Калибрование древесных плит фуговальными фрезами с винтовым зубом

Автор: Пашихина А.В., Ермолович А.Г.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технология переработки
Статья в выпуске: 9, 2013 года.
Бесплатный доступ
В статье приводятся результаты исследований производственного процесса обработки поверхности древесных плит новым дереворежущим инструментом, изготовленным из фуговальных фрез с винтовым зубом.
Фреза, плита, подача, зуб
Короткий адрес: https://sciup.org/14083261
IDR: 14083261 | УДК: 674.817;
The wood board calibration by using jointing cutters with the screw tooth
The research results of the production process of the wood board surface processing by the new woodcutting tool made of jointing cutters with the screw tooth are given in the article.
Текст научной статьи Калибрование древесных плит фуговальными фрезами с винтовым зубом
Необходимость калибровки поверхности древесных плит вызвана отклонениями плит по толщине после прессования. Анализ замера композиционных плит различной слойности на предприятии показал следующие значения (табл. 1).
Анализ замера фанерных плит на предприятии
Таблица 1
|
Слойность |
Толщина, мм |
Предельное отклонение, мм |
|
3 |
6,50 |
± 0,8 |
|
5 |
9,12 |
± 1,2 |
|
7 |
15,00 |
± 1,5 |
|
9 |
18,19 |
± 2,0 |
|
11 |
21,00 |
± 2,0 |
В производстве композиционных плит на основе древесины (ДСтП и МДФ) предельные отклонения плит по высоте еще выше. В связи с этим использование плит в столярно-механическом производстве требует снятия припуска в размер с минимальными отклонениями до 0,1 мм, способами шлифования, строгания или фрезерования [1,2].
Последний способ обработки интересен с точки зрения снижения энергозатрат и возможности получения из снятого припуска плиты требуемых фракций щепы с целью повторного использования в производстве композиционных плит, чего невозможно достичь шлифованием.
Ограничение использования строгальных ножей и фрез при калибровке плит в прошлые годы было обусловлено количеством переточек с последующей настройкой оборудования. В настоящее время это ограничение снято, так как фуговальные фрезы имеют принципиально новую конструкцию с винтовым креплением ножей 4-стороннего действия, затупление которых исключает их последующее использование с переточкой, настройкой.
Это предопределяет создание такого калибровочного оборудования, на котором при минимальных затратах целесообразно было бы проводить поверхностную механическую обработку плит шириной до 2 м при непрерывной подаче плит.
Одним из целесообразных способов фрезерования поверхности плит фуговальными фрезами с винтовым зубом, оснащенных пластинками с четырьмя режущими кромками, очевидно, является расположение фрезы, осевая ось которой направлена навстречу подаваемой на обработку плиты (рис. 1).
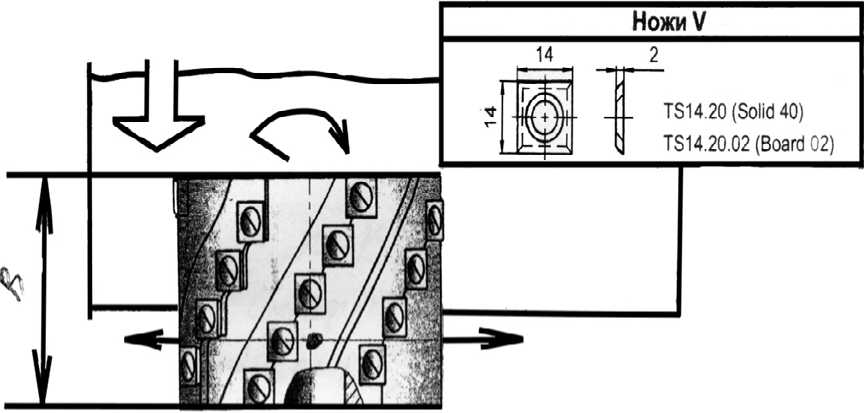
Рис. 1. Схема обработки поверхности композиционной плиты винтовой фрезой
Крайние ножи при перемещении плиты врезаются вращающейся фрезой в припуск плиты, а остальные ножи шириной обработки (В) снимают припуск на ширину плиты при возвратно-поступательном перемещении фрезы перпендикулярно направлению подачи.
В основу обработки поверхности плиты положены два фактора: исключение пылевидного состояния снятого припуска и минимальная высота неровностей поверхности плиты без волн для последующего ламинирования.
Конструкция фрезы выполнение первого фактора обеспечивает, так как режущая кромка винтовой линии прерывистая и ступенчатое взаимодействие ее с поверхностью плиты дает укрупненную фракцию снятого припуска, целесообразного для повторного использования в производстве плит.
Влияние направления вращения инструмента по отношению к подаче на шероховатость поверхности плиты имеет свои особенности. Перемещение фрезы на ширину плиты в возвратно-поступательном режиме обуславливает встречное и попутное фрезерование. Большинство фрезерных станков работает по принципу встречной подачи. Попутную подачу в существующих технологиях обработки используют реже и главным образом для снижения шероховатости. В предлагаемом нами способе обработки время на попутную и встречную подачи одинаково.
На рисунке 2 приведены схемы фрезерования (калибрования) плиты по пласти при встречной (рис.2, а ) и попутной (рис. 2, б) подачах. Расчетные формулы кинематики резания для обоих видов подач общие. Заслуживает внимания только возможность образования концевых сколов левого и правого краев плиты. Причиной, вызывающей скол, является сила S со стороны резца.
Отслоение под действием этой силы может произойти в тот момент, когда напряжение в плите достигает предела прочности на разрыв перпендикулярно пласти. Учитывая это, древесные композиционные плиты равнопрочны по поверхности в отличие от натуральной древесины, сколы маловероятны.
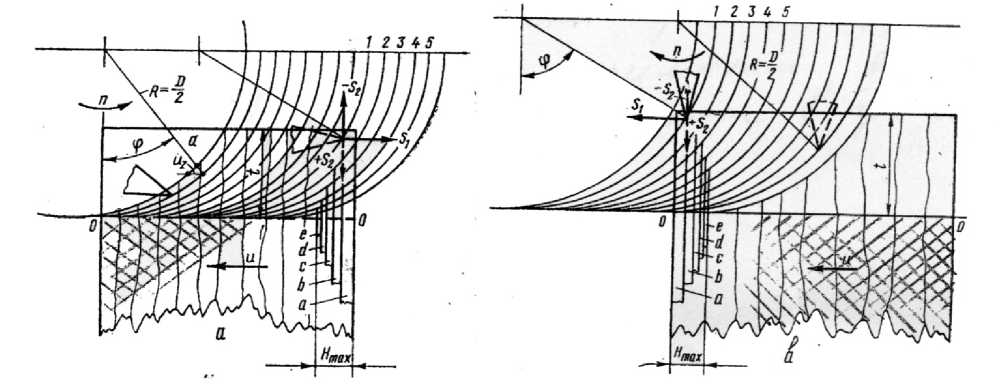
Рис. 2. Схема взаимодействия резца с поверхностью плиты: а – встречная подача; б – попутная подача
Шероховатость поверхности плит при обработке фрезерованием зависит от скорости резания, точности расположения резцов, скорости подачи, остроты и углов резца, влажности, плотности, количества связующего и других факторов.
Новые винтовые фрезы фирмы «Фрезит» отвечают оптимальным условиям обработки плит ДСтП и МДФ (табл. 2) [3,4].
Таблица 2
Режимы работы фрез фирмы «Фрезит»
|
Параметр обработки |
Единица измерения |
Показатель |
|
Скорость резания |
м/c |
40÷80 |
|
Диаметр фрезы |
мм |
60÷100 |
|
Скорость подачи (встречная, попутная) |
м/мин |
2÷8 |
|
Высота неровностей |
мкм |
0,5÷645-700 |
Выводы
-
1. Фуговальные фрезы с винтовыми многолезвийными резцами отвечают современным требованиям создания калибровочного оборудования с минимальными энергетическими затратами.
-
2. Состав стружки при фрезеровании поверхности плиты применим для повторного использования в производстве плит.
