Кинетические аспекты уплотнения белково-витаминной композиции при получении гранул и брикетов

Автор: Доценко С.М., Школьников П.Н., Винокуров С.А., Ковалева Л.А., Гужель Ю.А., Волков С.П.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Технические науки
Статья в выпуске: 6, 2018 года.
Бесплатный доступ
Цель исследований - аналитическое и эмпирическое установление зависимостей, характеризующих кине- тику рабочего процесса и его параметров для создания инновационного пресс-гранулятора. Задачи: получить аналитические зависимости, характеризующие кине- тические параметры процесса уплотнения композиций в компрессионно-формующем устройстве винтового гранулятора для принятой структурной схемы линии получения прессованного продукта, а также экспери- ментальным путем получить оптимально- рациональные значения параметров компрессионно- формующего узла (КФУ). Объектом исследования явля- ется рабочий процесс пресса винтового типа для полу-чения гранул и брикетов полой цилиндрической формы. Предмет исследований - зависимости, характеризую- щие взаимосвязь параметров пресса и кинетику уплот- нения белково-витаминной композиции в виде корне- клубнеплодно-зерновой смеси. Исследования проводи- лись на основе методов математики и прикладной ме- ханики с учетом физико-механических и структурных показателей исходного сырья и готового продукта...
Кинетика, процесс, уплотнение, продукт, композиция, пресс-гранулятор, компрессионно- формующий узел
Короткий адрес: https://sciup.org/140238131
IDR: 140238131 | УДК: 631.363(675.8)
Kinetic aspects of sealing protein-vitamin composition when receiving granules and briquettes
The aim of the research was analytical and empirical de- termination of the dependencies characterizing the kinetics of working process and its parameters for creating innovative pelletizer. The research tasks were to obtain analytical de- pendencies characterizing kinetic parameters of the compac- tion of the compositions in the compression-forming device of screw granulator for adopted structural scheme of the line for obtaining compacted product, and also to obtain optimally rational values of the parameters of compression-molding assembly (CMA) experimentally. The object of the study was working process of a screw-type press to produce pellets and briquettes of hollow cylindrical shape. The subject of the re- search was the dependencies characterizing the interrelation between the parameters of the press and kinetics of densifi- cation of protein-vitamin composition in the form of a root- club-fruit-grain mixture. The research was carried out on the basis of the methods of mathematics and applied mechanics, taking into account physical and mechanical and structural parameters of raw material and finished product...
Текст научной статьи Кинетические аспекты уплотнения белково-витаминной композиции при получении гранул и брикетов
Введение . В настоящее время наибольшее распространение гранулированных продуктов получили прессы с кольцевой матрицей, рабочий процесс которых основан на уплотнении сухого исходного сырья с предварительным его кондиционированием (увлажнением) водой или паром [1].
При этом кольцевой пресс не позволяет получать гранулы диаметром менее 4,7 мм. Для получения гранул меньшего размера в виде крупки пресс снабжается дополнительно крошителем гранул и просеивателем [2].
Все это приводит к высокой металлоемкости и энергоемкости процесса получения прессованного продукта необходимого размера.
В этой связи исследования, направленные на создание инновационных технических систем по получению корнеклубнеплодно-зерновых продуктов в виде гранул и брикетов полой цилиндрической формы, являются актуальными.
Цель исследований . Аналитическое и эмпирическое установление зависимостей, характеризующих кинетику рабочего процесса и его параметров, для создания инновационного пресс-гранулятора.
Задачи исследований :
-
- для принятой структурной схемы линии получения прессованного продукта с использованием винтового гранулятора получить аналитические зависимости, характеризующие кинетические параметры процесса уплотнения композиций в компрессионно-формующем устройстве гранулятора;
-
- экспериментальным путем получить оптимальнорациональные значения параметров компрессионно-формующего узла (КФУ).
Результаты исследований и их обсуждение . На основании анализа результатов ранее проведенных исследований установлено, что прочность гранул, получаемых с помощью пресс-грануляторов различного типа (винтовых, кольцевых и т.д.), в значительной степени зависит от состава и свойств исходного сырья, а также структурномеханических характеристик (СМХ) композиций, из которых, в конечном итоге, состоит готовый продукт [1–3].
На рисунке 1 представлена структурная схема линии получения гранулированно-брикетированных продуктов с использованием корнеклубнеплодно-зерновых композиций.
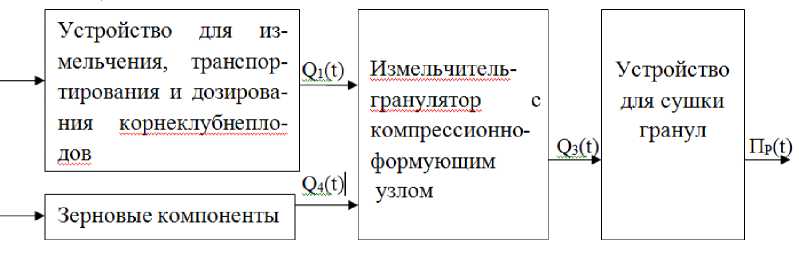
Рис. 1. Структурная схема линии приготовления гранулированных корнеклубнеплодно-зерновых продуктов: Q 1 (t), Q 2 (t), Q 3 (t), Q 4 (t) – подача исходного сырья и продуктов на соответствующих этапах их трансформации; Пр(t) – прочность готовых гранул
Одним из основных недостатков известных пресс-грануляторов является невозможность получения гранул с низким содержанием воздушных пор. На рисунке 2
представлена разработанная авторами схема пресс-гранулятора, снабженного компрессионно-формующим узлом, позволяющим устранить указанный недостаток.
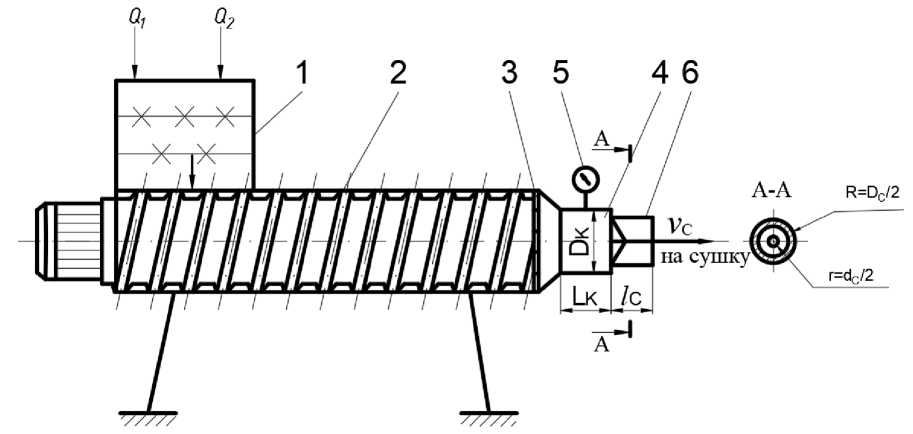
Рис. 2. Схема пресс-гранулятора с КФУ: 1 – смеситель; 2 – винт пресса; 3 – измельчающий узел; 4 – компрессионная камера; 5 – манометр давления; 6 – формующий узел
При этом характерной особенностью КФУ является возможность получения полых гранул цилиндрической формы.
Как известно, при уплотнении материала продукта в нем накапливается потенциальная энергия упругих деформаций, поэтому происходит упругое расширение в направлении приложенного давления [1]. Сжатие очередной порции продукта обусловлено силами трения ранее запрессованного материала о стенки, а потому работа сжатия новой порции Асж должна быть равна работе от преодоления сил трения Атр [2]
Асж=Атр. (1)
Работу сил сжатия представим как
А СЖ =P·V, (2)
где Р – приложенное давление, создаваемое винтом пресса 2 (рис. 2);
-
V – объем сжимаемой порции материала.
Давление, создаваемое винтом 2 , с учетом его конструктивных характеристик, представим следующей эмпирической зависимостью:
P = С- [pO
1 • e
b*-*
• (1 - b
fc
•
Ж, (3)
где С – эмпирический коэффициент; ρ
0
– начальная плотность продукта (исходная); b
k
– величина, связанная с декрементом k уменьшения шага винта,
bk
=
R/2п,
Ф — угол поворота винта.
Работа от действия сил трения для принятой схемы смесителя-гранулятора определяется зависимостью
Атр3:
– для камеры
4
:
ТР
=
уп
∙
К
∙
К
,
(4)
где
f
– коэффициент трения; ξ– коэффициент бокового расширения;
Руп3
– давление в камере
4
; D
К
, L
К
– диаметр и длина компрессионной камеры;
– для формующего узла
6
:
А
ТР4
=
f
ξP
УП4
·(R2-r2)
l
C,
(5)
где P
УП4
– давление в узле 6; R, r – радиусы в соответствии с рисунком 1 – разреза А-А;
l
C
– длина формующей камеры КФУ.
Приравнивая и преобразуя выражения (2), (4) и (5) с учетом выражения (3), относительно давления Р получаем, что =8 ∙ [ ∙ (1- ∙ ]∙
К
∙
К
⧸ ξ(R -r ) С.(6)
С другой стороны, установившийся режим работы пресс-гранулятора Q
сг
характеризуется равенством
СГ= ∙ К= (R -r )ρС∙ С,(7)
где V – объем компрессионной камеры (КК); ρ
к
– плотность продукта в КК; t – время прохождения продукта через КК; ρ
с
– плотность продукта в формующем узле;
v
C
– скорость движения продукта в формующем узле (скорость выхода продукта).
Приняв, что t=2π/ω
В
, где ω
в
– угловая скорость винта, получаем
, ( )
С
∙
С
= . К∙ К∙ К
В выражениях (6) и (8) присутствуют соотношения, характеризующие как соотношение конструктивных параметров
К =
, так и технологических
С =
, где λ – степень уплотнения продукта. С учетом данного факта для выражения (8) имеем
, ∙ К∙ К ( ) ∙ С
где
t
p
– время релаксации материала продукта.
Зависимость (8) характеризует кинетику процесса уплотнения продукта через взаимосвязь конструктивнорежимных (D
К
, L
К
, R, r,
v
C
) и технологических (λ) параметров.
С целью обоснования оптимально-рациональных значений параметров пресс-гранулятора проведены экспериментальные исследования с использованием тыквенного продукта, взятого в качестве связующего витаминного, и зерновых компонентов, содержащих белки и углеводы, характеристика которых [4] приведена в таблице.
Размерные характеристики зерна (
х
±т,
р
<0,05)
Культура (сортовая смесь)
d, мм
L, мм
R, мм
r, мм
αо
h, мм
1
2
3
4
5
6
7
Пшеница
"° 1
2,0-3,0
5,0-6,0
-
-
-
-
Ячмень шелушенный
\---"°
3,0-4,0
5,0-7,0
-
-
-
-
Овес
3,0-4,0
10,0-13,0
-
-
-
-
Окончание табл.
1
2
3
4
5
6
7
Кукуруза
V I
-
-
8,0-10,0
1,0-2,0
45,0-60,0
4,0-5,0
Соя
I
5,0-7,0
5,0-11,0
-
-
-
-
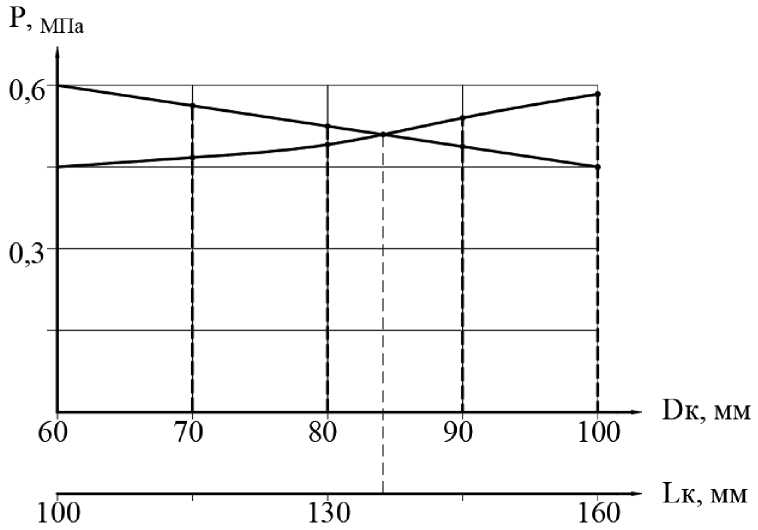
В результате эксперимента получены эмпирические позиции через конструктивные параметры компрессион-зависимости (рис. 3), характеризующие кинетику процес- ной камеры –
D
к
и
L
к
.
са уплотнения продукта в виде белково-витаминной ком-
Рис. 3. Зависимости давления Р в компрессионной камере от ее диаметра D
к
и длины L
к
: P=f(D
k
) и P=f(L
k
)
Анализ данных зависимостей показывает, что оптимально-рациональное значение показателя Р=0,5 МПа, которое определяется значениями параметров:
D
к
=
85 мм и
L
к
= 135 мм.
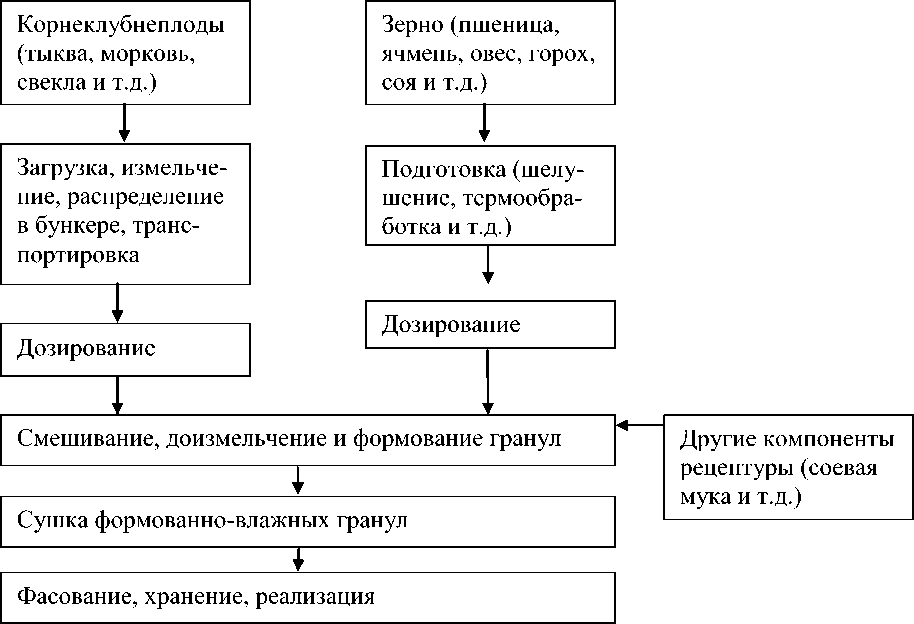
Проведенные исследования положены в основу создания технологии приготовления корнеклубнеплоднозерновых продуктов в виде полых гранул и брикетов цилиндрической формы (рис. 4 и 5). Производственной проверкой, проведенной в ООО «МиС Агро» Серышевского района Амурской области, установлено, что разработанный пресс-гранулятор в составе линии (рис. 5) обеспечивает получение качественных гранул и брикетов с их прочностью не ниже требуемой Пр = 93–95 %.
Экспериментом установлено, что оптимальными параметрами рабочего процесса пресс-гранулятора на приготовлении полых гранул и брикетов являются: λ=1,5–2,2, D
К
=60–65 мм, L
К
=100–110 мм, l
c=40–50
мм и ω
В
=10–11 с-1 при Q
СГ
=0,0427 кг/с.
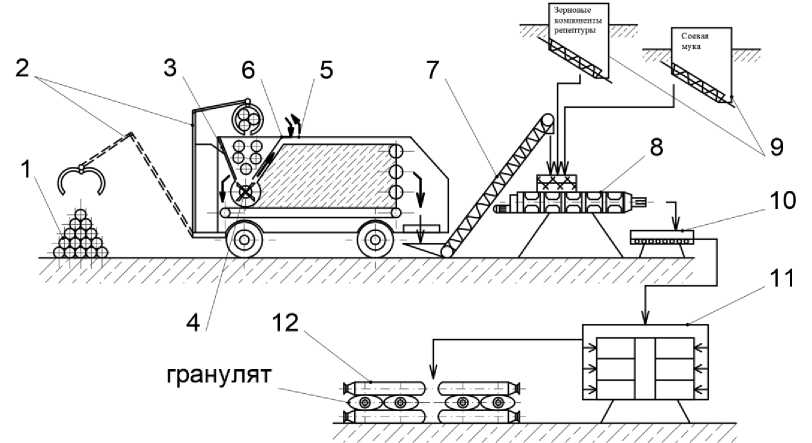
Рис. 4. Принципиальная технологическая схема приготовления гранулята на основе корнеклубнеплодно-зерновых композиций Рис. 5. Конструктивно-технологическая схема линии по производству корнеклубнеплодно-зерновых гранул: 1 – тыква (ККП); 2 – загрузочное устройство; 3 – бункер измельчителя; 4 – роторное измельчающее устройство; 5 – бункер агрегата; 6 – распределитель; 7 – шнековое загрузочное устройство; 8 – пресс-гранулятор; 9 – бункеры-дозаторы; 10 – лоток; 11 – сушилка; 12 – гранулят затаренный Выводы
1. На основе принятой структурной схемы приготовления гранулированно-брикетированных продуктов кор-неклубнеплодно-зернового состава теоретическим путем
2. Экспериментальным путем обоснованы оптимально-рациональные значения диаметра компрессионной камеры и ее длины.
были получены аналитические зависимости, характеризующие кинетику рабочего процесса пресс-гранулятора содержащего компрессионную камеру и компрессионно-формующий узел. Полученные зависимости и значения параметров позволяют использовать их при проектировании технологии и технических средств для производства качественных гранул и брикетов. Разработанный пресс в составе предложенной линии имеет высокую эффективность работы, подтвержденную проведенной производственной проверкой.
Список литературы Кинетические аспекты уплотнения белково-витаминной композиции при получении гранул и брикетов
- Завражнов А.И., Николаев Д.И. Механизация приготовления и хранения кормов. -М.: Агропромиздат, 1990. -336 с.
- Алешкин В.Р., Рощин П.М. Механизация животноводства. -М.: Агропромиздат, 1985. -336 с.
- Мельников С.В. Механизация и автоматизация животноводческих ферм. -Л.: Колос, 1978. -560 с.
- Чеботарев О.Н., Шаззо А.Ю., Мартыненко Я.Ф. Технология муки, крупы и комбикормов. -М.: МарТ, 2004. -688 с. (Сер. Технологии пищевых производств).
