К вопросу электрокоагуляционной очистки сточных вод, содержащих эмульгированные нефтепродукты

Автор: Халтурина Т.И., Чурбакова О.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технические науки
Статья в выпуске: 5, 2016 года.
Бесплатный доступ
Представлены результаты исследований процесса электрокоагуляции при использовании асимметричного тока сточных вод, со-держащих эмульгированные нефтепродукты, которые образуются на предприятиях тракторного и сельскохозяйственного машиностроения. Для выявления факторов, влия-ющих на процесс электрообработки и получения математических моделей, изучение технологического процесса очистки нефтесодержащих сточных вод проводилось с помощью планирования эксперимента по методу Бокса-Хантера. Установлено, что использо-вание асимметричного тока способствует эффективному растворению анода за счет разрушения поляризационной масляной пленки с помощью импульса отрицательной полярности, что позволит обеспечить стабильность процесса обработки нефтесодержа-щих стоков при высоком эффекте очистки. Для получения графических интерпретаций в виде поверхностей и регулирования процесса электрообработки стоков с учетом технико-экономических показателей были сделаны расчеты в программе «Scilab». Данные по изучению свойств и состава осадка, образующегося в процессе очистки, были получены с помощью дифференциально-термического анализа на приборе NETZSCH STA 449 F1 и рентгенофазового метода анализа на дифрактометре D8-ADVANCE немецкой фирмы «Bruker-AXS». Результаты экспериментальных исследований показали, что возможно использовать осадки в качестве добавки при производстве арболитовых смесей, гипсового камня, бетона, строительных растворов. Установлено, что введение добавки осад-ка в количестве от 2,0 до 2,5 % обеспечивает значительное снижение средней плотности (объемной массы) гипсового камня, при этом увеличивается пористость изделий и, следовательно, улучшаются их теплоизоляционные свойства. Решение актуальной задачи обработки нефтесодержащих сточных вод и утилизации осадков позволяет осуществить комплекс мероприятий по сокращению отходов предприятий тракторного и сельскохозяйственного машиностроения для предотвращения загрязнения окружающей среды.
Электрокоагуляция, асимметричный ток, эмульгированные нефтепродукты, уравнения регрессии, опти-мизация, осадок, термограмма, дифракто-грамма
Короткий адрес: https://sciup.org/14084701
IDR: 14084701 | УДК: 628.337
To the question of electrocoagulation purification of wastewater containing emulsified oil
The results of studies of electrocoagulation pro-cess using asymmetric current wastewater contain-ing emulsified oil products, which are produced at the enterprises of tractor and agricultural machinery are given. To identify factors that influence the pro-cess of electric treatment and to obtain mathemati-cal models, the study of the technological process of clearing oily waste water was conducted using the planning method Box-Hunter experiment. It was found out that the use of asymmetric current con-tributes to the effective dissolution of the anode due to the destruction of the polarization of the oil film by a pulse of negative polarity, which will ensure the stability of the process of processing of oily waste with a high cleaning effect. For graphic inter-pretations in the form of surfaces and the regulatory process electrotreatment drains considering tech-nical and economic indicators, calculations have been made in the ‘Scilab’ program. The data on the properties and composition of the sludge produced in the purification process were obtained by differ-ential thermal analysis instrument NETZSCH STA 449 F1 and X-ray analysis method diffractometer D8-ADVANCE, the German company «Bruker-AXS». The experimental results showed that it was possible to use precipitation as an additive in the production of wood-concrete mixtures, gypsum, concrete, mortar. The introduction of sludge addi-tive in an amount from 2.0 to 2.5 % significantly reduced the average density (bulk density) gypsum, wherein the porosity of the product increased and consequently their insulating properties were im-proved. Solving urgent problems of oily waste water processing and disposal of sediments enables im-plementing a set of measures to reduce waste en-terprises tractor and agricultural machinery for pre-venting environmental pollution.
Текст научной статьи К вопросу электрокоагуляционной очистки сточных вод, содержащих эмульгированные нефтепродукты
Введение . На предприятиях тракторного и сельскохозяйственного машиностроения [1] в технологических процессах обработки металлов применяются смазочно-охлаждающие технологические средства (СОТС), обеспечивающие эффективную эксплуатацию металлорежущего оборудования. СОТС при смешивании с водой образуют эмульсии. В качестве основы эмуль-солов используются средневязкие нефтяные масла нафтенового или смешанного типа. Отработанные эмульсии образуют сточные воды, содержащие эмульгированные нефтепродукты. Анализ литературных источников и патентной документации показал, что решению проблемы очистки нефтесодержащих сточных вод посвящены многочисленные работы [2–4], однако в недостаточной мере освещены вопросы определения оптимальных режимов электрокоагуля-ционной обработки и утилизации образующихся осадков. Процесс очистки сточных вод электрокоагуляцией сопровождается расходом электроэнергии и металла. Известно, что на расход электроэнергии при получении генерированных в электролит ионов металла влияет форма тока [4]. Для проведения процесса эффективной очистки нефтесодержащих сточных вод в стабильном режиме был разработан способ обработки нефтесодержащих стоков асимметричным током [5]. Асимметричный переменный ток – это импульсный ток специальной формы с различными величинами амплитуд и длительности положительных и отрицательных полярностей, он может быть получен с помощью устройства, разработанного на кафедре «Инженерные системы зданий и сооружений» ИСИ ФГАОУ ВПО СФУ [6].
Цель исследования: математическое описание процесса электрокоагуляционной очистки сточных вод, содержащих эмульгированные нефтепродукты, для его оптимизации и изучение свойств образующегося осадка для последующей утилизации.
Методы и результаты исследования. Изучение технологического процесса очистки нефтесодержащих сточных вод проводилось в динамических условиях на электролизере с рабочим объемом 300 мл, с плоскими алюминиевыми электродами, рабочая поверхность которых составляла 3,66 дм2, а расстояние между пластинами было 10 мм, при рН = 6,8–7. Опре- деление концентрации нефтепродуктов проводили с использованием концентратомера КН-2. Изучение состава осадков, образующихся при электрообработке сточных вод, содержащих эмульгированные нефтепродукты, проводилось с помощью дифференциально-термического анализа на приборе NETZSCH STA 449 F. Для исследования структуры осадка был применен рентгенофазовый метод анализа на дифрактометре D8-ADVANCE немецкой фирмы «Bruker-AXS».
С целью выявления факторов, влияющих на процесс очистки нефтесодержащих сточных вод и получения математических моделей, был поставлен плановый эксперимент по методу Бокса-
Хантера. Варьируемыми параметрами, от которых наиболее зависит процесс электрообработки нефтесодержащих сточных вод, асимметричным током, были приняты следующие: х 1 – амплитуда прямого тока, А; х 2 – амплитуда обратного тока, А; х 3 – период, с; х 4 – длительность обратного тока, с; х 5 – исходная концентрация нефтепродуктов, мг/дм3; х 6 – время контакта, мин. Оценочными критериями являлись: y 1 – содержание нефтепродуктов в очищенной воде, мг/дм3; y 2 – удельный расход электроэнергии, кВт·ч/м3. Основной уровень, интервалы варьирования и границы области исследования приведены в таблице 1.
Таблица 1
|
Фактор |
Интервал |
Уровень варьирования |
||||
|
+2,378 |
+1 |
0 |
-1 |
-2,378 |
||
|
x 1 |
0,5 |
2,69 |
2 |
1,5 |
1 |
0,21 |
|
x 2 |
1,0 |
4,9 |
3,5 |
2,5 |
1,5 |
0,12 |
|
x 3 |
20 |
127,6 |
100 |
80 |
60 |
32,44 |
|
x 4 |
29 |
101,3 |
60 |
30 |
1 |
0 |
|
x 5 |
300 |
1426 |
1113 |
813 |
513 |
100 |
|
x 6 |
3 |
17,13 |
13 |
10 |
7 |
2,66 |
Основные факторы, уровни и интервалы варьирования
После обработки экспериментальных данных было получено уравнение регрессии относительно остаточной концентрации нефтепродуктов:
у 1 =1,55-0,26x 1 -0,102x 3 + 0,144x 4 + 0,12x 5 + +0,203x 1 x 2 +0,267x 1 x 4 -0,197x 2 x 5 -
-
-0,1x 2 x 6 +0,11x 3 x 4 +0,25x 4 x 5 - 0,37x 3 x 5 --0,12 x 3 x 6 - 0,21x 4 x 6 ++0,133x 1 2+0,26x 2 2+0,19x 6 2.
Уравнение регрессии относительно удельного расхода электроэнергии имеет вид
-
Y 2 = 23,4+5,5x 1 +12,96x 2 -3,55x 3 + 10,8x 4 -
- 3,3x5+6,6x6+1,81x1x2+3,87x1x4-1,83x1x5 --3,32x2x3+10,98x2x4-2,24x2x5-1,81x2x6-4x3x4 -
- -2,47x3x6 -3,6x4x5+2,25x4x6 +2,75x22.
Из анализа уравнений регрессии следует, что при обработке асимметричным током сточных вод, содержащих эмульгированные нефтепродукты, на их остаточную концентрацию в большей степени влияет амплитуда прямого тока, длительность обратного тока и исходная концентрация нефтепродуктов. На рас- ход электроэнергии заметно оказывает влияние амплитуда обратного тока, его длительность, время контакта, и в меньшей степени – амплитуда прямого тока и исходная концентрация нефтепродуктов.
В результате исследований установлено, что использование асимметричного тока способствует эффективному растворению анода за счет разрушения поляризационной масляной пленки с помощью импульса отрицательной полярности, что позволит обеспечить стабильность электрохимической обработки нефтесодержащих стоков при высоком эффекте очистки.
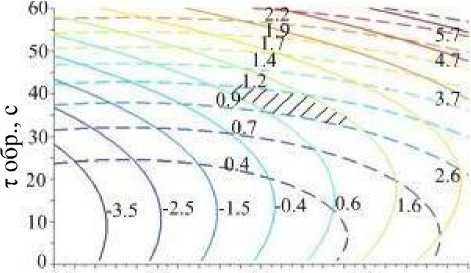
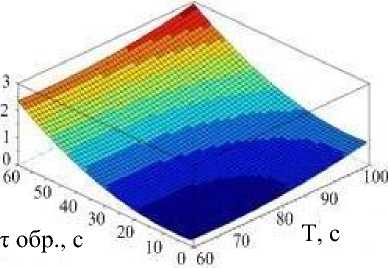
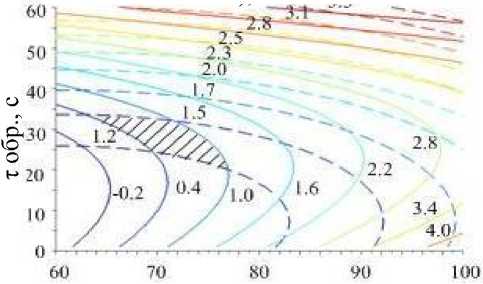
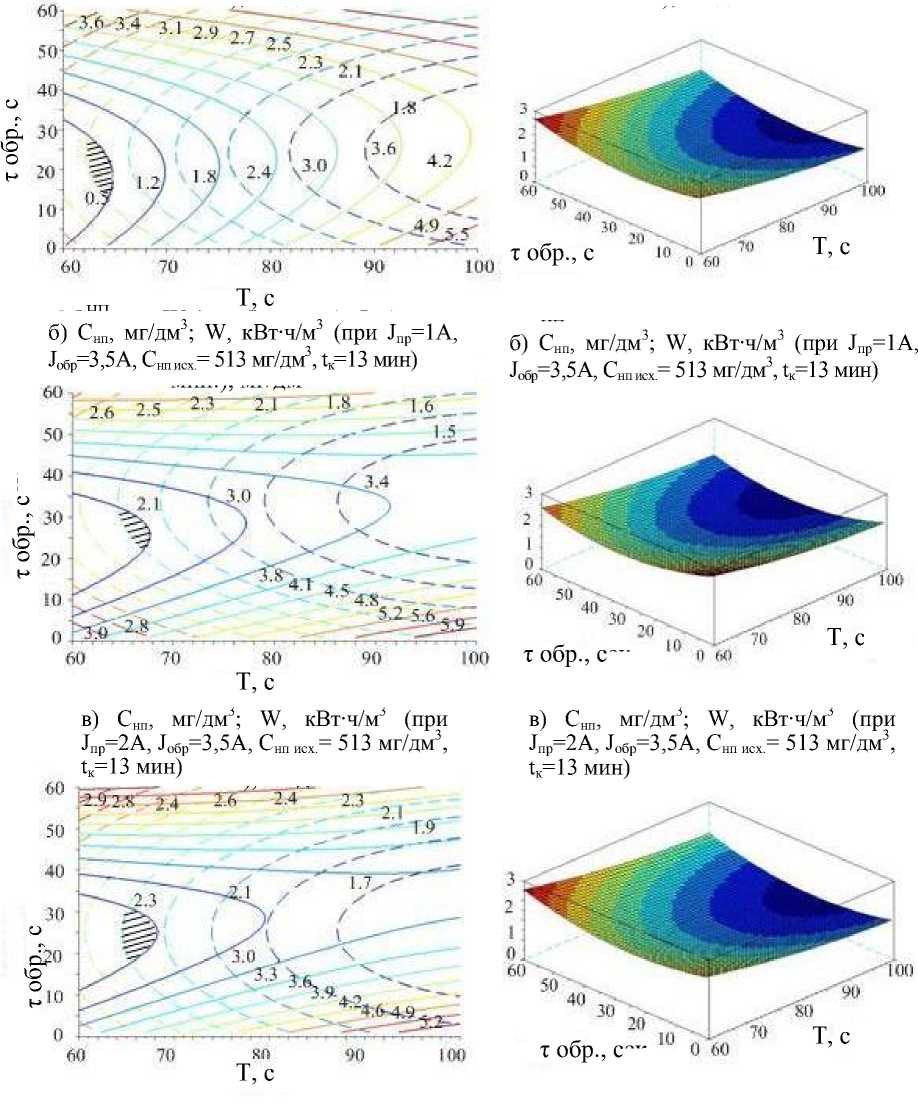
Для определения оптимальных режимов электрообработки сточных вод, содержащих эмульгированные нефтепродукты, были сделаны расчеты в программе «Scilab». «Scilab» – система компьютерной математики, которая пред- назначена для выполнения инженерных и научных вычислений.На рисунках 1, 2 представлены графические интерпретации в виде поверхностей для выбора оптимальных условий, позволяющие определить области совместной оптимальности по остаточной концентрации нефтепродуктов и расходу электроэнергии для регулирования процесса электрокоагуляционной обработки, при этом основным критерием оптимизации являлись минимальные значения выходных параметров.
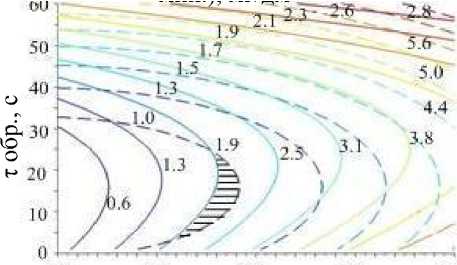
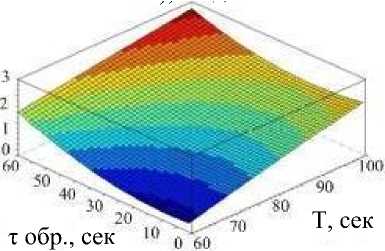
Из графических построений следует, что при высокой концентрации эмульгированных нефтепродуктов в сточной воде (С нп = 1 113 мг/дм3) область совместной оптимальности находится в пределах величины соотношения по длительностям прямого и обратного тока~ 2, для соотношения амплитуд отрицательных и положительных импульсов (1/1,5; 1/3,5; 2/3,5).При уменьшении в обрабатываемой воде концентрации эмульгированных нефтепродуктов (С нп = 513мг/дм)3 область совместной оптимальности смещается в сторону большей величины длительности положительного импульса.
Таким образом, при обработке сточных вод с различной концентрацией эмульгированных нефтепродуктов асимметричным током можно выбрать оптимальную форму тока, изменяя период, длительность обратного тока и амплитуды импульсов.
При электрокоагуляционной обработке сточных вод, содержащих эмульгированные нефтепродукты, происходит анодное растворение алюминия. В слабокислой и нейтральной среде образуется труднорастворимый гидроксид алюминия [Al(OH) 3 (H 2 O) 3 ] с сильно развитой поверхностью, обусловливающей высокую адсорбционную способность по отношению к частицам нефтепродуктов и взвешенных веществ. Количество образующегося осадка зависит от качества обрабатываемой воды и режимов электрообработки. Изучение свойств осадка, полученного при оптимальных условиях электрообработки с использованием асимметричного тока для исходных концентраций нефтепродуктов: С нп = 513; 813; 1113 мг/дм3– проводили с применением стандартных методик.
Данные по изучению свойств осадка представлены в таблице 2.
Результаты исследований свойств осадка
Таблица 2
|
Исходная концентрация продуктов С нп , мг/дм3 |
Влажность, % |
Зольность, % |
Сухой остаток, г/дм3 |
Прокаленный остаток, г/дм3 |
Потери при прокаливании, г/дм3 |
Замаслен-ность, % |
Плотность, г/см³ |
Удельное сопротивление фильтрации, см/г |
|
513 |
97,7 |
47,3 |
23,2 |
12,2 |
13,69 |
52,7 |
1,079 |
386·1010 |
|
813 |
98,3 |
33,1 |
16,99 |
5,62 |
11,37 |
66,9 |
1,053 |
539·1010 |
|
1113 |
97,7 |
32,6 |
22,37 |
7,29 |
15,08 |
67,4 |
1,065 |
768·1010 |
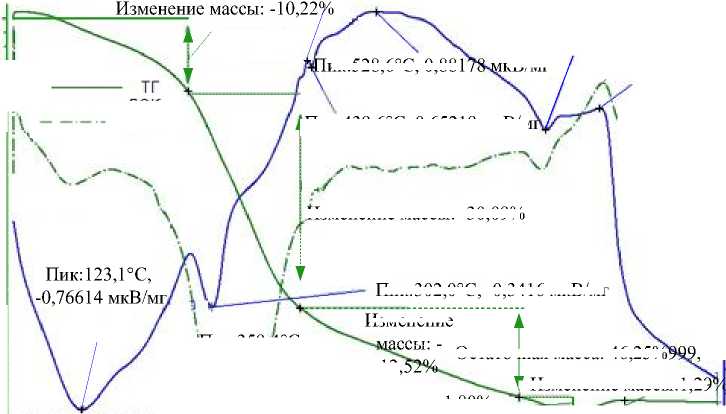
Для определения состава осадков, образующихся при электрообработке сточных вод, содержащих эмульгированные нефтепродукты, был проведен дифференциально-термический анализ на приборе NETZSCH STA 449 F1, в диапазоне 30/20.0 (к/мин)/1000 в режиме ДСК– ТГ. Термограмма осадка представлена на рисунке 3. Как видно из термограммы, термоэффекты при t = 123,1 оC характерны для дегидратации; при t = 302,0 оC термоэффект объяс- няется полиморфными превращениями гидро-окислов алюминия; при t=439,6 оC и t=528,6 оC пики указывают на сгорание масел; при t = 762,0 оC происходит разложение карбонатов [7]. Для исследования структуры осадка был применен рентгенофазовый метод анализа, который был проведен на дифрактометре D8-ADVANCE немецкой фирмы «Bruker-AXS». На рисунке 4 показана дифрактограмма осадка.
а) С нп , мг/дм3; W, кВтч/м3 (при Jnp=1A, J o6p 1,5А, С нп исх. 513 мг/дм , tK13 мИН)
-
а) С нп , мг/дм3; W, кВтч/м3 (при J np = 1 А, J o6p 1,5А, С нп исх. 513 мг/дм . t к 13 мин)
60 70 80 90 100
Т. с
-
б) Снп, мг/дм3; W, кВтч/м3 (при 1пр=1А, J o6p 3,5А, С нп исх. 513 мг/дм3. t K 13 мин)
-
б) Снп, мг/дм3; W, кВт-ч/м3 (при 1 пр =1А, 1 обр =3,5А, С нп исх = 513 мг/дм3. t к =13 мин)
60 70 80 90 100
Т. сек
-
в) Снп, мг/дм3; W, кВт-ч/м3 (при 1пр=2А, 3 обр =3,5А, С нп исх. = 513 мг/дм . tк=13 мин)
Т. с
-
в) Снп, мг/дм3; W, кВтч/м3 (при 1пр=2А, 1 обр =3,5А, С нп исх. = 513 мг/дм3. t к =13 мин)
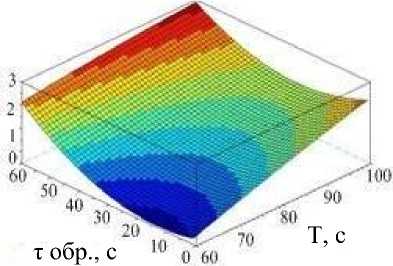
Рис. 1. Регулировочные диаграммы процесса электрообработки нефтесодержащих сточных вод асимметричным током для исходной концентрации 513 мг/дм3 (прямыми линиями обозначены значения остаточной концентрации нефтепродуктов (С НП , мг/дм3), пунктирными линиями показаны значения удельного расхода электроэнергии (W, кВт·ч/м3))
а) С нп , мг/дм3; W, кВтч/м3 (при J np 1А, J o6p 1,5А, С нп исх. 513 мг/дм , tK=13 мин)
а) С нп , мг/дм3; W, кВтч/м3 (при J np =1A, J o6p =1,5A, С нп исх = 513 мг/дм3, ^=13 мин)
Т, с
итт
Т, С
Т, с
О 60
Т, С
т обр., с
т обр., с
Т с
W, кВтч/м3 (при 1 пр =1А: = 513 мг/дм3, tK=13 мин)
т обр., с
Т, с
в) Снп, мг/дм3; W, кВтч/м3 (при 1 пр =2А, 1 обр =3,5А, С нп исх = 513 мг/дм3, t K =13 мин)
в) Снп, мг/дм3; W, кВтч/м3 (при 1 пр =2А, 1 обр =3,5А, С нп исх = 513 мг/дм3, t K =13 мин)
б) Снп, мг/дм3; W, кВт•ч/м3 (при 1пр=1А. 1 обр =3,5А, С нп исх = 513 мг/дм3, t K =13 мин)
б) С нп , мг/дм3; 1 обр =3,5А, С нп исх.
Рис. 2. Регулировочные диаграммы процесса электрообработки нефтесодержащих сточных вод асимметричным током для исходной концентрации 1 113 мг/дм3 (прямыми линиями обозначены значения остаточной концентрации нефтепродуктов (СНП ост , мг/дм3), пунктирными линиями показаны значения удельного расхода электроэнергии (W, кВт·ч/м3))
Как следует из дифрактограммы (рис. 4), осадок, полученный при электрообработке нефтесодержащих сточных вод представлен в основном полимерными модификациями гид- роксида алюминия, то есть гиббситом, байери-том и бемитом, линии с d=3,70; d=3,46; d=2,62; d=2,40; d=1,40, а также содержит соединения карбоната кальция CaCO3 линии при d=2,83;
d=1,98; так как после электрокоагуляции величина pH доводилась до значения 7,5 при добавлении суспензии известкового молока для последующего отделения осадка. На дифракто-грамме (см. рис. 4) видно, что степень упорядоченности осадка низкая, осадок находится в ос- новном в аморфном виде, что указывает на плохие его водоотдающие свойства.
Известно, что осадки сточных вод можно утилизировать в качестве добавок при производстве строительных материалов [8].
Пик:434,5°С, 0,68963 мкВ/мг
ТГ, %
,6°С
Пик:762,5°С,
0,3934 мкВ/мг
, Пик:836,6°С, кВ/мг
0,48132 мкВ/мг
90 ■ 1
Пик:302,0°С, -0,3416 мкВ/мг
Изменение ассы:
ик:528,6°С, 0,881
0,8
0,6
0,4
0,2
-0,2
-0,4
-0,6
Изменение массы: 1,80%
100 200 300 400 500 600 700 800 900
Температура, °С
Пик:359,4°С, 4,83%/мин
12,
Т Изменение массы:1,29
— ДСК
-- ДТП
Пик:439,6°С, 0,65219 мкВ/м
Изменение массы: -30,09%
ДГТ, %/мин ДСК/(мкВ/мг)
Остаточ ная масса: 46,25%
-1
-2
-3
-4
-5
Рис. 3. Термограмма осадка нефтесодержащих сточных вод:
ДСК – дифференциальная сканирующая калориметрия, мкВ/мг; ТГ – кривая изменения массы, %; ДТГ – дифференциальная термогравиметрическая кривая, %мин.
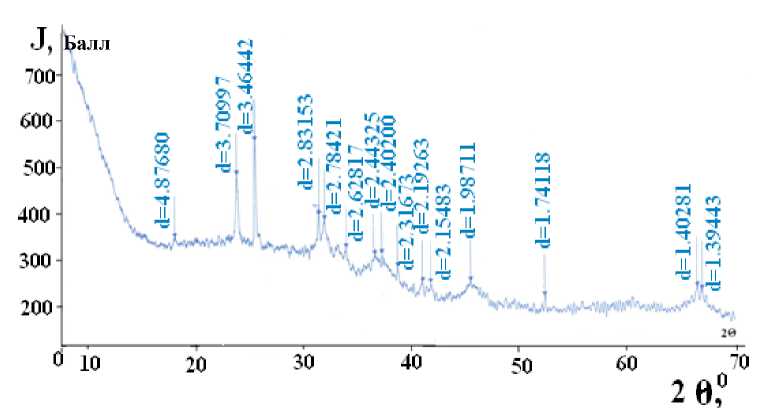
Рис. 4. Дифрактограмма осадка
Учитывая состав осадка, для разработки малоотходных технологических процессов были проведены исследования по возможности утилизации осадка в производстве арболитовых смесей, гипсового камня, бетона, строительных растворов. Установлено, что введение добавки осадка в количестве от 2,0 до 2,5 % обеспечивает значительное снижение средней плотности (объемной массы) гипсового камня, при этом увеличивается пористость изделий и, следовательно, улучшаются их теплоизоляционные свойства.
Решение актуальной задачи обработки нефтесодержащих сточных вод и утилизации осадков позволяет осуществить комплекс мероприятий по сокращению отходов предприятий для предотвращения загрязнения окружающей среды.
Результаты исследований по данной работе могут быть рекомендованы к применению при реконструкции очистных сооружений на предприятиях тракторного и сельскохозяйственного машиностроения, а также при проектировании и строительстве сооружений по очистке нефтесодержащих сточных вод для условий Сибири.
Выводы
-
1. Из анализа данных планового эксперимента по методу Бокса-Хантера при исследовании технологического процесса электрокоагуляци-онной обработки сточных вод, содержащих эмульгированные нефтепродукты, асимметричным током, следует, что на их остаточную концентрацию в большей степени влияет амплитуда прямого тока, длительность обратного тока и исходная концентрация нефтепродуктов. На расход электроэнергии заметно оказывает влияние амплитуда обратного тока, его длительность, время контакта и в меньшей степени – амплитуда прямого тока и исходная концентрация нефтепродуктов.
-
2. Оптимизация процесса очистки сточных вод, содержащих эмульгированные нефтепродукты, при использовании асимметричного тока, проведенная в программе «Scilab», позволила построить графические интерпретации в виде поверхностей для выбора рациональных условий обработки при различных значениях исходной концентрации нефтепродуктов в стоках.
-
3. Результаты исследований по изучению свойств и состава осадка показали возможность использования его в качестве добавки при производстве строительных материалов. Установлено, что введение добавки осадка в количестве от 2,0 до 2,5 % обеспечивает значитель-
- ное снижение средней плотности (объемной массы) гипсового камня, при этом увеличивается пористость изделий и, следовательно, улучшаются их теплоизоляционные свойства.
Список литературы К вопросу электрокоагуляционной очистки сточных вод, содержащих эмульгированные нефтепродукты
- Укрупненные нормы водопотребления и водо-отведения для различных отраслей промыш-ленности. -М.: Стройиздат, 1987. -590 с.
- Яковлев С.В., Краснобородько И.Г., Рогов В.М. Технология электрохимической очистки во-ды. -Л.: Стройиздат,1987.
- Халтурина Т.И., Руденко Т.М., Чурбакова О.В.Исследование технологии электрохими-ческой обработки сточных вод, содержащих эмульгированные нефтепродукты//Изв. ву-зов. Строительство. -2008. -№ 8. -С. 56-60.
- Никифорова Е.Ю., Килимник А.Б. Закономер-ности электрохимического поведения метал-лов при наложении переменного тока//Вестн. ТГТУ. -2009. -Т.15, №3. -С. 604-614.
- Халтурина Т.И. Пазенко Т.Я., Зограф Г.М. и др. Способ очистки сточных вод от нефте-продуктов/АС СССР № 981240, МКИ СО 2F 1/46, Бюл. № 46, 1980. -16 с.
- Халтурина, Т.И. Гаврилова Ю.В, Чурбакова О.В. Устройство для получения асимметричного тока: пат. № 2431231 РФ МПК Н02М9/06. -Опубл. 10.10.2011, Бюл. 28.
- Иванова В.П., Касатов Б.П., Красавина Т.Н. и др. Термический анализ минералов и гор-ных пород. -М.: Недра, 1974. -С. 399.
- Соколов Л.М., Петров А.Н. Утилизация осадка сточных вод//Водоснабжение и са-нитарная техника. -1995. -№ 8. -С. 15-17.
