Магнитоакустическая интенсификация процесса очистки фосфатидного концентрата

Автор: Шестакова Е.А., Верболоз Е.И., Антуфьев В.Т.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 2 (72), 2017 года.
Бесплатный доступ
В работе предложена эффективная технология и машинно-аппаратурная схема очистки фосфатидного концентрата магнито-акустическим способом с применением дистилляции спиртовых растворителей из модифицированных погонов растительного масла. Обработка в ультразвуке 10 Вт/см2 и пульсирующем магнитном поле 2 Тл обеспечивает получение высококачественного лецитинсодержащего продукта в виде гранул нерастворимой в спирте фракции и жидкой жиросодержащей ее части при низкой величине отходов, поглощенных силикагелем. В задачи исследования входит изучение влияния гидродинамических комплексных воздействий на процессы ассоциации и деассоциации свободных жирных кислот и других сопутствующих липидов в составе погонов подсолнечных масел, обоснование применения силикагеля в качестве эффективного нейтрализующего и адсорбирующего агента, определение рациональных режимов процесса получения высококачественного лецитинсодержащего продукта в вакуумном молекулярном дистилляторе. Актуальность работы «Совершенствование процесса и оборудования для дистилляции погонов растительных масел, обработанных в ультразвуке» состоит в том, что в настоящее время в России практически отсутствуют отечественные научные труды в этом направлении. Предлагаемая технология получения модифицированных подсолнечных лецитинов, позволяет получать как фракционированные лецитины с массовой долей ацетонрастворимых веществ более 60%, так и обезжиренные лецитины с массовой долей ацетоннерастворимых веществ до 95% с повышенным содержанием физиологически ценных групп фосфолипидов. Обезжиренные лецитины более гидрофильны, имеют менее выраженный запах и более низкую кислотность.
Подсолнечные фосфатиды, ультразвуковой излучатель, неодимовые магниты, магнито-акустический способ, модифицированные погоны, фракционированные лецитины
Короткий адрес: https://sciup.org/140229811
IDR: 140229811 | DOI: 10.20914/2310-1202-2017-2-24-29
Magneto-acoustic intensification of the cleaning process phosphatidic concentrate
In work propose an efficient technology and machine-instrumental scheme of purification of phosphatidic concentrate magneto-acoustic method with application of the distillation of the alcoholic solvent from the modified cuts of vegetable oil. Processing in ultrasound 10 W/cm2 in pulsed magnetic field of 2 T to provide high-quality lecythidaceae product in the form of granules insoluble in alcohol fraction and a fat part with the low value for waste, are absorbed by the silica gel. The research objective is to study the influence of hydrodynamic effects on the complex processes of Association and deassociation free fatty acids and other related lipids in the composition waste of deodorization of the sunflower oils, the rationale for the use of silica gel as an efficient neutralizing and adsorbing agent, the definition of rational modes of process of obtaining high-quality lecythidaceae product in vacuum molecular distillation. The relevance of the work «Improvement of process and equipment for distillation cuts of vegetable oils processed in ultrasound» is that now in Russia practically there are no domestic scientific works in this direction. The proposed technology of modified sunflower lecitinov, allows you to receive as graded lecithin with acetonrastvorimyh substances more than 60%, and fat-free egg lecithin with acetonnerastvorimyh substances to 95% with an increased content of physiologically valuable groups of phospholipids.
Текст научной статьи Магнитоакустическая интенсификация процесса очистки фосфатидного концентрата
В последние годы наблюдается тенденция увеличения производства растительных масел. По итогам 2016 года в России было произведено более 4,0 млн тонн подсолнечного масла (2 место в мире), которое в основной массе было переработано нашими маслозаводами согласно ГОСТ 1129-2013. Одним из основных видов ценных сопутствующих веществ при производстве подсолнечного масла являются фосфолипиды.
В нашей стране осуществляются мероприятия по улучшению и совершенствованию технологии выделения фосфолипидов из масла и повышению качества фосфолипидных концентратов с сохранением их биологической и физиологической ценности. Наличие фосфолипидов в «сыром» нерафинированном масле в количестве 0,4–0,6%, иногда – до 0,8–1,2% приводит к образованию на небольших маслодобывающих заводах значительного количества
баковых отстоев (фузистого масла), которое малорентабельно и используются в основном как добавки на корм животным. Они не допускают длительного хранения и часто становятся практически невостребованными. Такие фосфолипиды содержат (%): фосфатидов 8–2, жира – до 20, белковых веществ от 50 до 60, влаги не более 14.
Для повышения стойкости в транспортировке влагу удаляют (сушка) при температуре 85–90 ºC и остаточном давлении 15,0 кПа [3] и получают фосфатидный концентрат с довольно большим содержанием подсолнечного масла, на что требуются значительные энергетические затраты. Но при этом идет интенсивно процесс окисления и возникают значительные потери масла с осадком. Полученный по стандартной технологии фосфатидный концентрат имеет повышенные вязкость, кислотность и цветность, резкий запах, не соответствующие ГОСТ Р 53970-2010 «Добавки пищевые, Лецитины Е322. Общие технические условия», введенный 01.01.2012 в России.
Проблемы производства пищевых лецитинов
Анализ патентной документации и научной литературы позволяет сделать выводы о том, что фосфолипидные продукты являются широко применяемыми в производстве хлебобулочных, кондитерских, макаронных изделий и шоколада. Чаще в качестве фосфолипидов используют масложировой фосфолипидный продукт, полученный путем экстракции этиловым спиртом фосфатидных концентратов при соотношении фосфатидные концентраты – этиловый спирт (1:3)÷(1:12) и температуре около 60 °C с образованием спирторастворимой и спиртонерастворимой фракций. Последнюю сушат под вакуумом с получением концентрированного масложирового фосфолипидного продукта, не лишенного характерного запаха и повышенной цветности.
Существуют и другие технологии, при которых возможна дополнительная «подработка» для получения продукта с более высокими качественными показателями, пригодными для более широкого применения в качестве пищевых добавок. Наиболее распространенная технология предусматривает обрабатку фосфатидного концентрата перекисно-ферментной системой с последующим перерастворением в дезодорированном масле. Она позволяет получить фосфатидный концентрат с несколько повышенной вязкостью, но с кислотным числом масла, выделенного из него – менее 10 мг КОН, цветным числом – менее 3 мг J2. Такая технология получения отечественного фосфатидного концентрата на маслодобывающих заводах позволяет увеличить выход масла в основном процессе и получить полноценные, многофункциональные продукты – фосфатидные концентраты марок ПП-1, СП-1, ПВП-1, выпускаемые по ТУ 9146203-00334534-97 «Концентраты фосфатидные. Технические условия» и фосфолипиды растительные пищевые марки ФПП-1, ФПВП-1, ФСП-1, выпускаемые по ТУ 9146-001-02067862-06 «Фосфолипиды растительные пищевые». Но окупаемость продукта в производстве низкая.
Из анализа требований, предъявляемых технической документацией к физико-химическим показателям жидких лецитинов и концентратов фосфатидных видно, что только два показателя качества имеют аналогичные наименования – «массовая доля влаги и летучих веществ», а также «перекисное число», и их значения одинаковы как в ГОСТ, так и в ТУ.
Из приведенных данных видно, что фосфатидный концентрат, выпускаемый по ТУ 9146-203-00334534-97, не соответствует требованиям ГОСТ Р 53970-2010 по показателям: массовая доля веществ, нерастворимых в ацетоне, и массовая доля веществ, нерастворимых в толуоле.
Таким образом, анализ показал, что актуальной проблемой является разработка технологии получения жидких лецитинов, соответствующих требованиям ГОСТ Р 53970-2010 «Добавки пищевые. Лецитины Е322. Общие технические условия» из подсолнечных фосфатидных концентратов марки 1 с целью выработки кондиционных продуктов – жидких лецитинов в виде очищенных фракций.
В соответствии с директивой ЕС, лецитины, имеющие номер Е 322, должны представлять собой смесь фракций фосфолипидов, полученных из животных или растительных объектов разными физическими методами, а также методами, включающими использование безвредных ферментов, в которых содержание веществ, нерастворимых в ацетоне (собственно фосфолипидов), составляет не менее 56–60%. В странах Европы, США и Японии лецитины отнесены к общепринятым безопасным веществам и включены в список GRAS (Generally Regarded As Safe). Фосфатидные концентраты применяют в пищевой промышленности (кондитерской, хлебопекарной, маргариновой и пр.) и сельском хозяйстве для улучшения кормовых рационов животных [4, 5]. ГОСТ Р 53970-2010 предусматривает также использование лецитинов фракционированных в виде пищевых добавок, представляющих собой
«вязкую жидкость или воскообразную массу, или порошок, или гранулы, содержащие заданный набор фракций веществ, нерастворимых в ацетоне». Такой продукт может содержать различные группы растительных фосфорсодержащих соединений (лецитин, кефалин, фосфосерин, инозитолфосфатид, фосфатидная кислота и прочие соединения), а также масло растительное (от 30 до 50%).
Проведенный нами анализ образцов фосфатидного концентрата производства МЭЗ «Кропоткинский» и «Лабинский» показал, что данный продукт не полностью соответствует для использования в пищевой промышленности, в частности, из-за высоких и широко варьируемых показателей окислительной порчи.
Разброс значений по показателю «цветное число» составил 6 ÷ 20 мг йода; «перекисное число» –3,9 ÷ 11,6 ммоль активного кислорода/кг и «кислотное число» – 6,3 ÷ 20,8 мг КОН/г и более. Такие величины этих показателей объяснимы применяемым способом выделения фосфолипидного концентрата. Он предусматривает операцию по удалению влаги из фосфатидной эмульсии, требующей из-за высокой водоудерживающей способности ФЛ использования жестких технологических решений: повышенную температуру и развитую поверхность площади испарения. Такие условия вызывают интенсивное протекание процессов окисления и гидролиза, которые, помимо прочего, активизируются присутствующей влагой. В результате в получаемом продукте накапливаются первичные, вторичные продукты окисления, азометины, меланофосфолипиды и др. Процессы окисления в первую очередь затрагивают гидрофобную часть молекулы ФЛ, а именно ненасыщенные жирные кислоты, и приводят к деструктивным изменениям последних [5, 6]. В составе фосфатидных концентратов содержится, % к СВ: фосфатидов 61–62; масла 37–38; воды 0,4–0,5. Они должны иметь при 20 °C текучую консистенцию. Фосфатиды не растворяются в воде, а растворяются в горячих жирах и маслах, являются хорошими эмульгаторами. Согласно ГОСТ, подсолнечный пищевой фосфатидный концентрат должен иметь желтый цвет, запах и вкус, свойственные маслу, из которого они получены.
Материалы и методы исследования
Целью настоящего исследования являлась разработка магнито-акустического способа очистки фосфатидов с получением из них фосфолипидов пищевого применения. Для получения жидких лецитинов, удовлетворяющих требованиям ГОСТ Р53970-2010, необходимо решить задачи, указанные на схеме рисунка 1.
Обзор научно-технической и патентной литературы
Оценка показателей качества подсолнечных фосфатидных концентратов
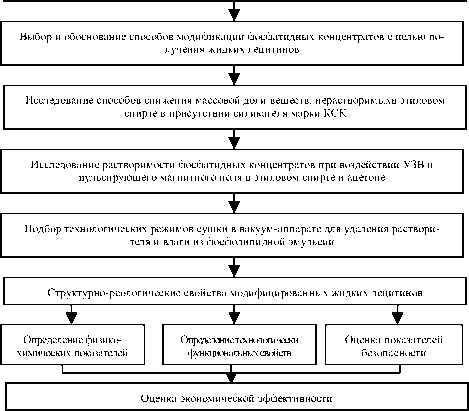
Рисунок 1. Структурная схема исследования Figure 1. Structural scheme of the study
Выбор и обоснование способов модификации фосфатидных концентратов
На основании проведенных исследований была разработана принципиальная схема получения подсолнечных лецитинов с повышенным содержанием физиологически и технологически функциональных групп фосфолипидов, представленная на рисунке 2. В качестве продукта для исследования использованы образцы фосфатидного концентрата производства МЭЗ «Лабинский», а также применен селективный растворитель для получения лецитинов с повышенным содержанием фосфатидилхолинов – этиловый спирт, причем для увеличения его растворяющей способности применили ультразвук интенсивностью 10 Вт/см2 в комплексе с пульсирующим магнитным полем 2 Тл.
Известно, что обработка постоянным или пульсирующим магнитным полем оказывает заметное тормозящее действие на окисление масел, особенно в процессе их интенсивной обработки ультразвуком. Эффекты магнитной обработки существенно и устойчиво проявляются при температурах порядка 20 °С. При более высоких температурах происходит релаксация. Так уже при температурах (30–40) °С время релаксации составляет несколько часов и менее 1 часа при (70–80) °С [8]. Этот факт ограничивает температуру магнито-ультразвуковой обработки и требует немедленного охлаждения полученных продуктов разделения. Магнитная обработка может дать положительный антиокислительный эффект не только в дальнейшем при хранении погонов, но также в технологических процессах нейтрализации, отбелки и дезодорации погонов [9–12]. Поэтому для снижения кислотности и цветности жидких продуктов процесс ведем в присутствии силикагеля марки КСК [7].
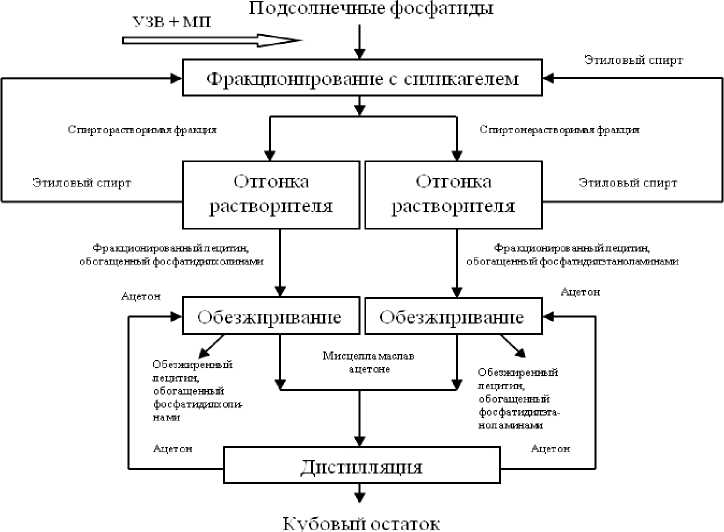
Рисунок 2. Технология получения модифицированных подсолнечных лецитинов
Figure 2. Technology of production of modified sunflower waste of deodorization
Предлагаемая технология получения модифицированных подсолнечных лецитинов, позволяет получать как фракционированные лецитины с массовой долей ацетонрастворимых веществ более 60%, так и обезжиренные лецитины с массовой долей ацетоннерастворимых веществ не менее 95% с повышенным содержанием физиологически ценных групп фосфолипидов. Обезжиренные лецитины имеют несколько преимуществ: порошок удобен в использовании, имеет более нейтральный вкус, поскольку ненасыщенные жирные кислоты растительного масла были удалены, обезжиренный лецитин более гидрофилен, чем стандартный лецитин [6]. Подсолнечные лецитины отличаются от соевых лецитинов в первую очередь составом и содержанием жирных кислот, которые у каждой из масличных культур различны. Кроме того, в отличие от соевого лецитина, лецитин из подсолнечника не содержит: веществ, близких по строению к женским половым гормонам – эстрогенов (фитоэстрогенов) – веществ, вызывающих аллергические реакции [7]. Отсутствие растительного масла естественно снижает пероксидное число в модифицированных подсолнечных лецитинах. Таким образом, подсолнечные фосфатиды являются перспективным сырьем для получения лецитинов с повышенным содержанием функциональных групп фосфолипидов, а разработка технологии их получения – актуальной.
Для качественного разделения подсолнечного фосфатидного концентрата на спирторастворимую часть и осадок этиловый спирт должен быть тщательно перемешан. Однако для трудносмешивающихся жидкостей, каковыми являются масляные погоны и спирт, простое механическое перемешивание не дает должного эффекта. Поэтому после смешивания и получения механической смеси ее сразу же необходимо превращать в эмульсию, состоящую из спирторастворимой жидкости и образовавшейся спиртонерастворимой дисперсной среды. Обзор работ в этом направлении показывает, что качественное образование эмульсии из предварительно смешанных жидкостей возможно под действием кавитации, например от ультразвукового излучателя. При кавитации рост пузырьков сменяется их схлопыванием. Весь процесс образования кавитации занимает время около tок = 0,5·10-3 с. Во время схлопывания образуется ударная волна, сопровождающаяся резким повышением температуры и давления газов. Для определения режимов получения лецитина с повышенным содержанием фосфатидилхолинов изучали влияние соотношения «подсолнечные лецитины – этиловый спирт» на выход спирторастворимой фракции. Установлено, что выход получаемой спирторастворимой фракции зависит не только от массового соотношения растворителя и подсолнечных погонов, но и в первую очередь от приложенных удельной мощности ультразвука и силы магнитного поля, влияющих на фракционирование. На рисунке 3 приведена зависимость выхода спирторастворимой фракции подсолнечных лецитинов от соотношения «подсолнечные лецитины – этиловый спирт». Показано, что с увеличением соотношения «подсолнечные лецитины – этиловый спирт» возрастает выход спирторастворимой фракции. Увеличение указанного соотношения выше 1:5 практически не влияет на увеличение выхода спирторастворимой фракции в присутствии ультразвукового и магнитного воздействия, в то же время в работах [4] указано, что это соотношение должно быть более 1:7–1:12.
Основной характеристикой эмульсии является дисперсность смеси. Она выражается диаметром капель смешиваемых жидкостей и образовавшихся частиц.
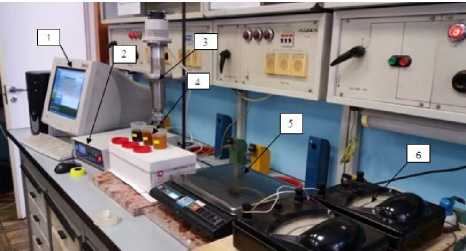
Рисунок 3. Общий вид экспериментальной установки для магнито-акустической очистки фосфатидного концентрата: 1 – ПК; 2 – ультразвуковой генератор марки «Волна-М»; 3 – ультразвуковой пьезоэлектрический излучатель; 4 – образцы обработанных фосфатидов; 5 – электронные весы; 6 – измерительный комплект К-50
Figure 3. Main view of the experimental setup for the magneto-acoustic cleaning phosphatidic concentrate: 1 – PC; 2 – the ultrasonic generator of the brand “Volna-M”; 3 – ultrasonic piezoelectric transmitter; 4 – samples treated phosphatides; 5 – electronic scales; 6 – measuring set К-50
Выявлено определённое время магнитной обработки, необходимое для достижения максимального эффекта. Для высокоградиентного магнитного поля 2 Тл достаточно 5–6 минут при интенсивном механическом и ультразвуковом перемешивании смеси в реакторе. Этого времени также достаточно для достижения максимального
Список литературы Магнитоакустическая интенсификация процесса очистки фосфатидного концентрата
- Гудзь А. В., Кузнецова О. И., Красильников В. Н. Российский рынок лецитинов//Масла и жиры. 2009. № 11. С. 4-7.
- ГОСТ Р 53970-2010 Добавки пищевые. Лецитины Е322. Общие технические условия 2011. М.: Стандартинформ
- ТУ 9146-203-0033 Концентраты фосфатидные. Технические условия
- Пащенко В.Н. Разработка инновационной технологии получения жидких лецитинов: автореферат дисс. к-та техн. наук. Краснодар, 2013. 25 с.
- ГОСТ 53970-2010 Добавки пищевые. Лецитины Е322. Общие технические условия 2010
- Пат. РФ № 2453117 Способ производства хлебобулочного изделия/Корнена Е. П., Лобанов В. Г., Воронцова О. С. Опубл. 20.06.2012.
- Корнен Н. Н., Першакова Т. В., Лисовая Е. В., Применение растительных фосфолипидов (лецитинов) в производстве хлебобулочных изделий//Политематический сетевой электронный научный журнал Кубанского государственного аграрного университета. С. 288-300.
- Кожевников В. И. и др. Влияние магнитного поля и ультрафиолетового излучения на структурное состояние и биологическую активность оливкового и льняного масел//Химическая физика и Мезоскопия. 2012. Т. 14. № 4.
- Ba?mler E. R., Carr?n M. E., Carelli A. A. Extraction of sunflower oil using ethanol as solvent//Journal of Food Engineering. 2016. Т. 178. С. 190-197.
- Mahmood-Fashandi H. et al. Using of Ultrasonic in Degumming of Soybean and Sunflower Seed Oils: Comparison with the Conventional Degumming//Journal of Food Processing and Preservation. 2017. Т. 41. №. 1.
- Abbasi R. et al. The Effect of Ultrasonic Waves in Bleaching of Olive and Sunflower Oils and Comparison with Conventional Bleaching//Journal of Food Processing and Preservation. 2016.
- Ghasemi M. et al. Effect of Solvent Oil Extracting Parameters on Phosphatides, Preoxide Value and Free Fatty Acids in Crude Oil in Industrial Scale//Iranian Food Science and Technology Research Journal. 2014. -Т. 10. №. 2.
- Мартемьянова Л.Е., Антипова Л.В. Применение ферментных препаратов в получении растительных белков//Вестник ВГУИТ. 2013. № 1. С. 104-108.
