К вопросу об упрочнении поверхности деталей пластическим деформированием

Автор: Мирнов Александр Владимирович, Редреев Григорий Васильевич
Журнал: Вестник Омского государственного аграрного университета @vestnik-omgau
Рубрика: Технические науки
Статья в выпуске: 3 (15), 2014 года.
Бесплатный доступ
Проведен анализ способов упрочнения поверхности деталей пластическим деформированием. Показаны преимущества способа алмазным выглаживанием. Поставлена проблема обработки поверхностей некруглых деталей.
Упрочнение, алмазное выглаживание, некруглые детали
Короткий адрес: https://sciup.org/142199404
IDR: 142199404 | УДК: 621.787
On the question of surface hardening of parts plastic deformation
The analysis methods of surface hardening of parts by plastic deformation. The advantages of the method of diamond burnishing. Posed the problem of surface treatment of non-circular parts.
Текст научной статьи К вопросу об упрочнении поверхности деталей пластическим деформированием
Износ деталей – причина 90% всех отказов машин. Поэтому увеличение износостойкости поверхности деталей является задачей, решение которой с течением времени не теряет актуальности.
Помимо операций шлифования и полирования поверхности деталей, широкое применение нашли способы механического воздействия на поверхностный слой с целью его пластического деформирования и упрочнения. Их можно подразделить на три группы: обкатывание, выглаживание и ударное воздействие.
Обкатывание производится инструментом с использованием трения качения, в качестве рабочего инструмента применяют ролики либо шарики. Отпечаток рабочего инструмента во время обкатывания превращается в пластически деформированную канавку, которая при обработке цилиндрических поверхностей с подачей представляет винтовую линию.
Выглаживание проводят инструментом с использованием трения скольжения, как рабочий инструмент наиболее часто применяют закрепленный в оправке алмазный кристалл. Форма части кристалла, взаимодействующего с обрабатываемой поверхностью, может быть сферической, цилиндрической, конической, сфероидальной. К операции выглаживания относится также и операция дорнования, при которой с помощью дорна калибруют внутренние цилиндрические отверстия.
К методам ударного воздействия относят чеканку, обработки дробью, виброударную, ультразвуковую, центробежно-ударную [1].
Объекты и методы
Анализ способов поверхностного пластического деформирования показывает, что наиболее подходящий способ – алмазное выглаживание, позволяющий достичь достаточно высоких результатов обработки при относительно небольших затратах.
Выглаживание – один из методов отделочно-упрочняющей обработки, заключается в пластическом деформировании обрабатываемой поверхности скользящим по ней инструментом – выглаживателем, закрепленным в оправке алмазным кристаллом, который обладает свойствами [1]:
-
• высокой твердостью;
-
• низким коэффициентом трения;
-
• высокой степенью чистоты;
-
• высокой теплопроводностью.
Операцию применяют для упрочнения изделий твердостью до 65 HRC, а также вместо операции окончательного шлифования, полирования, доводки и суперфиниширования поверхности. Метод универсален и широко применяется для обработки стальных закаленных или термически неупрочненных деталей с поверхностными покрытиями и без них, а также деталей из цветных металлов, их сплавов, высокопрочных чугунов.
Износостойкость выглаженной поверхности увеличивается в 2–3 раза по сравнению со шлифованной и на 20–40% по сравнению с полированной; контактная выносливость выглаженной поверхности на 35–50% выше полированной [1].
Инструмент со сферической (рис. 1, а) формой заточки позволяет обрабатывать наружные, внутренние и плоские поверхности как методом выглаживания, так и вибровыглаживанием.
Цилиндрическую форму (рис. 1, б) применяют только для обработки наружных цилиндрических поверхностей. Тороидальная форма (рис. 1, в) широкого применения не нашла из-за отсутствия природных и синтетических алмазов большого размера. Конический выглажи-ватель (рис. 1, г) работает большой поверхностью конуса.
На рис. 1 представлены детали: все виды поверхностей (наружные, внутренние, плоские, профильные) валов, штоков, цилиндров, поршневых пальцев и т. д.
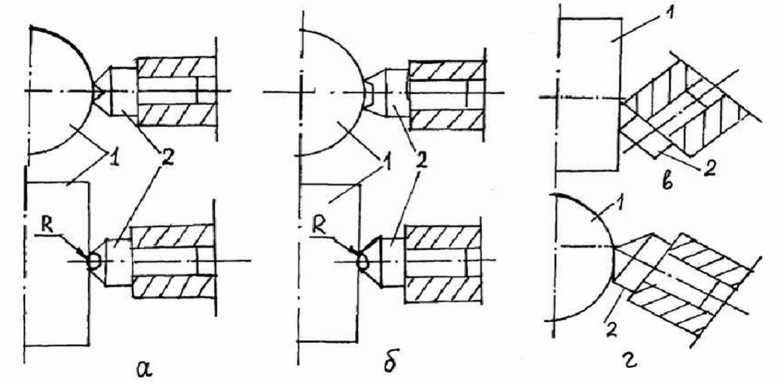
Рис. 1. Схема установок выглаживателей при обработке цилиндрической поверхности [1]: а – сферическая форма заточки; б – цилиндрическая; в – тороидальная; г – коническая;
1 – обрабатываемая поверхность; 2 – заточка
Выглаживание с упругим закреплением инструмента является простым и удобным способом упрочнения деталей.
Инструмент упруго прижимается к обрабатываемой детали с помощью пружины. Сила прижатия выглаживателя к детали, зависящая от пластичности обрабатываемого материала, шероховатости поверхности и радиуса выглаживателя, легко контролируется и поддерживается постоянной в процессе обработки. Нет жесткой кинематической связи между деталью и выглаживателем, положение последнего относительно детали определяется самой обрабаты- ваемой поверхностью. На рис. 2 показана схема выглаживания наружной поверхности с помощью пружинной державки.
Выглаживатель устанавливают в посадочном отверстии штока и закрепляют винтом. Сила, с которой выглаживатель прижимается к обрабатываемой детали, задается сжатием тарированной пружины при помощи регулировочного винта. Для более точной регулировки силы шаг резьбы винта назначают минимальным. Выглаживание производится при определенной величине силы прижатия, которая устанавливается с помощью шкалы и контролируется в процессе обработки индикатором. Корпус державки закрепляется в резцедержателе станка вместо резца.
Указанный способ поверхностного упрочнения выглаживанием очень хорошо реализуется для круглых деталей. Однако в машинах зачастую применяются детали некруглой формы. Для таких деталей описанная выше конструкция приспособления для выглаживания не может обеспечить постоянства усилия прижатия рабочего инструмента к поверхности детали и требуемую скорость перемещения инструмента относительной поверхности детали.
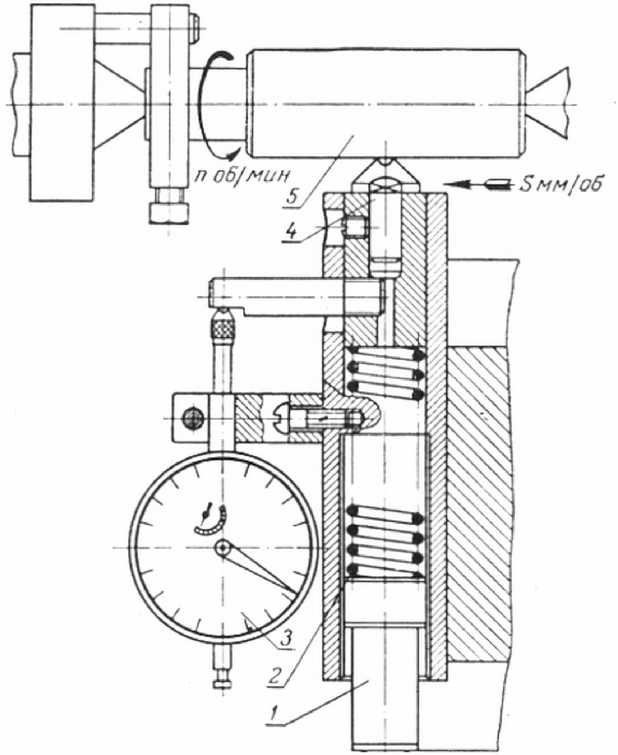
Рис. 2. Схема выглаживания с пружинной державкой [1]: 1 – регулировочный винт; 2 – тарированная пружина; 3 – индикатор;
4 – выглаживатель; 5 – обрабатываемая деталь
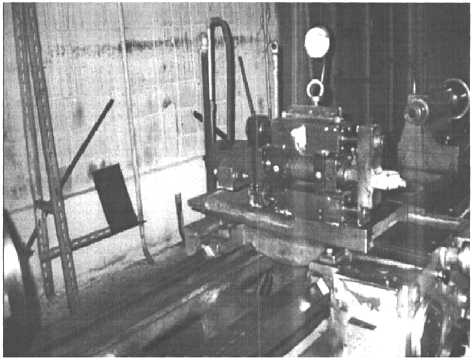
Решению этой проблемы посвящены работы многих исследователей. Так, Р.П. Костенко [2] предложено приспособление для обработки криволинейных поверхностей (рис. 3), устанавливаемое на поперечном суппорте токарного станка.
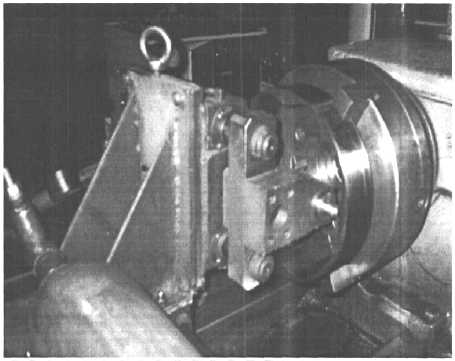
Рис. 3. Установка для обработки деталей машин с криволинейным профилем поверхности [2] Приспособление является пневмогидроаккумулятором, заправленным маслом и техническим азотом. При обработке статоров радиально-поршневых гидромоторов многократного действия с высотой волны 16,92 и 21,76 мм приспособление обеспечивает относительное изменение силы выглаживания ∆ = 0,33 и 0,43% соответственно, тогда как при обработке пружинными инструментами относительное изменение составило 45–180 и 50–240% [2]
В.В. Ворона [3] решал аналогичную проблему для нецилиндрических деталей при токарной обработке синусоидальных поверхностей. Существующие специальные станки, имеющие механизм-построитель, задающий сложное движение инструменту, весьма сложны по кинематике и дороги. Обработка на станках с ЧПУ токарного типа пока не находит широкого применения вследствие ограниченных возможностей программного управления. Для условий серийного и мелкосерийного производства, характерного для большей части машиностроительных предприятий, наиболее целесообразно применение универсального оборудования общемашиностроительного назначения. Автором [3] получены уравнения для определения рабочих кинематических режимов при токарной обработке, когда заготовка совершает вращательное движение, а резец одновременное движение подачи и за каждый оборот заготовки возвратно-поступательное радиальное движение [3].
Выводы
Проблема упрочнения поверхности некруглых деталей достаточно остра при ремонте автотракторных двигателей. Кулачки распределительных валов двигателей, валы топливных насосов дизельных двигателей для повышения износостойкости необходимо обрабатывать алмазным выглаживанием. Как показал анализ, наиболее рациональный способ решения задачи – оптимальное сочетание пневмогидроаккумуляторного устройства с колебательным движением резцедержателя станка с установленным в нем выглаживателем. Определение оптимальных параметров технологического процесса – цель наших дальнейших исследований.
Список литературы К вопросу об упрочнении поверхности деталей пластическим деформированием
- Степанова, Т.Ю. Технологии поверхностного упрочнения деталей машин: учеб. пособие/Т.Ю. Степанова. -Иваново: Иван. гос. хим.-технол. ун-т. 2009. -64 с.
- Костенко, Р.П. Повышение износостойкости термоупрочненных криволинейных поверхностей алмазным выглаживанием: дис. … канд. техн. наук/Р.П. Костенко. -Брянск, БГТУ 2001. -196 с.
- Ворона, В.В. Расчет оснастки и операции токарной обработки синусоидальных поверхностей: дис. … канд. техн. наук/В.В. Ворона. -Челябинск ЮрГУ, 2008. -202 с.
