Качество соединения панелей, полученного методом комбинированной фланцовки

Автор: Беляева Ирина Александровна, Глущенков Владимир Александрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Научные сообщения и обзоры
Статья в выпуске: 6-1 т.16, 2014 года.
Бесплатный доступ
Статья посвящена оценке качества соединения панелей, полученного с использованием комбинированной технологии фланцовки. Сформулированы требования, предъявляемые к таким соединениям в автостроении, основные из которых прочность, наличие пустоты, гофрообразование. Приведены результаты компьютерного моделирования, металлографических и экспериментальных исследований. Оценено влияние основных технологических и геометрических факторов на качество соединения. Сформулирован вывод о достижении высокого качества соединения при использовании предложенной комбинированной технологии.
Комбинированная технология фланцовки, качество соединения, статическая и динамическая нагрузки, магнитно-импульсное нагружение
Короткий адрес: https://sciup.org/148203522
IDR: 148203522 | УДК: 621.98.044.7:621.757.002
Quality of joints obtained by the method of combined flanging
The paper is devoted to evaluation of quality of the joint of panels obtained with use of the combined technology of flanging. The requirements imposed upon such joints in the automotive industry were stated, main of which are strength, no voids and no formation of corrugations. Results of computer simulation as well as metallographic and experimental investigations are presented. The action of main technological and geometric factors on the joint quality was estimated. The conclusion was drawn that joint’s high quality was reached when using the proposed combined technology.
Текст научной статьи Качество соединения панелей, полученного методом комбинированной фланцовки
ПОСТАНОВКА ВОПРОСА
В машиностроении, нашла применение технология фланцовки, например, в автомобилестроении, при сборке наружной и внутренней панелей дверей, багажника, капота, люка заправочной горловины.
Применяемые в настоящее время технологии фланцовки в инструментальных штампах или обкаткой роликами не обеспечивают возрастающие требования к качеству таких соединений.
Качество соединения оценивается, прежде всего по следующим трем критериям:
-
- прочность сборки , которая должна обеспечить плотное прилегание панелей друг к другу и зафланцованному борту, то есть обеспечить их неподвижность в процессе эксплуатации;
-
- отсутствие пустот (карманов) в торце внутренней панели (по радиусу гиба) и по всему периметру зафланцованного борта – как потенциальных источников ускоренной коррозии;
-
- отсутствие потери устойчивости фланца (гофрообразование) на радиусных участках собираемых панелей.
Неудовлетворенность этим требованиям вынуждает применять дополнительные меры по изменению конструкции соединения – уменьше- Беляева Ирина Александровна, кандидат технических наук, старший научный сотрудник НИЛ-41.
ние высоты борта в зонах малых радиусов; по применению дополнительно клея или усилению прочности сборки, за счет использования точечной сварки по периметру соединения.
Все эти дополнительные меры приводят к значительному увеличению трудоемкости образования соединения, то есть в конечном счете к повышению себестоимости изделия в целом.
В работах [1, 2] описана новая технология фланцовки - комбинированная технология, сочетающая статическое и динамическое нагружения, когда гибка – формовка борта на угол 900 осуществляется под действием статической нагрузки в инструментальном штампе, а дальнейшая флан-цовка, борта на а = 180 0 реализуется под действием динамической нагрузки (импульсным магнитным полем) (рис.2).
Для анализа процесса комбинированной фланцовки разработана методика компьютерного моделирования такого процесса, позволившая определить напряженно-деформированное состояние материала панелей и особенно фланцуемого борта во времени [3].
В данной статье предлагается оценить качество полученных по разработанной технологии соединений.
ПРОЧНОСТЬ СОЕДИНЕНИЯ
Используя предложенную методику компьютерного моделирования было осуществлено с ее помощью исследование контактных напряжений, определяющих прочность соединения в за-
|
Энергия, потребная для динамического этапа фланцовки W, кДж |
2,0 |
6,7 |
12,3 |
|
Величина контактных напряжений между панелями ст к, МПа |
50 - 70 |
356 - 387 |
> 600 |
Внутренняя
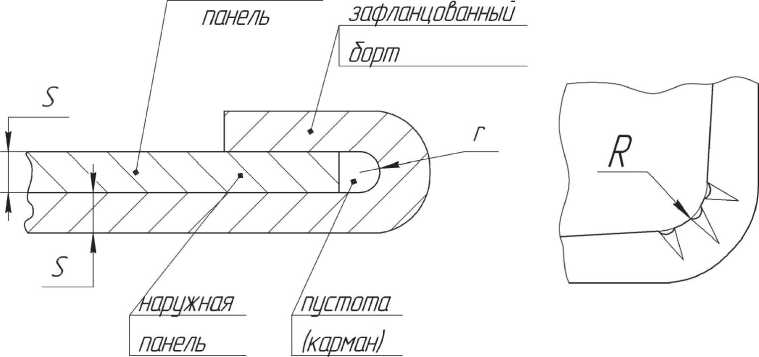
Рис. 1. Соединение панелей с использованием технологии “фальцовки”
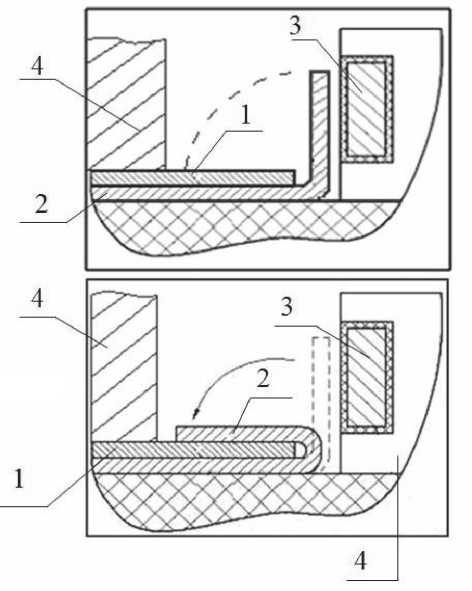
Рис. 2. Второй (динамический) этап комбинированной технологии «фальцовка»: 1 – внутренняя панель, 2 - внешняя панель, 3 – индуктор, 4 – прижим висимости, от величины энергии разряда батареи конденсаторов (W).
На рис. 3 в качестве примера дана картина распределения контактных напряжений ( с k) на Таблица 1
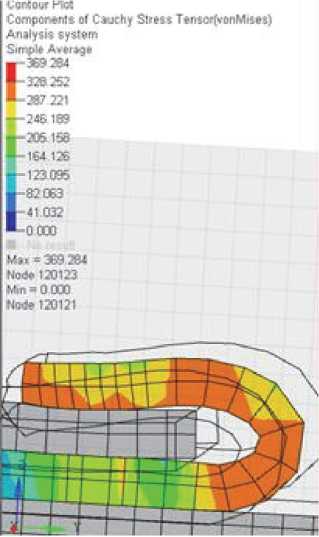
Рис. 3. Пример контактных напряжений (по толщине) в панелях в конечный момент динамического этапа фланцовки заключительном этапе фланцовки, а в табл. 1 приведены их значения в зависимости от энергии W.
Проведенное комплексное испытание полученных соединений позволило определить то минимальное напряжение, при котором обеспечивается полная неподвижность панелей относительно друг друга (< 7 = 250 — 340МПа).
Printed with pdfFactory Pro trial version - purchase at
Известия Самарского научного центра Российской академии наук, т. 16, №6, 2014
Как видно из таблицы, комбинированная технология обеспечивает требуемое качество уже при W = 6,7 кДж
Такое плотное прилегание достигается за счет изменения механизма динамической комбинированной фланцовки: во - первых, благодаря растягивающим напряжений (обтяжки) наружного борта по внутренней панели, во - вторых, за счёт соударения фланцуемого борта с внутренней панелью. Некоторую лепту в прочность соединения вносят тепловые эффекты, сопутствующие магнитно - импульсному нагружению. Гибка -обтяжка, соударение, тепловые эффекты сводят на нет явление пружинения и обеспечивают требуемую прочность соединения.
Таким образом, отпадает надобность в дополнительном применении клея или сварки.
ОТСУТСТВИЕ ПУСТОТ (КАРМАНОВ)
Изменение пластичности металла при динамическом нагружении, изменившийся характер деформирования – гибка - обтяжка наружной панели по внутренней, действие динамической нагрузки в торец внутренней панели на всем временном промежутке деформирования приводят к образованию минимального радиуса гиба r = 1,0S без каких - либо пустот.
Данный вывод подтверждается приведенным на рисунке 4 сечением соединения, полученного по новой технологии, на котором видно их плотное соединение без каких - либо пустот.
ГОФРООБРАЗОВАНИЕ
Был исследован процесс комбинированной фланцовки при разных радиусах в плане R и высотах борта h (рис. 5).
Установлено, что при R > 10 и при высотах борта h = менее 7 мм гофрообразование не наблюдается (табл. 2).
Уровень критических сжимающих напряжений, приводящих к гофрообразованию, достигается значительно позже по сравнению со статическим напряжением, что расширяет предельные возможности процесса фальцовки.
На рис. 6 показан фрагмент детали без гофр.

Рис. 4. Макрошлиф соединения панелей, полученного с использованием технологии комбинированной фланцовки
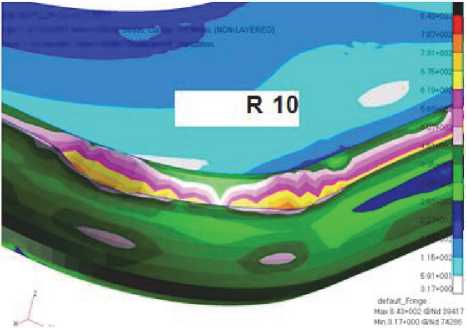
Рис. 5. Пример окружных напряжений б r (в плане) на радиусном участке фланцуемого борта, определяющем его потерю устойчивости

Рис. 6. Фрагмент соединения при
R = 10мм и h = 7м. Гофры отсутствуют
Таблица 2
|
R, мм |
10 |
20 |
||||
|
h, мм |
5 |
7 |
10 |
5 |
7 |
10 |
|
Качество поверхности |
Гофры отсутствуют |
Высота гофр не более 0,1 мм |
Высота гофр 0,2 + 0,3, мм |
Гофры отсутствуют |
Гофры отсутствуют |
Высота гофр не более 0,1 мм |
ВЫВОД
Комбинированная технология по всем трем параметрам качества (прочности, наличию пустот, гофрообразованию) превосходит существующие технологии фланцовки.
Список литературы Качество соединения панелей, полученного методом комбинированной фланцовки
- Разработка комбинированной технологии сборки деталей/В.А. Глущенков, М.В. Хардин, И.А. Беляева//Кузнечно-штамповочное производство. Обработка металлов давлением. 2012. № 3. С. 17-19.
- Assembly of parts by flanging method combining static and dynamic loading/V.A. Glushchenkov, Osama Al-Erhayem, M.V. Khardin, I.A. Belyaeva//JOM -17. International Conference of Joining Materials. Helsingor, Denmark, 5-8 may 2013. Session VI. P. 1-7.
- Глущенков В.А., Беляева И.А. Особенности комбинированной операции фальцовка. Результаты компьютерного моделирования//Известия Самарского научного центра РАН. 2014. № 4. С. 146-153.
