Конвейеры промышленного производства

Автор: Федоров В.Е., Глушков Г.Е.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 1 (43), 2019 года.
Бесплатный доступ
В статье рассмотрены конвейеры промышленного производства и основной классификационный признак конвейеров.
Промышленные конвейеры, грузонесущий орган, транспортеры
Короткий адрес: https://sciup.org/140273933
IDR: 140273933
Conveyors of industrial production
The article discusses industrial production conveyors and the main classification feature of conveyors.
Текст научной статьи Конвейеры промышленного производства
Наиболее распространенными транспортными системами являются конвейеры, что вызвано простотой их исполнения и управления.
Основной классификационный признак конвейеров - тип тягового и грузонесущего органа. Различают конвейеры с ленточным, цепным, канатным тяговыми органами и конвейеры без тягового органа (гравитационные, инерционные, винтовые). Конвейеры с тяговым органом могут быть по виду грузонесущего органа ленточными, пластинчатыми, люлечными, скребковыми, ковшовыми и пр. Для таких конвейеров характерно общее с рабочим органом движение груза на рабочих участках. Тяговое усилие передается либо грузонесущим элементом, либо элементом, проталкивающим или тянущим груз по неподвижному желобу, трубе, настилу и т.п. Для конвейеров без тягового органа характерно раздельное движение груза и рабочих органов, совершающих круговое вращательное (роликовые, винтовые конвейеры) или возвратно-поступательное рабочее движение (например, инерционные конвейеры). Конвейеры могут иметь машинный привод (наиболее часто электрический, реже пневматический), или груз может перемещаться под действием силы тяжести (гравитационные конвейеры).
В зависимости от условий используют напольные и подвесные конвейеры. Напольные конвейеры могут быть стационарными, передвижными или переносными. На конвейерах груз можно перемещать: в горизонтальной или близкой к ней наклонной плоскости (ленточные, пластинчатые, тележечные, скребковые, роликовые, винтовые, вибрационные, качающиеся конвейеры); вертикальной или близкой к ней наклонной плоскости (скребковые, ковшовые, винтовые, вибрационные конвейеры); любой плоскости. В последнем случае конвейеры состоят из чередующихся горизонтальных, вертикальных или наклонных участков (подвесные, ковшовые, скребковые, люлечные и др.). Кроме того, конвейеры могут различаться в зависимости от рода перемещаемых грузов - насыпных или штучных. Конструкция некоторых конвейеров позволяет транспортировать как насыпные, так и штучные грузы. Особые группы конвейеров составляют элеваторы, вертикальные конвейеры с подвесными ковшами, люльками или полками, эскалаторы, специальные пластинчатые и ленточные конвейеры для перемещения людей, шагающие конвейеры, триммеры, стакеры для штабелирования брёвен, а также комбинированные (например, роликоленточные конвейеры типа «Рапистан», обеспечивающие удержание штучных грузов на спусках с заданными интервалами) и т.д.
Все существующие виды конвейеров можно поделить на две большие группы: конвейеры для непрерывного и дискретного транспортирования. В данной статье рассмотрим подробнее конвейеры непрерывного принципа действия.
В машиностроении для межоперационного и межцехового транспортирования, как правило, применяют конвейеры непрерывного принципа действия, которые в зависимости от передаваемых предметов обработки и выполняемых функций могут иметь всевозможные компоновочные решения.
Ленточные конвейеры. Широко применяются при транспортировке сыпучих измельченных материалов и небольших по массе штучных изделий. В зависимости от вида груза ленточные конвейеры бывают двух типов: с плоской рабочей поверхностью и с желобчатой. Последний тип применяют для транспортировки сыпучих материалов.
Рис. 1.
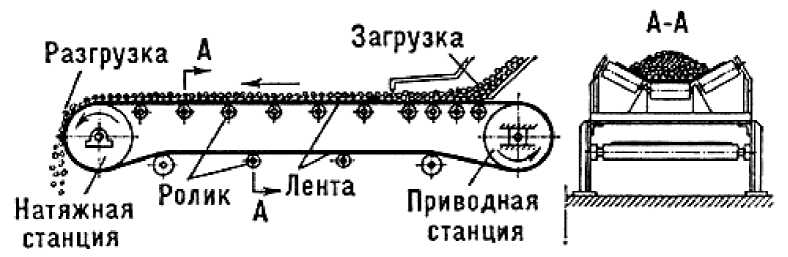
Ленточный конвейер
Тяговый и грузонесущий орган у ленточного конвейера (рис. 1) - лента и ролики . Натяжение ленты обеспечивает натяжная станция. Приводная станция состоит из электродвигателя, редуктора, барабана и муфты. Шаг верхних роликов примерно в 2…2,5 раза меньше, чем шаг нижних. Допустимый угол наклона ленточных конвейеров - 22°. Скорость движения ленты для транспортировки мелкоразмерных грузов - 0,8^1,25 м/с; максимальная скорость транспортировки грузов на ленточных конвейерах -до 4 м/с.
Пластинчатые конвейеры. Предназначены для перемещения в горизонтальной плоскости или с небольшим наклоном (до 35°) тяжёлых (500 кг и более) штучных грузов, крупнокусковых (в том числе острокромчатых) материалов, а также грузов, нагретых до высокой температуры. Пластинчатые конвейеры, стационарные или передвижные, имеют те же основные узлы, что и ленточные (рис. 2): грузонесущий орган -металлический, реже деревянный; пластмассовый настил-полотно, состоящий из отдельных пластин, прикрепленных к двум тяговым цепям (втулочно-роликовым). Настил может быть плоским, волнистым или коробчатого сечения, без бортов или с бортами. Тяговые цепи огибают приводные и натяжные звездочки, установленные на концах рамы. Различают пластинчатые конвейеры общего назначения (основной тип) и специальные конвейеры. К последним относятся конвейеры с пространственной трассой, разливочные машины для металла, пассажирские эскалаторы и др. Скорость движения груза небольшая - 0,3...1,0 м/с . Для увеличения производительности конвейеры с плоским настилом дополняют неподвижными бортами. Типовые пластинчатые конвейеры имеют производительность до 2000 т/ч .
Загрузка
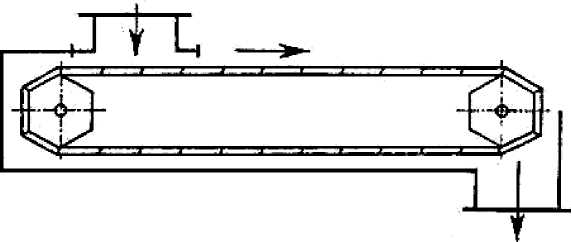
Разгрузка
Рис. 2. Пластинчатый конвейер
Скребковые конвейеры. При транспортировке на скребковом конвейере груз загружают через окно 2 и перемещают по желобу или трубе скребками (рис. 3). Работу совершает нижняя часть конвейера. Скребки 4 закреплены жестко на тяговой цепи 3 и перемещают груз в желобе 5. Тяговая цепь со скребками проходит через приводную (6) и натяжную (1) звездочки.
Сечение скребков может быть прямоугольным, полукруглым, трапециевидным. Скребки бывают штампованными из листовой стали или литыми, а желоба изготовляют металлическими, реже деревянными. Скребковые конвейеры по сравнению с пластинчатыми имеют меньшую массу, могут загружаться и разгружаться в любой точке по всей длине желоба. Применение скребковых конвейеров ограничено из -за измельчения грузов и быстрого износа желоба, особенно при перемещении абразивных материалов. Кроме того, для скребковых конвейеров характерен большой расход энергии, затрачиваемой на преодоление вредных сопротивлений.
Скорость рабочего органа скребковых конвейеров - 0,16…0,5 и реже 1,0 м/с, производительность - 50…350 т/ч . Скребковые конвейеры обычно применяются для перемещения груза на расстояния до 100 м .
23 4 5 6
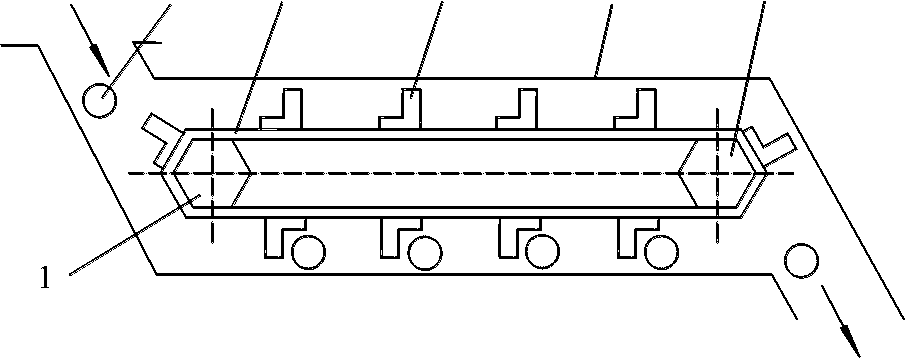
Рис. 3. Скребковый конвейер
Разновидностью скребковых конвейеров являются конвейеры с погруженными скребками, у которых скребки перекрывают лишь часть сечения желоба, а груз заполняет всю рабочую ветвь желоба или большую ее часть. Такие конвейеры могут иметь сложную трассу и используются для перемещения грузов (обычно мелкосыпучих) в горизонтальном, вертикальном и наклонном направлениях со скоростью 0,1…0,25 м/с . Особую группу скребковых конвейеров составляют трубчатые конвейеры, тяговая цепь и скребки которых размещены внутри трубы, причём скребки заполняют все ее сечение. Такие конвейеры также могут иметь пространственную трассу.
Конвейеры с несущими и ведущими цепями. Данные конвейеры в отличие от других типов конвейеров не имеют грузонесущего органа и применяются главным образом в поточных линиях при конвейерной сборке. На конвейерах с несущими цепями грузы устанавливаются непосредственно на тяговые цепи, скользящие в неподвижных направляющих. На конвейерах с ведущими цепями грузы передвигаются по неподвижным опорным путям, непосредственно по полу цеха или имеют собственный колесный или гусеничный ход. В массовом и серийном производстве на сборочных работах применяют так называемые тележечные конвейеры. Они представляют собой тележки, соединенные тяговой цепью и движущиеся по замкнутой трассе. На тележках выполняют основные процессы литейного производства (формовку, заливку, охлаждение) или сборку машин и узлов.
Подвесные конвейеры с цепным тяговым органом служат для непрерывного (реже периодического) перемещения штучных грузов. Трасса таких конвейеров, обычно пространственная замкнутая, имеет сложный контур. Подвесные конвейеры делят на 3 группы: грузонесущие (каретки для груза постоянно соединены с тяговым органом); тянущие (каретки также постоянно соединены с тяговым органом и имеют крюки для присоединения тележек, перемещающихся по полу цеха или склада); толкающие (каретки не связаны постоянно с тяговым органом и передвигаются по подвесным путям). Применение подвесных конвейеров позволяет решить проблемы комплексной механизации и автоматизации погрузочно-разгрузочных и складских работ на стыке внутрицехового, внутризаводского и магистрального транспорта. Значительная роль им отводится и в создании полностью автоматизированных складов.
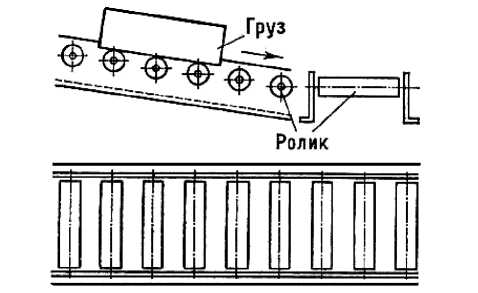
Роликовые конвейеры. Роликовые конвейеры относят к гравитационным. Эти конвейеры без тягового органа служат для перемещения только штучных грузов с плоской, ребристой или цилиндрической поверхностью. Мелкие грузы перемещаются на роликовом конвейере в таре. Конвейер состоит (рис. 4) из рамы, в подшипниках вращаются ролики. Расстояние между роликами должно быть не более половины длины груза. Рама конвейера установлена с уклоном 2…5°. Под действием силы тяжести перемещаемого груза ролики свободно вращаются.
Бывают и приводные роликовые конвейеры. Привод выполнен с таким расчетом, чтобы скорость всех роликов секции (длина секции - 2^3 м) была одинаковой. Секции роликового конвейера можно устанавливать под углом к горизонтальной поверхности, создавая различную конфигурацию трассы.
Винтовые конвейеры. Применяют для перемещения пылевидных или мелкокусковых грузов, а также измельченной стружки в горизонтальной или наклонной (до 20°) плоскости; быстровращающиеся винтовые конвейеры -для перемещения грузов в вертикальной плоскости.
Состоит винтовой конвейер (рис 5) из винта 5, привода 2, желоба 3, загрузочных (6) и разгрузочных (1) лотков . Лопасти 4 винта выполняют сплошными, ленточными и в виде отдельных лопаток. При вращении винта лопасти проталкивают груз вдоль желоба. Основные недостатки такого вида конвейерного транспорта - быстрая изнашиваемость лопастей
Рис. 4. Роликовый конвейер винта и повышенный расход энергии.
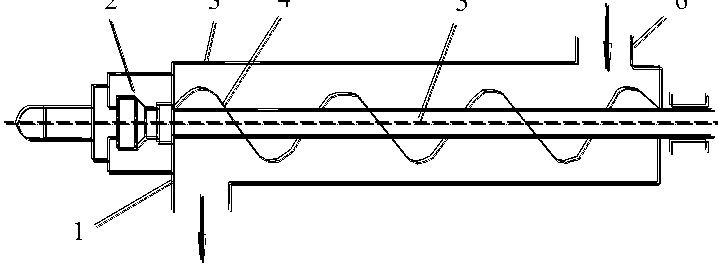
Рис. 5. Винтовой конвейер
Винтовые конвейеры применяются в случаях, когда допускается некоторое истирание изделий. Они бывают двух- и одновинтовыми.
Двухвинтовые транспортеры применяют для перемещения шаровых, стержневых (включая иглы) и редко призматических изделий (за исключением штучных грузов в упаковке), а одновинтовые - для изделий, допускающих подвешивание (скоб, колец и др.).
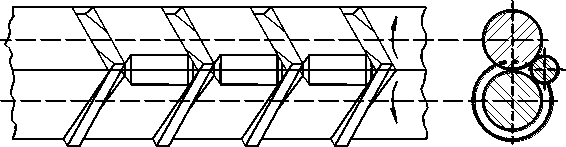
На рис. 6, а показан двухвинтовой транспортер загрузочного приспособления для подачи цилиндрических изделий с заостренными торцами вдоль оси.
a
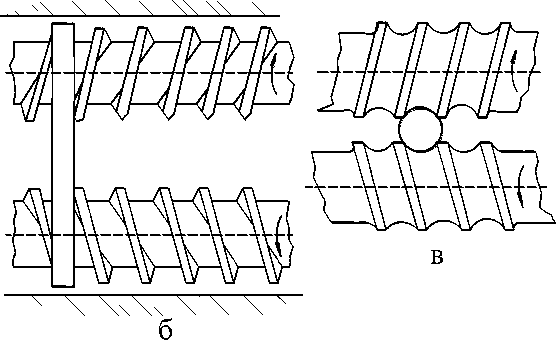
Рис. 6. Винтовой конвейер с двумя винтами
Как видно из рисунка, выступы нарезки одного винта свободно входят в пазы другого. Изделия укладываются между витками и при вращении винтов перемещаются вдоль оси последних.
Если транспортер применяется в загрузочном приспособлении, то он снабжается на выходе третьим винтом, который служит для сбрасывания лишних и неправильно ориентированных изделий.
На рис. 6, б показан транспортер для перемещения стержневых изделий поперек оси. Такие транспортеры имеют широкое распространение, например в производстве игл.
Левый и правый винты транспортера вращаются в разные стороны. Транспортер снабжен боковыми направляющими стенками. Диаметры винтов и шаг их выбираются в зависимости от размеров изделий и необходимой скорости перемещения.
На рис. 6, в показан транспортер для перемещения шаровых изделий. Эти транспортеры часто применяют для сортировки шариков. На них можно перемещать изделия с буртом и конические изделия.
Все эти транспортеры делаются из секций винтов, нарезанных на валиках. Резьба их обязательно калится и полируется. Профиль резьбы и основные параметры зависят от конфигурации и размеров изделий.
Список литературы Конвейеры промышленного производства
- Анхимюк, В.Л. Теория автоматического управления: учеб. пособие для ВУЗов / В.Л. Анхимюк, О.Ф. Опейко, Н.Н. Михеев. - 2-е изд., испр. - Минск: Дизайн про, 2002. - 351 с.
- Брюханов, В.Н. Теория автоматического управления: учеб. для ВУЗов / В.Н. Брюханов, М.Г. Косов, С.П. Протопопов и др.; под ред. Ю.М. Соломенцева. - 3-е изд. - М.: Высш. шк., 2000. - 265 с.
- Востриков, А.С. Теория автоматического регулирования: учеб. пособие для вузов / А.С. Востриков, Г.А. Французова. - М.: Высш. шк., 2004. - 365 с.
- Душин, С.Е. Теория автоматического управления: учеб. для ВУЗов / С.Е. Душин, Н.С. Зотов, Д.Х. Имаев, Н.Н. Кузьмин; под ред. В.Б. Яковлева. - М.: Высш. шк., 2003. - 566 с.
- Ерофеев, А.А. Теория автоматического управления: учеб. для ВУЗов. - 2-е изд., перераб. и доп. - СПБ.: Политехника, 2003. - 301 с.
- Клюев, А.С. Автоматическое управление линейными системами / А.С. Клюев, Е.А. Кочетков, А.Е. Кочетков; под общ. ред. А.С. Клюева. - М.: Фирма «Испо-сервис», 2003. - 196 с.
