Комплекс технологических методов снижения водородного изнашивания узлов трения машин бытового назначения

Автор: Пашковский И.Э.
Журнал: Вестник Ассоциации вузов туризма и сервиса @vestnik-rguts
Рубрика: Технические системы в сервисе
Статья в выпуске: 4 т.3, 2009 года.
Бесплатный доступ
Приведены результаты многолетних исследований и разработки технологических методов снижения водородного изнашивания деталей бытовых машин и технологического оборудования предприятий сервиса. Дано подробное описание технологических комплексов методов снижения водородного изнашивания, обеспечивающих максимальное увеличение срока службы машин бытового назначения.
Технологические методы, водородное изнашивание, износостойкость
Короткий адрес: https://sciup.org/140209059
IDR: 140209059 | УДК: 620.178:678.5
Technological methods for the reduction of the hydrogen wear in the friction units of household machines
The author develops technological methods to reduce the hydrogen wear of components in household machines and technological equipment in the services industry. The technological methods for the hydrogen wear reduction provide maximum durability of the machines.
Текст научной статьи Комплекс технологических методов снижения водородного изнашивания узлов трения машин бытового назначения
От правильного выбора метода изготовления, назначения упрочняющей обработки и финишной операции во многом зависит работоспособность наиболее нагруженных сопряженных деталей и рабочих органов машины. Особенно важно учитывать влияние финишной операции с точки зрения создания в поверхностном слое деталей свойств (структур), препятствующих проникновению и накоплению диффузионно-активного водорода.
В ранее опубликованных работах [4–7] показано, что наводороживание поверхностных слоев приводит к повышенному износу деталей и преждевременному выходу бытовых машин из строя. Критическое количество водорода, накопленного в поверхностных слоях деталей и вызывающее их разрушение, определяется не только «триботехническим» водородом, образованным за счет деструкции смазочной среды и внедрившимся в металл при эксплуатации, но и водородом, унаследованным металлом на этапе изготовления, т.е. «биографическим» и «технологическим». Поступление диффузионно-активного водорода в металл осуществляется через поры и микротрещины в поверхностном слое детали.
Для создания поверхностных слоев деталей с заранее заданными свойствами используют различные технологические и эксплуатационные методы. Блокирование открытых пор и устьев микротрещин возможно при использовании различных покрытий, а также технологических методов, способствующих перестройке структуры материалов.
Свойства материала детали, в том числе поверхностных слоев, начинают формироваться в процессе получения заготовки – отливки, обработки давлением, сварки и механической обработки. При выполнении указанных операций закладываются прочностные характеристики и другие показатели долговечности будущих деталей машины. Все последующие операции изготовления детали сводятся к улучшению свойств материала заготовки. Поэтому, прежде чем назначать улучшающую обработку, необходимо убедиться в правильности выбора материала, метода получения заготовки и механической обработки детали. Кроме механической обработки в настоящее время существуют технологические методы, которые позволяют изменять строение и свойства поверхностей деталей в нужном направлении или создавать слои с наперед заданиями свойствами, то есть модифицировать поверхности, нанося на них различный покрытия, подвергая термической и химико-термической обработке, ионной имплантации и другим видам обработки.
Основываясь на ряде работ [4; 10; 11], были проанализированы наиболее широко используемые современные технологии для повышения износостойкости деталей с характерными свойствами и функциональными характеристиками получаемых поверхностных слоев (табл. 1).
В РГУТиС разработаны достаточно простые и эффективные технологические процессы окончательной или финишной обработки деталей, которые позволяют значительно снизить прира- боточный износ, улучшить антифрикционные свойства деталей и предотвратить (или сократить) водородное изнашивание. В основном эти методы связаны с реализацией режима метал-лоплакирования. Работа деталей узлов трения в этом режиме сопровождается образованием на поверхности защитной металлической пленки из пластичного металла, например, меди. В зависимости от механизма металлоплакирования пленка меди образуется либо в результате избирательного растворения легирующих элементов медного сплава в переносе меди на контртело, либо вследствие выделения меди на трущихся поверхностях из металлоплакирующего смазочного материала.
Во всех случаях образованию защитной пленки предшествует изнашивание трущихся материалов. При использовании металлоплакирующих смазочных материалов в начальный период происходит значительное уменьшение пленкообразующего металла в смазочной композиции. Для увеличения срока службы металлоплакирующих смазочных материалов и создания в начальный период работы деталей условий трения, близких к режиму металлоплаки-рования, можно применять финишную антифрикционную безабразивную обработку, а также другие технологические и эксплуатационные методы. Комплекс указанных мероприятий, разработанных в РГУТиС совместно с рядом научных организаций, представлен в табл. 1.
Таблица 1 технологические методы снижения водородного изнашивания деталей бытовых машин
|
№ пп |
Вид технологической обработки |
Влияние используемой технологии |
Эффект от применения предлагаемой технологии |
Недостатки предлагаемой технологии |
Возможности использования на предприятиях |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
Низкотемпературный отпуск |
Снижение концентрации водорода в металле на 20% за счет его десорбции вследствие нагрева детали |
Увеличение срока службы деталей за счет увеличения времени, необходимого для достижения катастрофической концентрации водорода в металле |
Защитной функции от наводорожива-ния не выполняет; снижение твердости и сопротивляемости абразивному изнашиванию |
Заводы-изготовители, крупные и средние сервисные центры |
|
2 |
Термическое старение |
Снижение концентрации водорода в металле на 40% за счет его десорбции вследствие нагрева детали |
То же |
Защитной функции от наводороживания не выполняет |
Заводы-изготовители, крупные и средние сервисные центры |
|
3 |
Финишная антифрикционная безабразивная обработка (ФАБО) |
Образование защитной металлической пленки, предохраняющий основной металл от насыщения водородом |
Увеличение срока службы деталей в 2,2—2,4 раза вследствие исключения доступа водорода к поверхности, содержащей дефекты |
Увеличение концентрации водорода при обработке в 3,8 раза |
Любые предприятия. При использовании расходуемого инструмента – на дому у клиента |
|
4 |
Термическое старение + ФАБО |
Снижение концентрации водорода в металле в 2,2 раза; образование защитного металлического покрытия |
Увеличение срока службы деталей до 2,9 раза; для уплотнительных узлов – увеличение уплотняющей способности до 4,6 раза |
Необходимость использования специального оборудования для термической обработки |
Заводы-изготовители, крупные сервисные центры |
|
5 |
Упрочнение ППД в металлоплакирующих средах |
Снижение концентрации водорода при эксплуатации в 1,7 раза; образование защитного металлического покрытия; упрочнение поверхностного слоя |
Увеличение срока службы деталей до 2,4 раза; при использовании для деталей уплотнительных узлов — увеличение уплотняющей способности до 4,2 раза |
Увеличение концентрации водорода при обработке в 2,7 раза; необходимость применения специальных приспособлений |
Заводы-изготовители, крупные сервисные центры |
Окончание таблицы 1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
6 |
Использование сальниковых уплотнений с пропиткой из металлоплакирующих материалов |
Образование (поддержание в работоспособном состоянии) металлического покрытия, предохраняющего основной металл от наводорожи-вания |
Увеличение износостойкости уплотнительного узла в 1,8 раза; увеличение уплотняющей способности до 3,1 раза |
Необходимость введения металлоплакирующего материала в состав базовой пропитки |
Любые предприятия, в том числе обслуживание клиентов на дому |
|
7 |
Нанесение защитного покрытия из клеевой композиции, содержащей металлоплакирующий материал на поверхность манжетного уплотнения |
Образование (поддержание в работоспособном состоянии) металлического покрытия из металлоплакирующего материала, содержащегося в клеевой пленке |
Увеличение износостойкости уплотнительного узла до 1,6 раза; увеличение уплотняющей способности до 2,2 раза |
Необходимость изготовления и сохранения в жизнеспособном состоянии клеевой композиции, содержащей металлоплакирущий материал |
Любые предприятия, в том числе обслуживание клиентов на дому |
|
8 |
Применение композиционных полимерных материалов при ремонте и изготовлении деталей |
Образование (поддержание в работоспособном состоянии) покрытия из металлоплакирующего материала, содержащегося в композиционном материале |
Увеличение срока службы деталей до 2,9 раза; возможность восстановления рабочих поверхностей крупногабаритных деталей |
То же |
Заводы-изготовители, крупные и средние сервисные центры |
|
9 |
Легирование поверхностных слоев деталей машин лазерными технологиями с нанесением защитных покрытий |
Уменьшение количества структурных несовершенств, формирование защитного покрытия с возможностью его «подпитки» внедренными в поверхность легирующими элементами |
Увеличение износостойкости до 4,3 раз, снижение коэффициента трения в 1,3 раза. |
Необходимость использования специального оборудования |
Заводы-изготовители, крупные сервисные центры |
|
10 |
Использование металлоплакирующих консистентных смазочных материалов |
Образование (поддержание в работоспособном состоянии) металлического покрытия из металлоплакирующего смазочного консистентного материала |
Увеличение срока службы смазываемых узлов трения до 2,2 раза; снижение шума; улучшение плавности работы механизма |
Необходимость введения металлоплакирующего материала в состав базовой смазочной композиции |
Любые предприятия, в том числе обслуживание клиентов на дому |
В комплекс технологических мероприятий включены: финишная антифрикционная беза-бразивная обработка (ФАБО) рабочих поверхностей деталей, термическое старение деталей с использованием ФАБО, использование металлоплакирующих смазочных материалов, использование ППД в металлоплакирующих средах, применение металлоплакирующих материалов в качестве пропиточных для сальниковых набивок, использование композиционных полимерных материалов при изготовлении и ремонте деталей и лазерное легирование поверхностных слоев деталей машин с нанесением защитных покрытий [4].
технология фабо
Первоначально технология ФАБО использовалась для улучшения протекания процесса приработки деталей с целью снижения приработочного износа и энергетических затрат в начальный период эксплуатации машин. Сущность технологического процесса ФАБО состоит в том [4], что стальные и чугунные детали после окончательной обработки (резание, шлифование, полирование, хонингование и др.) покрывают тонким слоем (1–5 мкм) латуни, меди или бронзы. Покрытие производят путем трения латунного, медного или бронзового прутка (инструмента) о поверхность детали, смазывая при этом поверхность трения технологической жидкостью. При трении материал прутка (инструмента) переносится на стальную (или чугунную) поверхность детали.
К настоящему времени разработаны новые триботехнологии формирования противоизнос-ных, антифрикционных и коррозионностойких покрытий на трущихся поверхностях деталей машин и механизмов в металлоплакирующих средах. Суть разработанных методов заключается в образовании на трущихся поверхностях деталей композиционного металлсодержащего покрытия, обладающего минимальным сопротивлением к сдвигу и неспособного накапливать дислокаций. Формирование защитной металлической пленки в этом случае происходит в результате физикохимических процессов [4; 5; 8], протекающих между технологической средой и обрабатываемой деталью при механической активации поверхности, которая может проводиться металлическим инструментом, не содержащим в своем составе пленкообразующий металл, или неметаллическим инструментом (например, резиновым, фетровым и т.д.). В качестве рабочей среды применялся состав, содержащий следующие компоненты: хлорид меди – 2–5% мас., оксид кремния – до 4% мас., глюкоза – 1–5% мас., глицерин – остальное.
Наиболее применимым на сервисных предприятиях является способ ФАБО, заключающийся в том, что обработку ведут эластичным инструментом, изготовленным из композиционного материала, включающего соль меди (5–15% мас.), полиэтиленгликоль или поливиниловый спирт (5–15% мас.), древесную муку (40–80% мас.) и полиуретан (остальное). Процесс осуществляют при скорости относительного скольжения детали и твердого элемента 1,5–2,5 м/с и рабочем давлении 0,5–1,5 МПа.
Для улучшения процесса в зону обработки может подаваться вода или водная эмульсия. Способ имеет универсальное применение – он применим для обработки стальных деталей различного химического состава и структуры. В РГУТиС были проведены исследования для углеродистой конструкционной качественной стали 45, легированных сталей Х12М и 12ХН3А. Поскольку этот способ наиболее удобен для применения на сервисных предприятиях рассмотрим более подробно примеры его применения [4]: а) для нанесения покрытия на вал стирально-отжимной машины из стали 45 используют инструмент в форме ролика следующего состава: древесная мука – 80% мас.; поливиниловый спирт – 5% мас.; карбонат меди – 10% мас.; полиуретановая смола с отвердителем – остальное; процесс ведут при относительной скорости сколь- жения детали и ролика – 1,5 м/с и усилии прижатия 0,5 МПа в течении 60 с.; б) для нанесения покрытия на валик кофемолки, изготовленный из стали Х12М используется инструмент следующего состава: древесная мука – 40% мас.; полиэтиленгликоль – 15% мас.; однохлористая медь – 15% мас.; полиуретановая смола с отвердителем – 30% мас.; скорость обработки – 2,5 м/с, усилие прижатия – 1,5 МПа, время обработки – 90 с.; в) для нанесения покрытия на вал электронасоса подачи горячей воды, изготовленный из стали 12ХН3А используется инструмент следующего состава: древесная мука – 60% мас.; полиэтиленгликоль – 10% мас.; однохлористая медь – 10% мас.; полиуретановая смола с отвердителем – 20% мас.; скорость обработки – 2,0 м/с, усилие прижатия – 1,0 МПа, время обработки – 110 с. Во всех случаях после обработки поверхность обезжиривают бензином.
Покрытие, полученное финишной антифрикционной безабразивной обработкой, надежно предохраняет рабочие поверхности от наводоро-живания, задиров и повышенного износа в период приработки и начальный период эксплуатации, однако при необходимости защиты поверхностей от изнашивания длительное время, например, в течение всего жизненного цикла изделий необходимо предусматривать дополнительные мероприятия по повышению износостойкости деталей, в частности, применение металлоплакирующих смазочных материалов.
термическое старение деталей с использованием фабо
Автором было установлено [4; 6; 8], что с точки зрения обезводороживания поверхностных слоев металлических деталей и защиты их от проникновения диффузионно-активного водорода целесообразно применить термическое старение с одновременным нанесением защитного покрытия из технологической среды, в которой проводится процесс термической обработки.
Разработанный способ осуществляется следующим образом. Изделия нагревают в технологической среде, содержащей масло с растворенными в нем плакирующими добавками, например, присадкой МКФ-18, до температуры старения Тс = 150—180 °С. К обрабатываемой поверхности прижимают обкаточный инструмент из фетра, обеспечивая давление р = 1,0—1,1 МПа и относительное перемещение со скоростью V = 1,5 м/с. Рекомендуемое время обработки – 4 ч. Схема установки для обработки деталей приведена на рис. 1.
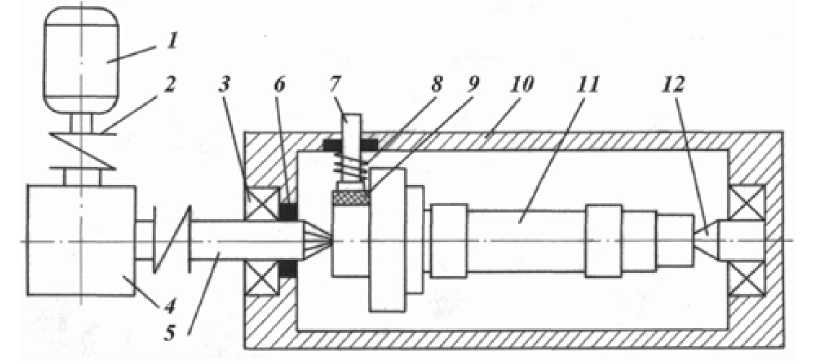
рис. 1 . Схема установки для технологической обработки вала:
-
1 – ванна металлическая; 2 – подшипники качения; 3 – центр гладкий;
-
4 – центр рифленый; 5 – обрабатываемая деталь; 6 – электродвигатель;
-
7 – редуктор; 8 – муфта; 9 – шток инструмента; 10 – фетровая накладка;
11 – пр ужина; 12 – уплотнения
В процессе старения происходят десорбция водорода из поверхностных слоев металла детали, нa рабочей поверхности которой образуется пленка из соединений плакирующего металла, обладающая положительным потенциалом, что препятствует обратной диффузии водорода в материал детали и обеспечивает улучшение эксплуатационных и механических свойств поверхности.
Как и в случае использования ФАБО для защиты поверхностей от изнашивания длительное время, например, в течение всего жизненного цикла изделий, необходимо предусматривать дополнительные мероприятия по повышению износостойкости деталей, например, использование металлоплакирующих смазочных материалов, способных служить донорами и постоянно поддерживающих защитное покрытие в работоспособном состоянии.
использование металлоплакирующих смазочных материалов
Из всех известных эксплуатационных способов повышения срока службы деталей наиболее простым и эффективным для поддержания сформированного многофункционального покрытия в работоспособном состоянии является использование металлоплакирующих смазочных материалов, которые обеспечивают образование на рабочих поверхностях деталей тончайшей (до 1 мкм) защитной металлической пленки, самовосстанав- ливающейся при фрикционном взаимодействии деталей. Для инициирования режима металлопла-кирования в индустриальные масла и пластичные смазочные материалы следует вводить концентрат медьсодержащей присадки МКФ-18 или его модификации в количестве 0,1...0,2% от массы смазочного материала. Смазочные материалы с металлоплакирующей присадкой следует использовать при тяжелых условиях работы машин, в том числе в узлах, подверженных знакопеременным циклическим нагрузкам и при ограниченной подаче смазочного материала.
Введение концентрата медьсодержащей присадки в смазочные материалы необходимо осуществлять следующим образом: для индустриальных масел добавить к смазочному материалу соответствующее количество концентрата и перемешать до полного растворения; для пластичных смазочных материалов добавить соответствующее количество концентрата и смешать до однородного состояния с помощью механических приспособлений.
Одна из последних разработок ученых РГУТиС – пластичный смазочный материал на основе смазочных материалов Солидол Ж, ЦИАТИМ-201, ЦИАТИМ-221 и Литол-24. Определение оптимальной концентрации плакирующего материала осуществлялось для различных сочетаний таких сталей как сталь 45, сталь 40Х, сталь ШХ15 в термообработанном и сыром состоянии [3; 4; 6]. Концентрация плакирующего материала, обеспечивающая минимальную интенсивность изнашивания для указанных материалов составила 0,075±0,025% мас. Нагрузка до заедания при ступенчатом нагружении повысилась в 5 и более раз. Время выхода на установившийся режим (время приработки) уменьшилось в 4—7 раз. Интенсивность изнашивания пар трения при нагрузках, составляющих 80% от нагрузки заедания, снизилась при использовании смазочных материалов с МКФ-18 в 8–10 раз. Одновременно наблюдалось некоторое снижение силы трения и температуры. Время работы пары трения без обновления смазочного материала, определяемое по нарушению установившегося режима, увеличилось в 3–4 раза.
использование ППд в металлоплакирующих средах
Для защиты валов от водородного изнашивания и повышения уплотняющей способности может быть применено поверхностное пластическое деформирование с проскальзыванием (для сдвига поверхностных слоев металла и закрытия пор с целью предотвращения обратной диффузии водорода в процессе эксплуатации) в металлоплакирующей среде. Кроме того, взаимное проскальзывание деформирующего инструмента и обрабатываемой поверхности создает условия для образования ювенильных – реакционно-способных поверхностей, на которых может быть образовано защитное металлическое покрытие из пластичного металла, содержащегося в технологической металлоплакирующей среде.
Основными факторами, определяющими эффективность предлагаемого технологического процесса и влияющими на структуру и свойства обрабатываемого материала, являются: среда, в которой проводится ППД [4], концентрация металлоплакирующего материала С в технологической среде, усилие обкатки Р, степень проскальзывания деформирующего элемента и обрабатываемого вала S, время обработки τ (количество циклов деформации N или скорость вращения инструмента V).
В качестве среды при осуществлении технологических операций, связанных с поверхностным пластическим деформированием, наиболее часто используется индустриальное масло, например, И-20, которое обеспечивает хорошее смазывание зоны обработки и может быть легко удалено после окончания операции. В качестве металлоплакирующего материала была принята хорошо зарекомендовавшая себя присадка МКФ-18, которая и была использована при разработке способа.
В результате длительных исследований и производственной апробации для углеродистых конструкционных качественных сталей (сталь 45) были получены следующие значения параметров технологического процесса: С = 0,1% мас., Р = 1500 Н, S = 20% (при технической возможности), n = 1000 мин—1; τ = 1—4 мин (в зависимости от габаритных размеров обрабатываемой детали).
Таким образом, разработан метод технологической обработки валов подшипниковых опор машин и технологического оборудования коммунального хозяйства и бытового обслуживания, позволяющий повысить твердость, улучшить макро- и микрогеометрические параметры и нанести защитное покрытие на обрабатываемую поверхность, что в свою очередь позволяет снизить протечки и повысить срок службы уплотнительных сопряжений.
использование композиционных полимерных материалов
Еще одним направлением повышения работоспособности машин и технологического оборудования является применение полимерных композиционных материалов при ремонте и изготовлении деталей узлов, работающих в условиях водородного изнашивания. При использовании таких материалов они являются поставщиками не только диффузионно-активного водорода, но и поставщиками плакирующего материала для закрытия пор (устья каналов) от поступления водорода в глубь металла и для создания покрытия на поверхности сопряженной детали. Как правило, такие материалы создаются с целым комплексом улучшенных свойств.
Опыт применения композиционных полимерных материалов в оборудовании бытового обслуживания и коммунального хозяйства [2] показал, что наиболее часто они создаются на основе ароматических полиамидов и ненасыщенных полиэфирных смол.
Ранее было показано, что в качестве антифрикционных наполнителей для полимерных композиций, работающих в паре с железоуглеродистыми сплавами, целесообразно использование мелкодисперсных порошков солей металлов, лежащих в электрохимическом ряду напряжений правее железа. При фрикционном контакте химические соединения этих элементов способны восстанавливаться до чистых металлов и образовывать защитные пленки на ювенильных поверхностях контактирующих деталей. Для значительного улучшения антифрикционных характеристик полимерных композиций требуется наполнение 37—42% мас. Разработанные в РГУТиС полимерные композиционные материалы на основе ненасыщенных полиэфирных смол (ПН-1, ПН-12) и полиамида-12 [2] с успехом используются при ремонте машин бытового назначения, а также для изготовления подшипников скольжения и щелевых уплотнительных элементов стирально-отжимных машин.
Не меньший интерес представляет способ повышения износостойкости и уплотняющей способности манжетных уплотнений, который основан на использовании тонкопленочных полимерных покрытий, содержащих металлоплакирующие соединения. Он заключается в том, что на рабочие кромки манжетного уплотнения наносят клеевую композицию, имеющую в отвержденном состоянии хорошую адгезию к материалу уплотнения (резине на основе бутадиен-нитрильных каучуков) и высокую эластичность, в состав которой входит химическое металлсодержащие соединение, способное при активации металлической поверхности трением восстанавливаться на ней до чистого металла. Рабочие поверхности стальных валов подвергают ФАБО с использованием того же металла (или его химических соединений), что входит в состав клеевой композиции.
Проверку эффективности разработанного способа провели на уплотнительном сопряжении подшипниковой опоры машины химической чистки. Клеевую композицию, в состав которой входила 12,5% мас. хлорида меди, нанесли на рабочую кромку манжетного уплотнения и выдержали его в термостате при температуре 40 °С в течение 5 часов для отверждения защитного покрытия. Подвергли ФАБО вал, изготовленный из стали 45, эластичным инструментом с использованием технологической среды, содержащей хлорид меди в течение 3 мин. Затем произвели сборку узла с установкой на машину химической чистки. Оценку герметичности сопряжения провели по утечке растворителя через два месяца после начала эксплуатации. Проведенные исследования показали снижение протечек уплотняемой жидкости в полость подшипниковой опоры в 2,4 раза.
Таблица 2
Рекомендуемые варианты комплексов технологических методов, обеспечивающих повышение срока службы узлов бытовых машин
|
Вариант комплекса мероприятий |
Основное мероприятие |
Дополнительное мероприятие |
Пример использования (узел бытовой машины) |
Эффект от применения предлагаемых технологий |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1 |
1.1 |
Финишная антифрикционная безабразивная обработка |
Использование металлоплакирующих смазочных материалов |
Подшипники качения в опорах барабанов стиральных машин |
Повышение износостойкости в 2,3—2,6 раза за счет формирования защитного покрытия и поддержания его в работоспособном состоянии при использовании смазочных, композиционных полимерных и пропиточных металлоплакирующих материалов |
|
1.2 |
Финишная антифрикционная безабразивная обработка |
Использование композиционных полимерных материалов |
Вал швейной машины – подшипник скольжения |
||
|
1.3 |
Финишная антифрикционная безабразивная обработка |
Использование металлоплакирующих материалов в качестве пропитки |
Вал насоса полдачи воды – сальниковое уплотнение |
||
|
2 |
2.1 |
Термическое старение с нанесением защитного покрытия |
Использование металлоплакирующих смазочных материалов |
Ось активатора стиральной машины – опора активатора |
Повышение износостойкости в 2,4—2,9 раза за счет снижения уровня водорода в поверхностных слоях деталей, формирования защитного металлического покрытия на этапе термообработки и поддержания его в работоспособном состоянии за счет донорской функции металлоплакирующих материалов |
|
2.2 |
Термическое старение с нанесением защитного покрытия |
Использование композиционных полимерных материалов |
Вал стиральноотжимной машины – щелевое уплотнение |
||
|
2.3 |
Термическое старение с нанесением защитного покрытия |
Использование металлоплакирующих материалов в качестве пропитки |
Вал насоса полдачи воды – сальниковое уплотнение |
||
Окончание таблицы 2
|
1 |
2 |
3 |
4 |
5 |
6 |
|
3 |
3.1 |
ППД в металлоплакирующих средах |
Использование металлоплакирующих смазочных материалов |
Вал стиральноотжимной машины – манжетное уплотнение; зубчатые передачи гладильных машин (катков и прессов) |
Повышение работоспособности рабочих поверхностей в 2,7—3,1 раза за счет повышения твердости, улучшения микрорельефа, формирования и подпитки защитного покрытия металлоплакирующими смазочными и пропиточными материалами |
|
3.2 |
ППД в металлоплакирующих средах |
Использование металлоплакирующих материалов в качестве пропитки |
Вал насоса полдачи воды – сальниковое уплотнение |
||
|
4 |
4.1 |
Нанесение защитного покрытия из клеевой композиции |
Поверхностное пластическое деформирование в металлоплакирующих средах |
Манжетное уплотнение – вал стиральной машины |
Повышение работоспособности, в том числе уплотняющей способности в 1,6—2,2 раза за счет формирования защитного покрытия, предохраняющего материал манжеты от деструкции и служащего донором для поставки материала для формирования (поддержания) покрытия на металлической поверхности |
|
4.2 |
Нанесение защитного покрытия из клеевой композиции |
Термическое старение с нанесением защитного покрытия |
Манжетное уплотнение – вал машины химической чистки |
||
|
5 |
5.1 |
Применение композиционных полимерных материалов |
Поверхностное пластическое деформирование в металлоплакирующей среде |
Подшипник скольжения – вал швейной машины (пылесоса, кофемолки), восстановленные до номинальных размеров поверхности отверстий |
Повышение работоспособности в 2,3—2,9 раза за счет уменьшения деструкции полимерного материала и поддержания в работоспособном состоянии сформированного покрытия |
|
5.2 |
Применение композиционных полимерных материалов |
Использование металлоплакирующих смазочных материалов |
|||
|
6 |
6.1 |
Лазерное легирование поверхностных слоев деталей с нанесением защитных покрытий |
Использование металлоплакирующих материалов в качестве пропитки |
Вал насоса полдачи воды – сальниковое уплотнение |
Повышение износостойкости до 4,3 раза, уменьшение энергетических потерь за счет снижения коэффициента трения в 1,3 раза; снижение диффузии водорода в сталь за счет упорядочения структуры и формирования защитного покрытия |
|
6.2 |
Лазерное легирование поверхностных слоев деталей с нанесением защитных покрытий |
Использование металлоплакирующих смазочных материалов |
Зубчатые колеса бытовых машин |
||
|
7 |
7.1 |
Нанесение твердых графитовых покрытий лазерными технологиями |
Использование металлоплакирующих смазочных материалов |
Вал машины химической чистки – щелевое уплотнение |
Увеличение износостойкости до 3,9 раз, снижение коэффициента трения в 2,5 раза за счет снижения уровня водорода в поверхностных слоях при перестройке структуры формирования многофункционального покрытия |
|
7.2 |
Нанесение твердых графитовых покрытий лазерными технологиям |
Использование композиционных полимерных материалов |
Применение металлоплакирующих материалов в качестве пропиточных для сальниковых набивок
Решить задачу снижения водородного изнашивания и повышения срока службы уплотнительных элементов в виде сальниковых набивок можно, реализуя механизм защиты поверхности вала посредством образования в зоне контакта металлоплакирующей пленки [1; 9]. Доставить металлоплакирующие соединения в зону контакта может пропиточный материал сальниковых набивок, в качестве которого используются мине- ральные масла, в частности, индустриальное масло И-20 с добавками присадки МКФ-18. Необходимыми исследованиями, сопровождавшими данное технологическое решение, были эксперименты по определению концентрации присадки, позволяющей реализовать режим металлоплаки-рования, и эксперименты по влиянию присадки, как химически активного вещества, на основные характеристики набивочных шнуров марок ХБС, ХБП и ЛП, используемых в насосах коммунального хозяйства.
Исследования проводились для указанных выше марок шнуров и образца из серого чугуна перлитного чугуна СЧ25 с шероховатостью Ra = 0,16 мкм. Оптимальная концентрация присадочного материала – 0,15 % мас., определена исходя из минимального износа пары ХБП – СЧ25, максимальной разрывной нагрузки и относительного разрывного удлинения, минимального водопоглощения и усадки. Допускаемое изменение характеристик сальниковой набивки (шнуров) – 10%. У всех шнуров наблюдается некоторое снижение прочностных свойств (до 2%), относительного разрывного удлинения (до 8,3 %), усадки – по массе (до 0,18 %) и по длине (до 3,7 %). Результаты испытаний показали, что все исследованные шнуры для сальниковой набивки пригодны для использования с пропиткой из металлоплакирующего материала, так как теряют не более 10% показателей основных эксплуатационных характеристик [1].
лазерное легирование поверхностных слоев деталей машин
Самостоятельным направлением исследования и разработки способов повышения срока службы деталей бытовых машин является формирование многофункциональных покрытий лазерными технологиями с одновременным легированием поверхностных слоев деталей элементами, блокирующими действие водорода (хром, титан, ванадий, молибден); устраняющими микрополости в материале, а также примеси и дефекты, которые могут способствовать их образованию и улучшающими физико-механические и эксплуатационные свойства деталей машин.
Металлическое покрытие, нанесенное на подложку (основной металл), легированную при помощи лазерных технологий, может служить в качестве твердосмазочного покрытия, снижающего трение и одновременно, в силу упорядочения структуры, барьером для диффузионноактивного водорода. Исследования проводились для легированных сталей (системы Sn-сталь 20Х13). Полученные результаты подтвердили широкие возможности методики наносекунд-ного лазерного легирования по формированию новых метастабильных поверхностных структур. Триботехнические исследования, проведенные для исходной и модифицированной стали показали снижение коэффициента трения в 1,3— 6 раз, а коэффициента износостойкости в 4,3— 9,2 раза (в зависимости от контактной нагрузки). Внедрение олова в железо и образование нано-размерных включений олова может быть использовано для создания нового класса покрытий, обладающих твердосмазочными свойствами. При трибовоздействии на поверхностный сплав Sn-сталь 20Х13 метастабильные включения олова способны играть роль скрытых источников «твердой смазки». Размеры таких включений малы, поэтому выход олова на поверхность не должен вызывать образование трещин в приповерхностных слоях твердого хрома [4].
На основании проведенных исследований для повышения срока службы деталей бытовых машин за счет снижения наводороживания поверхностных слоев на этапе изготовления и эксплуатации предлагается комплекс технологических методов (табл. 2), которые могут быть использованы совместно или по отдельности в зависимости от задач и возможностей конкретного сервисного предприятия или завода-изготовителя бытовой техники. В процессе сервисного обслуживания бытовой техники и технологического оборудования коммунального хозяйства, включая ремонты (текущие, средние, капитальные) целесообразно применять финишные методы обработки поверхностей в условиях металлопла-кирования, разработанные в РГУТиС, для создания предварительного защитного покрытия на контактирующих поверхностях. Такое покрытие предохранит основной металл от разрушения в начальный период работы узла, когда металлоплакирующий смазочный материал еще не способен участвовать в формировании защитного слоя. В подшипниковых опорах внутреннего барабана стирально-отжимных машин и подшипниковых узлах насосов, перекачивающих жидкости, целесообразно также использовать сальниковые набивки, пропитанные металлоплакирующими материалами. Могут быть использованы и другие сочетания разработанных технологических и эксплуатационных методов повышения износостойкости деталей оборудования предприятий сервиса и бытовых машин.
Результаты исследований, полученные автором совместно с коллективом ученых РГУСТиС, переданы для использования Московскому комитету по науке и технологиям Правительства Москвы. Применение разработанного комплекса технологических методов позволяет повысить износостойкость деталей и, как следствие, долговечность машин, сокращает потребность в материалах и запасных частях, а также снизить расходы на этапе эксплуатации.
Список литературы Комплекс технологических методов снижения водородного изнашивания узлов трения машин бытового назначения
- Пашковский И.Э., Соколова Е.И., Розаренова Т.В. Изучение основных свойств сальниковых набивок, применяемых в гидравлических насосах.//Теоретические и прикладные проблемы сервиса. 2002. № 4 (5). С. 7-12.
- Пашковский И.Э., Пашковская Т.И. Теоретические и прикладные основы разработки металлоплакирующих композиционных материалов: Монография. М.: ГОУВПО «МГУС», 2003.
- Пашковский И.Э., Жаров В.Г., Шестопалов Т.А. Оптимизация состава металлоплакирующей смазки для подшипниковых опор.//Механизация и электрификация сельского хозяйства. 2004. № 2. С. 30-32.
- Пашковский И.Э. Технологические методы защиты деталей бытовых машин и оборудования сервиса от водородного изнашивания: Монография. М.: ГОУВПО «МГУС», 2004.
- Пашковский И.Э., Горлов Е.С., Светлаков В.М. Влияние наводороживания поверхностных слоев и технологической наследственности на эксплуатационные свойства деталей бытовых машин//Теоретические и прикладные проблемы сервиса. 2005. № 1-2 (13-14). С. 50-57.
- Пашковский И.Э., Горлов Е.С. Параметры перераспределения водорода как критерии оптимизации состава металлоплакирующих материалов для узлов трения бытовых машин//Теоретические и прикладные проблемы сервиса. 2005. № 1-2 (13-14). С. 109-111.
- Пашковский И.Э. Снижение наводороживания поверхностных слоев деталей при их изготовлении//Механизация и электрификация сельского хозяйства. 2005. № 1. С. 27-28.
- Пашковский И.Э., Пашковская Т.И., Горлов Е.С. Проектирование оптимальных технологий повышения работоспособности бытовых машин и оборудования предприятий сервиса//Прогрессивные технологии и научные исследования в области сервиса и дизайна: Межвузовский сборник научных трудов. М.: ГОУВПО «МГУС», 2006. С. 42-47.
- Пашковский И.Э., Соколова Е.И., Розаренова Т.В.Технологические методы повышения надежности узлов трения машин и оборудования бытового обслуживания и коммунального хозяйства//Вестник МГУС. 2007. № 3 (3). С. 17-22.
- Рыжов Э.В. Технологические методы повышения износостойкости деталей машин. Киев: Наукова думка, 1984. 271 с.
- Рыжов Э.В., Суслов А.Г., Федоров В.П. Технологическое обеспечение эксплуатационных свойств деталей машин. М.: Машиностроение, 1979.
