минасяну) и специальный подбор материала: качественная сталь в центре клинка с выходом на лезвие и фосфористое твердое железо по бокам от нее. Истоки производства этих ножей лежат в Скандинавии. В меровингское и викингское время такие ножи были распространены в Норвегии и Швеции (Минасян, 1980. С. 73). Что касается рассматриваемых нами ножей из селища Городок 1, выполненных в трехслойной технологии, то они ни по форме, ни по используемому железу не соответствуют скандинавским образцам. Сама идея трехполосной сварки возникала неоднократно на различных территориях в разных археологических культурах как вариант пакетирования, т.е. сварки в блок нескольких полос разных сортов металла. Например, известны случаи трехслойной сварки в материалах азелинской, именьковской, салтово-маяцкой и других археологических культур (Терехова и др., 1997). Подчеркнем, что кузнецы Городка 1 не практиковали пакетный блок ни при обработке металла, ни при изготовлении изделий и не имели в своем арсенале качественную сталь.
В этой связи можно высказать предположение, что местом производства орудий с трехслойными клинками, зафиксированных на селище Городок 1, является Балтийский регион, причем наиболее вероятная территория - земля древних эстов, где пакетирование металла было одним из основных технологических приемов в практике местных финских кузнецов. Трехслойная технология получила здесь распространение уже в первой половине I тыс. н.э. (Peets, 1995. S. 71). В пользу такого предположения говорит, возможно, и такой факт, как применение трехслойной технологии при производстве кос, серпов: в период VIII-IX вв. в Эстонии трехслойная схема изготовления серпов, кос, ножей была уже обычным явлением (Peets, 1995. S. 74). В данном контексте интересно и то обстоятельство, что до сих пор современные эстонские деревенские кузнецы используют трехслойную технологию при изготовлении сельскохозяйственных орудий (Peets, 1995. S. 76).
Таблица 1. Технологическая характеристика изделий из селища Городок 1
|
Предметы |
Технологические схемы |
Всего |
|||
|
Целиком из железа |
Целиком из сырцовой стали |
Поверхностная цементация |
Трехслойный пакет |
||
|
Ножи |
1 |
1 |
2/2* |
4/2 |
|
|
Топоры |
1 |
1/1 |
2/1 |
||
|
Серпы |
1 |
1/1 |
2/1 |
||
|
Шилья |
2 |
2 |
|||
|
Рыболовный |
1 |
1 |
|||
|
крючок Пластины и |
1 |
3 |
4 |
||
|
стержни Всего |
2 |
9 |
1/1 |
3/3 |
15/4 |
* Знаменатель обозначает количество термообработанных изделий.
Таким образом, большая часть кузнечных изделий из поселения Городок 1 по основным технико-технологическим показателям вписывается в круг памятников середины - третьей четверти I тыс. н.э., расположенных в Удомельском Поозерье: селища Троица 1, нижний слой Курова 2, Юрьевская Горка (Исланова, Розанова, 1994. С. 229-233). Изделия, выполненные в сварной трехслойной технологии, не являются продукцией местных кузнецов и могли попасть сюда в результате торговых операций.
