К вопросу размещения термопар при контроле температурного режима восстановления режущей способности дисковых почвообрабатывающих орудий методом электромеханического деформирования

Автор: Селиверстов М.В.
Журнал: Международный журнал гуманитарных и естественных наук @intjournal
Рубрика: Технические науки
Статья в выпуске: 5-1 (56), 2021 года.
Бесплатный доступ
В статье указана значимость контроля теплофизических характеристик при восстановлении режущей способности кромки дисковых почвообрабатывающих орудий электромеханическим деформированием металла режущей кромки, приведена схема размещения термопар, а также обоснования материала для их изготовления. Опознана методика их размещения. Так как проведение опытов предполагает два этапа исследований, статического и динамического, то приведены обе методики контроля температуры.
Электромеханическое деформирование, режущая кромка, температура, термопара, измерительный блок
Короткий адрес: https://sciup.org/170188858
IDR: 170188858 | DOI: 10.24412/2500-1000-2021-5-1-68-71
To the question of location of thermocouples when control of the temperature regime of recovery of the cutting capacity of disc tillage tillers by the method of electromechanical deformation
The article indicates the importance of controlling thermophysical characteristics when restoring the cutting ability of the edge of disc soil-cultivating tools by electromechanical deformation of the metal of the cutting edge, shows the layout of thermocouples, as well as substantiation of the material for their manufacture. The method of their placement was identified. Since the conduct of experiments involves two stages of research, static and dynamic, both methods of temperature control are given.
Текст научной статьи К вопросу размещения термопар при контроле температурного режима восстановления режущей способности дисковых почвообрабатывающих орудий методом электромеханического деформирования
Для полного и качественного определения влияния энергетических параметров процесса, а так же теплофизических характеристик в данной работе согласно теоретическим исследованиям необходимо измерить температуру в трех точках выделенного стержня системы «электрод - деталь - теплоотводящая масса», а именно в точке контакта электрода с деталью (х=0), в точке находящейся на противоположной стороне режущей кромки (х=l2), а также в точке находящейся в теле теплоотводящей массы [1].
В связи с чем, температуру в выше приведенных точках решено измерять посредством трех хромель - алюмелевых термопар (ТХА), расположенных следующим образом: (рис. 1).
Рис. 1. Схема размещения термопар при проведении натурных экспериментов в исследуемом образце и теплоотводящей массе
Учитывая, что при контактном способе измерения температуры происходит нарушение первичного температурного поля исследуемого объекта, обусловленное монтажом термочувствительного элемента. Вследствие чего при приготовлении контактных датчиков температуры необходимо было свести к минимуму наруше- ние теплового баланса, вносимого термочувствительными элементами [2; 3].
Закрепление термопары измеряющей температуру поверхности восстанавливаемой режущей кромки (7К) проводилось следующим образом: на поверхности режущей кромки на расстоянии 2,6 мм (срединная точка режущей кромки с учетом максимально допустимого износа 0,8 мм) делалось углубление равное 0,25 мм (половина диаметра спая термопары); далее это углубление с целью лучшего приваривания термопары обезжиривалось и подсушивалось в течении 10…15 мин. Затем с использованием конденсаторной сварки производилась приварка термопары в углубление. После чего с целью дополнительной изоляции и снижения токовых наводок спай обрабатывался клеевым составом на основе эпоксидной смолы и подсушивался до момента полимеризации состава [5].
Закрепление термопары находящейся на противоположной стороне режущей кромки (6К) осуществлялась на расстоянии 3,2 мм от края режущей кромки (расстояния в обоих случаях вымерялось с использованием штангензубомера). Остальные операции производились аналогично.
Для обеспечения большей информативности измерения температуры в теплоотводящей массе было решено производить на глубине 5 мм от поверхности теплоотводящей массы. Для этого с тыльной стороны теплоотводящей массы было сделано сверление диаметром 5 мм на глубину 10 мм. Для снижения влияния токовых наводок на термопару расположенную в теле теплоотводящей массы было решено произвести дополнительную изоляцию. Для этого в сверление был залит эпоксидный состав. После отверждения состава (24 часа) по центру делалось еще одно сверление на ту же глубину, но уже диаметром 3 мм. С использованием конденсаторной сварки производилась приварка термопары. Окончательной операцией по заделке термопары (8К) была повторная заливка сверления эпоксидным составом и сушка.
В связи с тем, что в данной работе необходимо определить параметры энер- говложения сначала для статического режима, а затем с использованием полученных данных для динамического режима начальной стадии процесса восстановления, то и теплофизические эксперименты необходимо проводить в два этапа [5].
Методика термометрирования образцов в статическом режиме
Замер температур производился следующим образом: теплоотводящую массу с закрепленной на ней термопарой (8К) устанавливали в трехкулачковый патрон установки, затем производился монтаж на теплоотводящую массу восстанавливаемой детали с закрепленными на ней термопарами (6К, 7К), при этом необходимо совместить теплоотводящую массу и образец таким образом, чтобы все термопары находились в одной плоскости по радиусу. Далее устанавливали систему «диск - теплоотводящая масса» таким образом, чтобы термопары оказались напротив электрода. Путем перемещения суппорта станка создаем усилие поджатия ролика электрода равное 800 Н и угол его воздействия 200. Изменением ступеней трансформатора устанавливалось напряжение равное 1,8 В. После выполнения этих операций производилось включение контрольно - измерительной аппаратуры и осуществлялся процесс ЭМД. По завершении деформирования режущей кромки выключался трансформатор и АЦП, затем формующий электрод отводился от детали [6; 7].
Для интерпретации экспериментальных данных выбиралось такое время процесса, в течение которого начинается и заканчивается процесс формирования режущей кромки. Таким образом, регистрация температур при проведении процесса начиналась с момента начала процесса и заканчивалась после его завершения.
Методика термометрирования образцов в динамическом режиме
В части закрепления термопар в образце методика термометрирования в динамическом режиме не отличается от статического режима. В данной методике присутствуют отличия от предыдущей начальным размещением контролируемого «стержня» относительно электрода [5] (рис. 2).
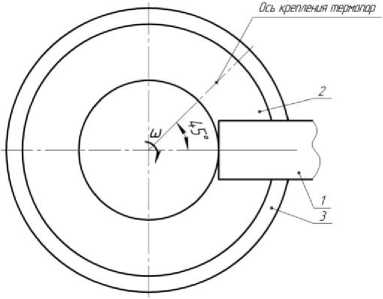
Рис. 2. Схема размещения оси крепления термопар относительно электрода в динамическом режиме1 – электрод; 2 – деталь; 3 – теплоотводящая масса.
В данном случае необходимо было определить вторую стадию термической обработки (рис. 2). Для этого необходимо чтобы измерения температур в точках системы «электрод – деталь – теплоотводящая масс» проводилось на достаточном для этого участке. В связи, с чем было решено отвести место крепления термопар относительно электрода на угол равный 450 в сторону противоположную вращению диска, кроме того, такое расположе- ние термопар позволяет снизить токовые наводки, идущие от электродвигателя привода станка [7; 8]. При этом линейная скорость движения режущей кромки диска относительно формующего электрода составляла 5,6 м/мин. Остальные параметры
Процесс термометрирования системы также начинался с момента начала процесса восстановления. Процесс завершался после того как ось крепления термопар пройдет под электродом и удалится на угол 40…450. По завершении процесса одновременно выключался силовой трансформатор и привод шпинделя, затем выключался аналогово - цифровой преобразователь и электродный узел отводился от детали. Следовательно, регистрация тем- ператур системы производилась в течении всего опыта. В качестве начальной точки интерпретации процесса выбиралась точка момента включения силового трансформатора, а заканчивалась в точке достижения температур максимального значения.
процесса оставались аналогичными.
Список литературы К вопросу размещения термопар при контроле температурного режима восстановления режущей способности дисковых почвообрабатывающих орудий методом электромеханического деформирования
- Чижов В.Н. Контроль температуры контактной поверхности "Электрод-деталь" при восстановлении режущей кромки дисков почвообрабатывающих машин / В.Н. Чижов, А.А. Болтенков, О.Г. Бельчикова, М.В. Селиверстов // Вестник Алтайского государственного аграрного университета. - 2018. - №5 (163). - С. 155-163.
- Нубарян С.М. Контрольно-измерительные приборы в теплотехнических измерениях. Курс лекций. - Харьков: ХНАГХ, 2006. - 283 с.
- Линевег Ф. Измерение температур в технике. Справочник. Пер. с нем. под ред. Чариховой Л.А. - М.: Металлургия. 1980. - 544 с.
- Овчинников В. В. Технология и оборудование контактной сварки: Лабораторно-практические работы: учеб. пособие для студ. учреждений сред. проф. образования. - 5-е изд., стер. - М.: Издательский центр "Академия", 2016. - 160 с.
- Вопросы моделирования тепловых процессов при восстановлении режущей способности дисковых рабочих органов почвообрабатывающих машин методом электромеханического деформирования / Болтенков А.А., Селиверстов М.В. // Вестник Алтайского государственного аграрного университета. - 2018. - №9 (167). - С. 159-164.
- Селиверстов М.В. Описание экспериментальной установки для восстановления режущей способности дисковых почвообрабатывающих орудий методом электромеханического деформирования // Международный журнал гуманитарных и естественных наук. - 2020. - №12-1 (51). - С. 165-167.
- Катаев Р.Ф. Теория и технология контактной сварки: учебное пособие / Р.Ф. Катаев, В.С. Милютин, М.Г. Близник. - Екатеринбург: Изд-во Урал. ун-та, 2015. - 144 с.
- Романов Д.И. Электроконтактный нагрев металлов. - М.: Машиностроение, 1981. - 168 с.
