Лазерный синтез керамополимерных материалов на основе модифицированного поливинилиденфторида

Автор: Захарова Д.О., Журавлева И.И., Тарасова Е.Ю., Кузнецов С.И.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Физика и электроника
Статья в выпуске: 4-2 т.13, 2011 года.
Бесплатный доступ
Исследованы процессы формирования керамополимерных композитов на основе модифицированного поливинилиденфторида (ПВДФ 2М) в качестве связующего и ЦТС керамики в качестве наполнителя при обработке порошковых композиций излучением CO2 лазером. Определены технологические режимы лазерного синтеза керамопластов, изучены процессы лазерной деструкции полимера ПВДФ 2М.
Композит, лазерный синтез, поливинилиденфторид, деструкция
Короткий адрес: https://sciup.org/148200173
IDR: 148200173 | УДК: 004.94
Laser sintering of ceramic!Polymer composite based on modified polyvinylidene fluoride
The formation of ceramic - polymer composite based on polyvinylidene fluoride and PZT ceramic, processed by CO2 laser radiation, was investigated. The technological features of laser sintering of composite were founded. Processes of laser destruction of the polyvinylidene fluoride were studied.
Текст научной статьи Лазерный синтез керамополимерных материалов на основе модифицированного поливинилиденфторида
Пьезокомпозиты используются в тех случаях, когда традиционные пьезоэлектрики не обеспечивают необходимых эксплуатационных характеристик акустоэлектронных устройств.
Преимущество композиционных материалов заключается в возможности оптимизации механических и электрофизических свойств выбором исходных компонентов и расположением фаз [1].
Перспективными материалами для акустоэлектроники являются керамополимерные композиты (КПК), имеющие существенно меньшую, чем у пьезокерамики, плотность и высокие пьезоэлектрические характеристики за счет синергетических эффектов взаимодействия пьезокерамики и пьезополимера [2]. Однако традиционными методами – экструзией или горячим прессованием – изготовить композит требуемой структуры не всегда возможно. В качестве альтернативы традиционным методам предлагается метод селективного лазерного спекания [3].
Цель настоящей работы – изучение возможности синтеза КПК на основе пьезополимера ПВДФ-2М излучением CO2-лазера и исследование влияния лазерного нагрева на структуру и процессы деструкции полимера.
Захарова Дарья Олеговна, студентка.
-
2. МАТЕРИАЛЫ И МЕТОДИКА ЭКСПЕРИМЕНТА
-
3. РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Исходным материалом для синтеза КПК служили смеси порошков фторсодержащего полимера ПВДФ-2М и керамики марки ЦТС-19М в соотношении 1:1 по массе.
Перед лазерным спеканием керамополимер-ную порошковую смесь прессовали на ручном гидравлическом прессе при давлении 50 кгс/см2 в пластинки размером 30 х 60 х 0,4 мм.
Лазерная обработка проводилась на лазернотехнологическом комплексе LSL, включающем СО 2 -лазер (длина волны X = 10,6 мкм) и систему сканирования лазерного пучка, управляемую от компьютера. Для определения технологических режимов спекания варьировали мощность лазерного излучения (ЛИ) в диапазоне 8 – 21 Вт, скорость сканирования – от 3,3 до 133,3 мм/с при постоянном диаметре пятна ЛИ для каждого значения мощности. Для описания технологического процесса лазерной обработки материалов использовали составные характеристики – плотность мощности ЛИ ( q , Вт/мм2) и время воздействия ЛИ ( т , сек).
Измерялись плотность и пористость композита – характеристики, от которых зависит акустическое согласование пьезоэлемента со средой. Влияние ЛИ на структурообразование и деструкцию полимера определяли по параметрам сетки сшитого полимера и характеристической вязкости раствора ПВДФ.
Первичный анализ показал, что при обработке ЛИ образцы практически не подвергались
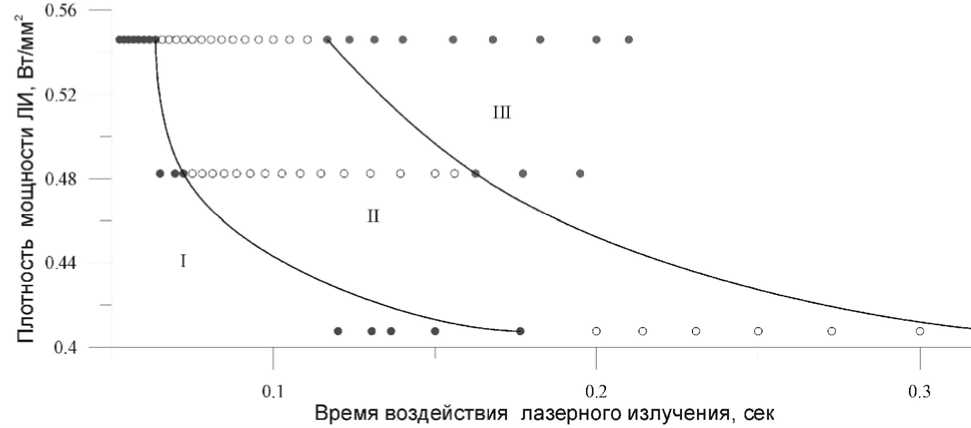
Рис. 1. Область технологических режимов спекания КПК на СО2-лазере:
I – область, где образцы не спекаются; II – область спекания; III – область деструкции полимера
контракции; были достаточно гибкими, поверхность – гладкой и однородной по цвету. Остатки не спеченного материала легко удалялись с поверхности. При высоких значениях мощности образцы подвергались деструкции, при низких – практически не спекались. «Коридор» возможного спекания образцов показан на рис. 1.
В области III на всех спеченных образцах появлялись дорожки со следами обугливания полимера. В области I спеченный материал не удавалось отделить от не спеченного слоя. В области II деструкция визуально не наблюдалась; образцы сохраняли свой цвет, были достаточно прочные и гибкие. Поскольку область II просматривается достаточно четко, были определены координаты возможного «коридора» спекания: 0,55 < q < 0,41 при 0,06 < τ < 0,11 сек.
Для дальнейшего изучения влияния ЛИ на структуру полимера для каждого значения мощности ЛИ в области II были выбраны пять значений скорости сканирования.
Важнейшим показателем качества спекания является плотность композиционного материала. Лучшими принято считать те условия обработки, при которых наблюдается наибольшее увеличение плотности, хотя в конкретных акустических приложениях может требоваться и определенное (не обязательно максимально возможное) значение плотности.
Как показали результаты исследований (рис. 2а), зависимость плотности от времени воздействия ЛИ неоднозначна. Видно, что наибольшая плотность наблюдаются при мощности 16 Вт ( q = 48 Вт/мм2, τ = 0,16 сек); при 8 Вт и 21 Вт
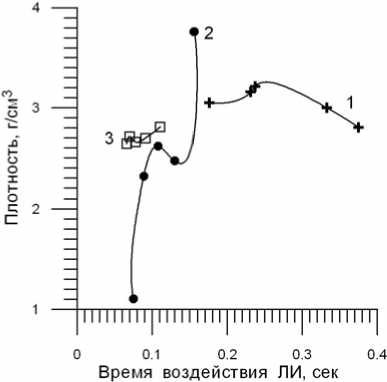
а)
б)
Рис. 2. Изменение плотности (а) и пористости (б) образцов в зависимости от времени воздействия ЛИ при мощностях 8 Вт (1), 16 Вт (2), 21 Вт (3)
плотность спеченных образцов несколько ниже и сравнима между собой (в пределах ошибки).
Сопоставляя изменение пористости образцов при различных режимах обработки (рис. 2б) с изменением плотности этих же образцов, можно видеть, что в целом между ними наблюдается корреляция. Так, наименьшая пористость наблюдается при Р = 8 Вт и соответствует сравнительно высокой плотности образцов. Однако изменение этих характеристик не всегда происходит согласованно: наибольшая пористость, как и самая высокая плотность, достигается при обработке ЛИ мощностью 16 Вт и 21 Вт. Возможно, при данных значениях мощности с увеличением плотности теплового потока возрастает вероятность побочных процессов.
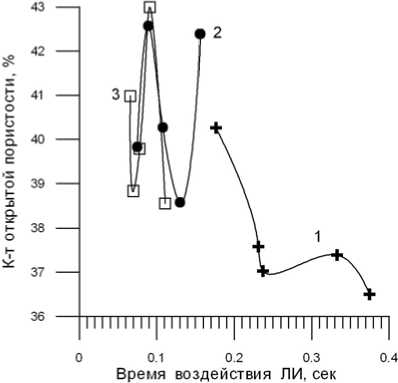
Известно, что при термической деструкции фторсодержащих полимеров могут происходить процессы внутримолекулярного дегидрофторирования, приводящие к образованию в полимерной цепи сопряженных двойных связей [4]. В дальнейшем это вызывает структурирование с образованием трехмерных неплавких и нерастворимых соединений. Для оценки степени структурирования полимерного материала были определены структурные параметры сетки и содержание остаточного («живого») полимера в спеченных образцах методом экстракции на аппаратах Сокслета. Степень структурирования оценивали по величине гель-фракции (рис. 3).
Установлено, что при Р = 8 Вт максимум содержания гель-фракции достигается в течение 9,7 . 10-2 с, при 16 Вт – через 5,5 . 10-2 с, а при 21 Вт – через 3,3 . 10-2 с. Следовательно, скорость структурирования с увеличением мощности ЛИ возрастает, как и максимальное содержание гель-фракции, которое смещается в область меньшей продолжительности процесса, отличаясь в каждом случае на 3 – 5 %.
Дальнейшее увеличение времени воздействия при 8 Вт и 16 Вт приводит к резкому сни- жению содержания гель-фракции. По-видимому, на процессы структурирования начинают накладываться процессы деструкции, что подтверждается данными вискозиметрии (рис. 4). Режимы обработки мощностью 21 Вт при τ> 0,11 находятся в области III «коридора» спекания, где процессы фотохимической и термоокислительной деструкции являются преобладающими. Поэтому данная область не представляет практического интереса.
О процессах деструкции, протекающих в полимерном материале при лазерном воздействии, свидетельствуют результаты измерения средневязкостной молекулярной массы остаточного полимера [5]. Вискозиметрические исследования проводили при температуре 25 ± 0,1 °С. В качестве растворителя был выбран ДМФА, обладающий наилучшей растворяющей способностью по отношению к ПВДФ-2М.
Как видно из рис. 4, при Р = 8 Вт диапазон изменений молекулярной массы в 4 раза меньше, чем при Р = 16 Вт. Минимальная молекулярная масса (и максимальная термоокислительная деструкция) соответствует Р = 16 Вт при τ = 0,075 сек. Поскольку степень структурирования при данном режиме также достаточно высока, он очевидно не подходит для синтеза КПК. При Р = 21 Вт достигается самое высокое значение характеристической вязкости при наименьшем времени воздействия ( τ = 0,066 сек), когда вероятность всех побочных процессов минимальна. Однако этот режим также нельзя считать благоприятным, так как пористость и степень сшитости спеченных образцов в этом случае наибольшие.
-
4. ЗАКЛЮЧЕНИЕ
Показана возможность получения керамо-полимерных композитов на основе ПВДФ-2М
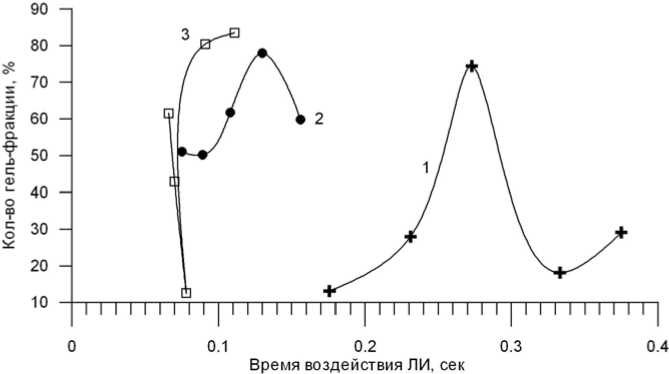
Рис. 3. Изменение гель-фракции образцов в зависимости от времени воздействия ЛИ при мощностях 8 Вт (1), 16 Вт (2), 21 Вт (3)
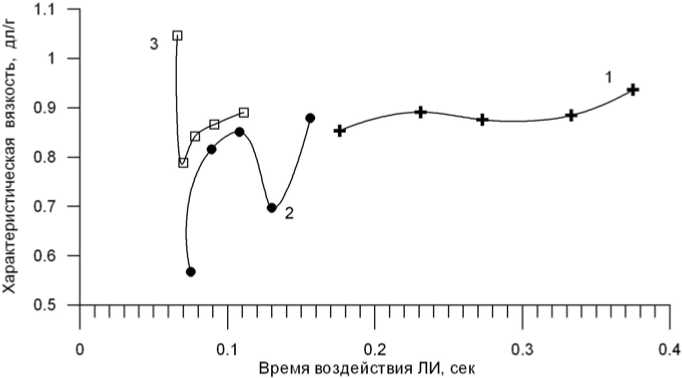
Рис. 4. Изменение характеристической вязкости образцов в зависимости от времени воздействия ЛИ при мощности 8 Вт (1), 16 Вт (2), 21 Вт (3)
методом лазерной обработки спрессованной порошковой композиции, определен «коридор» технологических режимов, при которых спекание не сопровождается явной деструкцией полимера.
Определены зависимости плотности и пористости спеченных композитов от режима лазерного воздействия.
Исследованы процессы структурирования и термоокислительной деструкции полимера под действием лазерного излучения. Установлено, что скорость структурирования возрастает с увеличением мощности ЛИ. Наиболее стабильно процессы спекания протекают при мощности ЛИ Р = 8 Вт.
Таким образом, в использованном диапазоне режимов мощность ЛИ Р = 8 Вт является предпочтительной для изготовления КПК.
Для окончательного определения оптимального режима синтеза КПК необходимо провес- ти механические испытания и определить электрофизические характеристики материала.
Список литературы Лазерный синтез керамополимерных материалов на основе модифицированного поливинилиденфторида
- Tressler J.F., Alkoy S., Dogan A., Newnham R.E. Functional composites for sensors, actuators and transducers//Composites: Part A., 1999., V.30., Р.477-482.
- Трифонов И.А., Нестеренко П.С. Статическая пьезочувствительность композиции, содержащей крупнозернистый сегнетокерамический наполнитель//Пластмассы. 1988. № 6. С. 34-41.
- Тарасова Е.Ю., Шишковский И.В., Петров А.Л. Функционально градиентные пьезокомпозиты на основе ЦТС керамики, синтезируемые методом послойного селективного лазерного спекания//Вопросы материаловедения. 2002. № 1 (29). С. 409-415.
- Паншин Ю.А., Малкевич С.Г. Фторопласты. Л.: Химия, 1978. 232 с.
- Мадорская Л.Я., Паверман Н.Г. Взаимосвязь молекулярных и реологических характеристик модифицированного поливинилиденфторида//Высокомолекулярные соединения. Сер. А., 1989. Т. 31. № 4. С. 799-802.
